一种采用焊前预热的低温钢管道焊接工艺
文献发布时间:2023-06-19 10:21:15
技术领域
本发明涉及低温钢管道焊接工艺领域。更具体地说,本发明涉及一种采用焊前预热的低温钢管道焊接工艺。
背景技术
-20℃以下的碳钢及合金钢制造的容器称为低温容器,主要用于液化石油气、液氨、液氧、液氮等介质的生产、存储容器、输送管道以及寒冷地区服役的设备。对于低温钢的性能要求,首先要保证在使用温度下具有足够的冲击韧性,一般碳钢和合金钢在温度降至-20℃以下时,会发生低温转脆的现象,而Ni元素加入钢中可促进转变奥氏体的形成,使基体的低温韧性得到改善,因此为防止意外事故发生,必须在低温环境或生产条件下,必须选用特定材质的材料制造设备和管道,如低温钢板材有16MnDR、15MnNiDR、15MnNiNbDR、09MnNiDR、08Ni3DR、06Ni9DR等,管材有16MnDG、06Ni3MoDG、09Mn2VDG等,国际市场常用的还有美标的A333系列。
随着科学技术的不断发展,低温钢需求不断增大,施工市场也随之前景广阔,低温钢制造技术和设备使用的发展也将促进低温压力容器和压力管道焊接技术的发展,不断完善低温钢焊接施工工艺将是这一领域发展的需求和动力。
发明内容
为了实现根据本发明的这些目的和其它优点,提供了一种采用焊前预热的低温钢管道焊接工艺,包括以下步骤:
步骤一、焊前准备
将待焊接的两根低温钢管道分别架设在第一支撑架和第二支撑架上,通过调节所述第一支撑架和所述第二支撑架的高度以及倾斜角度,以调节待焊接的两个所述低温钢管道的相对位置,使得二者待焊接的一端相对;
步骤二、焊前预热
对待焊接的所述低温钢管桩进行预热处理,其中预热处理时,以焊缝中心为基准,每侧不应小于焊件厚度的3倍,且不小于100mm;
步骤三、选取焊材
选取与母材强度、韧性相近的材料作为焊接材料,其包括由所述焊接材料制备得到的焊条和焊丝,且所述焊条在使用前先进行350℃~400℃的烘烤;
步骤四、焊接
步骤S41、开坡口,坡口角度需控制在55°-65°之间,焊前必须对低温钢管道的坡口及坡口两侧20-30mm范围内进行打磨以及清洗;
步骤S42、控制焊接电流为200A-450A,焊接速度为350-650mm/min,焊接层数控制在3-4层,且第一焊层焊接时,采用钨极氩弧焊,其余焊层采用钨极氩弧焊或焊条电弧焊,每层焊层的厚度小于2-3mm;
且在焊接过程中,若焊接电流增大/减小,则加快/减慢焊接速度。
根据本发明的一优选实施例,所述的采用焊前预热的低温钢管道焊接工艺中,焊接工具,包括所述第一支撑架和所述第二支撑架,二者均包括:
底座,其上设置有三条纵向滑槽和若干条横向滑槽,所述纵向滑槽沿所述底座的长度方向设置,所述横向滑槽沿着所述底座的宽度方向设置,所述横向滑槽和所述纵向滑槽交叉连通;
两组支撑杆,其沿着所述底座的长度方向间隔设置,每组支撑杆包括三个支撑杆,其分别设置在三条所述纵向滑槽上,每个所述支撑杆沿着所述纵向滑槽和所述横向滑槽上移动,所述支撑杆的高度可调节;
每个所述支撑杆顶端设置盛放机构,所述盛放机构包括设置于所述支撑杆顶端的底板以及若干设置在所述底板上的若干调节杆,每个所述调节杆远离所述底板的一端设置弧形的垫板,多个垫板拼成弧形,其中,所述调节杆的高度可调;
且,对于两组支撑杆中的任意一组,三个所述支撑杆上的多个垫板形成的弧形彼此配合,形成两端高、中间低的碗状结构。
根据本发明的一优选实施例,所述的采用焊前预热的低温钢管道焊接工艺中,每个所述支撑杆上设置有下支撑板,其位于所述底板下方,所述支撑杆顶部内陷形成容纳槽,其内设万向轮,且所述万向轮突出于所述容纳槽的上端面,所述万向轮可在所述容纳槽内任意方向转动;
所述底板设置于所述万向轮上;
所述底板底部向下连接若干弹簧的一端,所述弹簧的另一端连接于所述下支撑板,所述弹簧环向分布。
