一种喇叭网布自动贴附机
文献发布时间:2023-06-19 11:13:06
技术领域
本发明涉及喇叭制造设备领域,具体涉及一种喇叭网布自动贴附机。
背景技术
对于喇叭产品而言,它的底部都贴附有网布,网布具有防尘、防异物、保护喇叭的作用,传统喇叭贴附网布的方法是作业工人先撕下卷料带上的网布,然后将网布对准喇叭进行贴附,此方式的缺陷在于,加工时间长,效率非常低,影响到整个喇叭生产周期。
发明内容
针对现有技术存在上述缺陷,本发明提供了一种喇叭网布自动贴附机,具体技术方案如下:
一种喇叭网布自动贴附机,包括工作台和安装在工作台上方的电箱、喇叭输送装置、放卷送料装置、卷料带放置板、卷料带压紧装置、网布吸取贴附装置,喇叭输送装置输送喇叭到达贴附工位,电箱侧方安装有多个料辊,放卷送料装置放卷卷料带经料辊导向到达卷料带放置板,卷料带上贴装有多个等距离排列的网布,卷料带压紧装置位于卷料带放置板上方,卷料带压紧装置用于压紧卷料带,网布吸取贴附装置吸取卷料带放置板处卷料带上的网布,网布吸取贴附装置驱动网布移动到贴附工位贴附喇叭。
作为本发明的一种优选方案,所述喇叭输送装置包括固定板、第一马达、同步轮、同步带、移动板、治具、滑块和滑轨,固定板底部安装第一马达,同步轮有两个位于固定板前后侧,两个同步轮之间通过同步带传动连接,第一马达驱动前方的同步轮转动,同步带侧方连接移动板,移动板上方安装治具,治具装载多个喇叭,移动板底部安装滑块,滑块滑动连接滑轨,滑轨安装于固定板上方。
作为本发明的一种优选方案,所述放卷送料装置包括转盘、第二马达、传动机构、收料辊,卷料带挂装于转盘,卷料带经多个料辊导向回转缠绕收料辊,收料辊位于转盘下方,第二马达安装于电箱侧方,第二马达通过传动机构驱动收料辊转动收料。
作为本发明的一种优选方案,所述放卷送料装置还包括送料移动气缸、送料升降气缸、送料板、送料针,支撑座中部安装送料移动气缸,支撑座上方安装卷料带放置板,送料移动气缸驱动送料升降气缸前后移动,送料升降气缸驱动送料板上下移动,送料板左右两端安装送料针,卷料带放置板设有供送料针伸入的避位槽,卷料带设有多个等距离排列的送料孔,送料针插入送料孔内带动卷料带送料。
作为本发明的一种优选方案,所述卷料带压紧装置包括后承载板、后压紧气缸、后压紧板、前压紧气缸和前压紧板,后承载板位于卷料带放置板后方,卷料带放卷后先经过后承载板再到达卷料带放置板,后压紧气缸有两个,后压紧气缸驱动后压紧板下降压紧后承载板上的卷料带,前压紧气缸驱动前压紧板下降压紧卷料带放置板上的卷料带,卷料带放置板前方设有露出网布的弧形槽。
作为本发明的一种优选方案,所述网布吸取贴附装置包括X轴模组、Z轴模组和双工位吸附机构,X轴模组驱动Z轴模组左右移动,Z轴模组驱动双工位吸附机构上下移动,双工位吸附机构一次吸附两块网布。
作为本发明的一种优选方案,所述双工位吸附机构包括升降板、横向滑轨、横向滑块、安装板、左千分尺、右千分尺、L形板、纵向滑轨、纵向滑块、导气座、下千分尺、弹簧和吸头,Z轴模组驱动升降板上下移动,升降板前方安装横向滑轨,横向滑轨滑动连接横向滑块,横向滑块前方固定安装两块安装板,升降板左侧设有左调节座,左千分尺螺纹连接左调节座,左千分尺右端顶着左侧的安装板,升降板右侧设有右调节座,右千分尺螺纹连接右调节座,右千分尺左端顶着右侧的安装板,单块安装板前方安装单块L形板,L形板底部安装纵向滑轨,纵向滑轨滑动连接纵向滑块,纵向滑块下方安装导气座,L形板前方螺纹连接下千分尺,下千分尺后端顶着导气座,弹簧一端顶着L形板内壁另一端顶着纵向滑块,导气座下方安装吸头,吸头设有与网布形状相配合的C形吸槽。
作为本发明的一种优选方案,所述网布吸取贴附装置还包括防止网布撕拉时变形的吸附防变形机构,吸附防变形包括防变形气缸和C形块,防变形气缸驱动两个C形块上升从底部顶着网布。
本发明的有益效果:喇叭输送装置输送喇叭到达贴附工位,放卷送料装置放卷卷料带到达卷料带放置板,卷料带压紧装置压紧卷料带,网布吸取贴附装置吸取卷料带放置板处卷料带上的网布,网布吸取贴附装置驱动网布撕离卷料带并移动到贴附工位贴附到喇叭,自动化加工作业,生产速度快,提高生产效率,满足喇叭生产需求。
附图说明
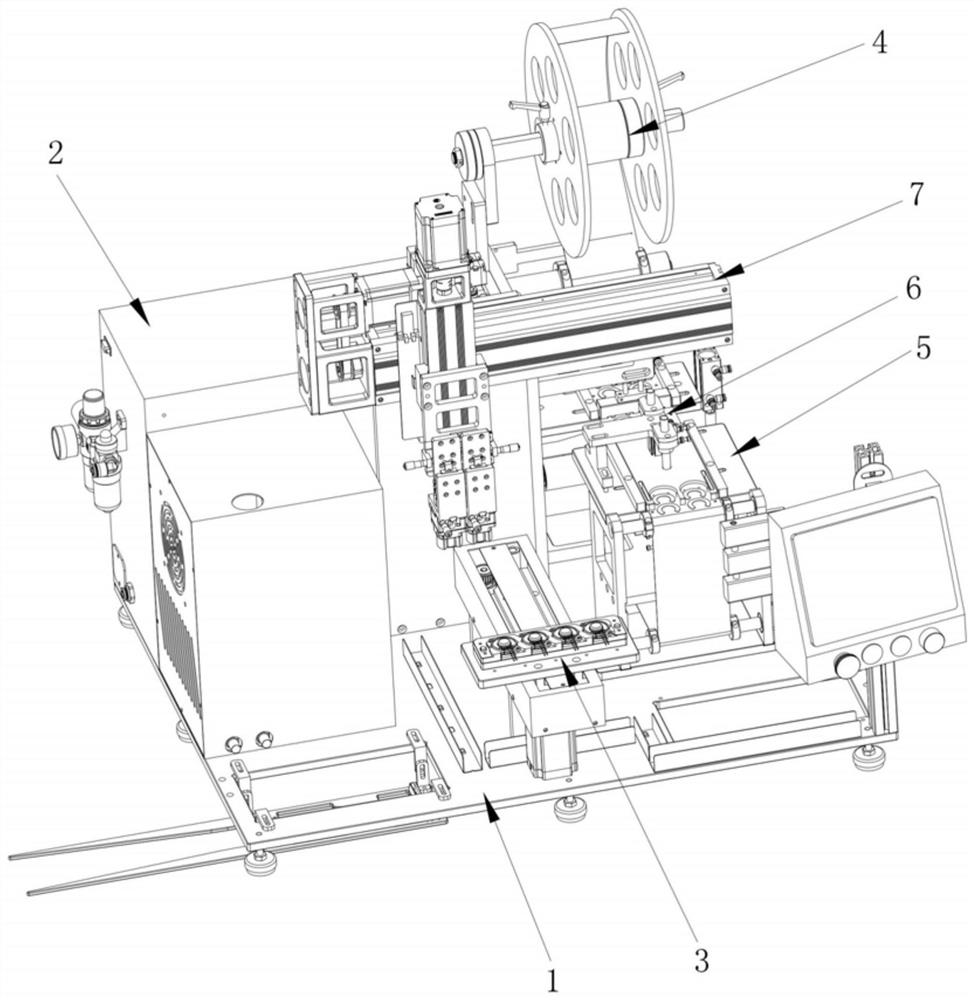
图1是本发明的立体图;
图2是本发明的另一视角的立体图;
图3是本发明的喇叭输送装置立体图;
图4是本发明的放卷送料装置放卷时的立体图;
图5是本发明的放卷送料装置的立体图;
图6是本发明的送料移动气缸、送料升降气缸、送料板与卷料带放置板相配合的立体图;
图7是本发明的送料移动气缸、送料升降气缸、送料板相配合的立体图;
图8是本发明的卷料带压紧装置的立体图;
图9是本发明的网布吸取贴附装置的立体图;
图10是本发明的双工位吸附机构的整体分解图;
图11是本发明的双工位吸附机构的立体图;
图12是本发明的吸附防变形机构的立体图。
具体实施方式
下面结合附图,对本发明的具体实施方式做进一步说明:
在本发明的描述中,需要说明的是,术语“中心”、“上”、“下”、“左”、“右”、“竖直”、“水平”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的位置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
在本发明的描述中,需要说明的是,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以视具体情况理解上述术语在本发明中的具体含义。