根据本发明的一优选实施例,所述的采用焊前预热的低温钢管道焊接工艺中,所述支撑杆底部设置有行走轮。
根据本发明的一优选实施例,所述的采用焊前预热的低温钢管道焊接工艺中,加热过程需多点进行温度监控
根据本发明的一优选实施例,所述的采用焊前预热的低温钢管道焊接工艺中,预热温度控制在95℃~200℃之间。
根据本发明的一优选实施例,所述的采用焊前预热的低温钢管道焊接工艺中,所述焊接材料的化学成份与母材相近。
本发明至少包括以下有益效果:
一、本发明在对低温钢管道进行焊接时,先进行焊前预热。首先,焊前预热可降低焊接接头的冷却速度,有利于焊缝金属中扩散氢逸出,可有效避免氢致裂纹;其次,焊前预热可延长热影响区域温度冷却的时间,可提高了焊接接头抗裂性,避免焊接裂纹;其三,焊前预热可降低焊接应力,在焊接过程中可减小焊接区域与焊件整体之间的温度差,还降低了焊接应变速率,同样有效避免焊接裂纹。总之,焊前预热主要作用是避免焊缝及影响区域产生淬硬组织、减少焊接应力、防止裂纹产生的有效措施之一,提高焊接质量。
二、本发明根据实际使用的低温钢管道的化学和物理特性选择合适的焊接材料。
三、本发明中,利用合适的焊接工具进行施焊,减少焊接不合格率。
将待焊接的两根低温钢管道分别架设在第一支撑架和第二支撑架上,通过调节所述第一支撑架和所述第二支撑架的高度以及倾斜角度,以调节待焊接的两个所述低温钢管道的相对位置,使得二者待焊接的一端相对,这样可以较为方便的根据待焊接的两个管道的形状进行调节二者的位置,因为实际施工中,需要焊接后的管道的形状并不规则,采取常规的水平放置,通常无法实现很好的焊接。
本发明的其它优点、目标和特征将部分通过下面的说明体现,部分还将通过对本发明的研究和实践而为本领域的技术人员所理解。
附图说明
图1为本发明中第一支撑架和第二支撑架的底座的俯视图。
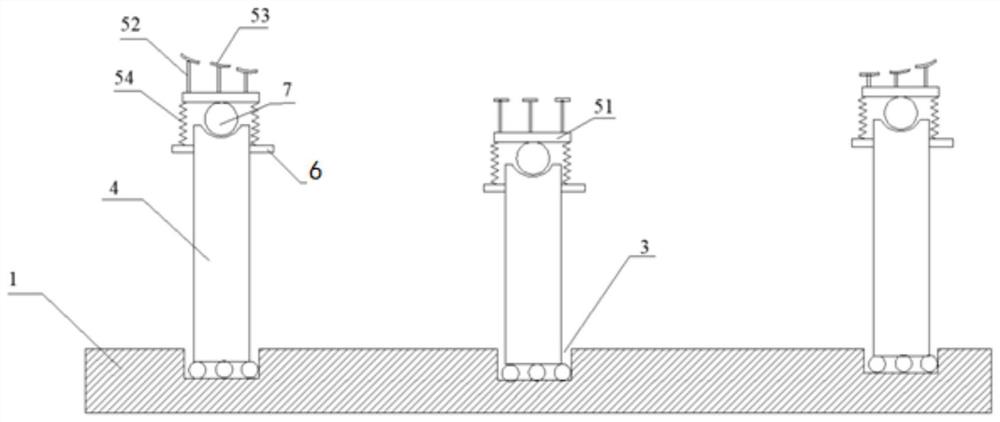
图2为本发明中第一支撑架和第二支撑架的结构示意图。
具体实施方式
下面结合附图对本发明做进一步的详细说明,以令本领域技术人员参照说明书文字能够据以实施。
以下描述用于揭露本发明以使本领域技术人员能够实现本发明。以下描述中的优选实施例只作为举例,本领域技术人员可以想到其他显而易见的变形。在以下描述中界定的本发明的基本原理可以应用于其他实施方案、变形方案、改进方案、等同方案以及没有背离本发明的精神和范围的其他技术方案。
本领域技术人员应理解的是,在本发明的揭露中,术语“纵向”、“横向”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”等指示的方位或位置关系是基于附图所示的方位或位置关系,其仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此上述术语不能理解为对本发明的限制。
可以理解的是,术语“一”应理解为“至少一”或“一个或多个”,即在一个实施例中,一个元件的数量可以为一个,而在另外的实施例中,该元件的数量可以为多个,术语“一”不能理解为对数量的限制。
如图1-2所示,本发明的一种采用焊前预热的低温钢管道焊接工艺,包括以下步骤:
步骤一、焊前准备
将待焊接的两根低温钢管道分别架设在第一支撑架和第二支撑架上,通过调节所述第一支撑架和所述第二支撑架的高度以及倾斜角度,以调节待焊接的两个所述低温钢管道的相对位置,使得二者待焊接的一端相对;
步骤二、焊前预热
对待焊接的所述低温钢管桩进行预热处理,其中预热处理时,以焊缝中心为基准,每侧不小于焊件厚度的3倍,且不小于100mm;
其中,焊前预热的方法有很多种,如火焰加热、电加热、工频感应加热、远红外线加热、随炉加热等,加热范围应以焊缝中心为基准,每侧不应小于焊件厚度的3倍,且不应小于100mm。即使施工中,一般使用较多的是火焰加热和电加热。火焰加热时,焊件预热区域很难均匀受热,加热过程需多点进行温度监控,以保证加热均匀。
首先,焊前预热可降低焊接接头的冷却速度,有利于焊缝金属中扩散氢逸出,可有效避免氢致裂纹;其次,焊前预热可延长热影响区域温度冷却的时间,可提高了焊接接头抗裂性,避免焊接裂纹;其三,焊前预热可降低焊接应力,在焊接过程中可减小焊接区域与焊件整体之间的温度差,还降低了焊接应变速率,同样有效避免焊接裂纹。总之,焊前预热主要作用是避免焊缝及影响区域产生淬硬组织、减少焊接应力、防止裂纹产生的有效措施之一,提高焊接质量。
值得注意的是,焊前预热并不是温度越高越好。如果预热温度过高,又会因为焊缝晶粒粗大而引起钢材的塑性、韧性急剧下降,从而破坏钢材本身的优越性能。因此,低温钢预热时优选将温度控制在95℃~200℃之间,最高温度不超过250℃。
步骤三、选取焊材
选取与母材强度、韧性相近的材料作为焊接材料,其包括由所述焊接材料制备得到的焊条和焊丝,且所述焊条在使用前先进行350℃~400℃的烘烤;
焊材的选取遵循以下原则:一、焊材与母材强度、韧性相当相近,确保焊缝与母材有相同的力学性能,满足受力工况条件;二、焊材与母材化学成份相近,确保焊缝和母材低温性能相近,保证焊缝与母材膨胀系数也近似;三、通过焊接工艺评定中焊件的低温冲击试验,确保焊材与母材在同一低温条件,符合低温冲击能量吸收要求。
通常国际市场常用的还有美标的A333系列。首先需要了解A333 Gr3的化学成分特点。A333 Gr3属于含Ni低温钢,其中Ni是发展低温钢的一个重要元素,在提高Ni的同时,应降低含碳量和严格限制S、P含量及N、H、O的含量,防止产生时效脆性和回火脆性。
其次是A333 Gr3的力学性能。对于低温钢管道的性能要求,首先应满足低温下的力学性能,特别是低温条件下的缺口韧性,所以低温钢必须具备的最重要的性能就是抗低温脆化,这就要求在焊接工艺评定中,低温冲击试验必不可少。本项目丙烯管道设计温度为-47.7℃,因此要求试验温度低于-47.7℃以满足设计工况要求。
同时,还要求低温钢材料具有抗脆性裂纹扩展的止裂性能,即一旦出现脆性破坏后可以停止继续破坏,安全角度考虑,一般低温钢的屈强比不要太高,屈强比大表明塑性变形能力的储备小,在应力集中部位的应力再分配能力低,从而易于促使脆性断裂。
步骤四、焊接
步骤S41、开坡口,坡口角度需控制在55°-65°之间,焊前必须对低温钢管道的坡口及坡口两侧20-30mm范围内进行打磨以及清洗;
步骤S42、控制焊接电流为200A-450A,焊接速度为350-650mm/min,焊接层数控制在3-4层,且第一焊层焊接时,采用钨极氩弧焊,其余焊层采用钨极氩弧焊或焊条电弧焊,每层焊层的厚度小于2-3mm;
且在焊接过程中,若焊接电流增大/减小,则加快/减慢焊接速度。
电流和电压:焊接电流的主要从焊接热输入的角度来考虑,当焊接电流增大使焊接热量输入加大,热量过大时将导致熔敷金属化学成份发生变化,引起焊缝金属的力学性能下降,因此一般来说电流增大时需加快焊接速度来调整热量输出或降低电流;在焊接速度、电流不变的条件下,加大电弧电压同样会使焊接热量输入加大,焊接热影响区域加大,焊缝晶粒容易粗大,导致焊缝力学性能降低。
焊接速度:当焊接电流电压不变时,焊接速度快则热量输入少,但每层焊缝会变薄,焊道数将增加;而速度过慢则热量输入大,热影响加大,不利于焊缝质量。
焊接层数:低温钢进行多层焊接时,前一层焊道对后一道焊道就起到了预热作用,而后一道焊道的热输入就对前一层焊道起到了细化晶粒的热处理作用,但是,每层焊道厚度不宜太大,应小于2~3mm,否则容易造成金属组织晶粒变粗,降低焊缝力学性能。
在实际施工时,待焊接的两个钢管道若不规则,根据本发明的一优选实施例,所述的采用焊前预热的低温钢管道焊接工艺中,焊接工具,包括所述第一支撑架和所述第二支撑架,二者均包括:
底座1,其上设置有三条纵向滑槽2和若干条横向滑槽3,所述纵向滑槽2沿所述底座1的长度方向设置,所述横向滑槽3沿着所述底座1的宽度方向设置,所述横向滑槽3和所述纵向滑槽2交叉连通;
两组支撑杆4,其沿着所述底座的长度方向间隔设置,每组支撑杆4包括三个支撑杆4,其分别设置在三条所述纵向滑槽2上,每个所述支撑杆4沿着所述纵向滑槽2和所述横向滑槽3上移动,所述支撑杆4的高度可调节;
每个所述支撑杆4上设置有下支撑板6,其位于所述底板51下方,所述支撑杆4顶部内陷形成容纳槽,其内设万向轮7,且所述万向轮7突出于所述容纳槽的上端面,所述万向轮7可在所述容纳槽内任意方向转动;
每个所述支撑杆4顶端设置盛放机构,所述盛放机构包括设置于所述支撑杆4顶端的底板51以及若干设置在所述底板51上的若干调节杆52,每个所述调节杆52远离所述底板51的一端设置弧形的垫板53,多个垫板53拼成弧形,所述底板51底部向下连接若干弹簧54的一端,所述弹簧54的另一端连接于所述下支撑板6,所述弹簧54环向分布,其中,所述调节杆4的高度可调;所述底板51设置于所述万向轮7上。且,对于两组支撑杆中的任意一组,三个所述支撑杆4上的多个垫板53形成的弧形彼此配合,形成两端高、中间低的碗状结构。
上述实施方案中,将待焊接的两根低温钢管道分别架设在第一支撑架和第二支撑架上,通过调节所述第一支撑架和所述第二支撑架的高度以及倾斜角度,以调节待焊接的两个所述低温钢管道的相对位置,使得二者待焊接的一端相对,这样可以较为方便的根据待焊接的两个管道的形状进行调节二者的位置,因为实际施工中,需要焊接后的管道的形状并不规则,采取常规的水平放置,通常无法实现很好的焊接。
具体的,所述第一支撑架和所述第二支撑架分别架设两根待焊接的钢管道,所述第一支撑架和所述第二支撑架中,分别通过调节两组上述支撑杆4的高度,进而调节待焊接钢管道的高度和倾斜角度。但是在调节两组支撑杆4的高度时,所述待焊接钢管道是放置在所述盛放机构上的,如果所述盛放机构若不随之发生角度的变化,则会导致钢管道放置不稳,因此本申请将所述盛放机构并不是直接放置在所述支撑杆4的顶端,而是放置在万向轮7上,所述万向轮7可在所述支撑杆4顶部的所述容纳槽内任意方向转动,以适应高度调节时带来的角度变化,从而带动所述盛放机构角度变化,比如倾斜。而且还在所述盛放机构的所述底板51下方环向设置一圈弹簧54,随着所述盛放机构随着所述万向轮7发生角度的变化,所述弹簧54将发生形变,有的弹簧54将被压缩,有的弹簧54将被拉伸,以对所述盛放机构起到很好的支撑作用,且当将待焊接的钢管道拿走之后,所述弹簧54将恢复形变,所述盛放机构也会恢复形变,以适应下次放置钢管道时的高度和角度的调整。
其中,每个所述支撑杆4顶端设置盛放机构,利用若干调节杆52顶端的垫板53形成的弧形来支撑待焊接的钢管道,并且通过将所述支撑杆4沿着所述横向滑槽3移动,调节相邻两个所述支撑杆4的距离,并且,调节每个所述盛放机构上的所述调节杆4的高度(也就是调节所述垫板的高度),进而使得所述第一支撑架和所述第二支撑架可适用于不同尺寸的钢管道。
根据本发明的一优选实施例,所述的采用焊前预热的低温钢管道焊接工艺中,所述支撑杆底部设置有行走轮。
根据本发明的一优选实施例,所述的采用焊前预热的低温钢管道焊接工艺中,加热过程需多点进行温度监控
尽管本发明的实施方案已公开如上,但其并不仅仅限于说明书和实施方式中所列运用,它完全可以被适用于各种适合本发明的领域,对于熟悉本领域的人员而言,可容易地实现另外的修改,因此在不背离权利要求及等同范围所限定的一般概念下,本发明并不限于特定的细节和这里示出与描述的图例。
- 一种采用焊前预热的低温钢管道焊接工艺
- 一种采用焊前预热的低温钢管道焊接工艺