如图1和2所示,一种喇叭网布自动贴附机,包括工作台1和安装在工作台1上方的电箱2、喇叭输送装置3、放卷送料装置4、卷料带放置板5、卷料带压紧装置6、网布吸取贴附装置7,电箱2内装有电器设备,喇叭输送装置3往后输送喇叭8到达贴附工位,电箱2侧方安装有多个料辊,放卷送料装置4放卷卷料带9经料辊导向到达卷料带放置板4,卷料带9上贴装有多个等距离排列的网布10,卷料带压紧装置6位于卷料带放置板4上方,卷料带压紧装置6用于压紧卷料带9,网布吸取贴附装置7吸取卷料带放置板4处卷料带上的网布10,网布吸取贴附装置10驱动网布移动到贴附工位贴附于喇叭。
如图3所示,喇叭输送装置3包括固定板31、第一马达32、同步轮33、同步带34、移动板35、治具36、滑块37和滑轨38,固定板31底部安装第一马达32,同步轮33有两个位于固定板31前后侧,两个同步轮33之间通过同步带34传动连接,第一马达32驱动前方的同步轮33转动,同步带34侧方连接移动板35,移动板35上方安装治具36,治具36装载多个喇叭8,移动板35底部安装滑块37,滑块37滑动连接滑轨38,滑轨38安装于固定板31上方,同步带34回转传动时带动移动板35沿滑轨38前后移动,移动板35带动治具36移动到后方的贴附工位以备后序贴网布。
如图4和5所示,放卷送料装置4包括转盘41、第二马达42、传动机构43、收料辊44,卷料带挂装于转盘41,卷料带经多个料辊导向回转缠绕收料辊44,收料辊44位于转盘41下方,第二马达42安装于电箱侧方,第二马达42通过传动机构43驱动收料辊44转动收取已经没有网布的废卷料,另外,为了更好使卷料带放置板5上的卷料带9移动送料,如图6和7所示,放卷送料装置4还包括送料移动气缸45、送料升降气缸46、送料板47、送料针48,支撑座11中部安装送料移动气缸45,支撑座11上方安装卷料带放置板5,送料移动气缸45驱动送料升降气缸46前后移动,送料升降气缸46驱动送料板47上下移动,送料板47左右两端安装送料针48,卷料带放置板5设有供送料针伸入的避位槽,卷料带9设有多个等距离排列的送料孔,送料升降气缸46驱动送料针48上移插入送料孔内,送料移动气缸45驱动送料升降气缸46前移带动卷料带前移,之后送料升降气缸46驱动送料针48下移离开送料孔,送料移动气缸45驱动送料升降气缸46后移复位,再重复上述步骤实现步进式移动送料。
如图8所示,卷料带压紧装置6包括后承载板61、后压紧气缸62、后压紧板63、前压紧气缸64和前压紧板65,后承载板61位于卷料带放置板5后方,卷料带9放卷后先经过后承载板61再到达卷料带放置板5,后压紧气缸62有两个,后压紧气缸62驱动后压紧板63下降压紧后承载板61上的卷料带9,前压紧气缸64驱动前压紧板65下降压紧卷料带放置板5上的卷料带,卷料带放置板5前方设有露出网布10的弧形槽51a,避免吸附时阻挡前端网布。
如图9所示,网布吸取贴附装置7包括X轴模组71、Z轴模组72和双工位吸附机构73,X轴模组71驱动Z轴模组72左右移动,Z轴模组72驱动双工位吸附机构73上下移动,双工位吸附机构73一次吸附两块网布,如图10和11所示,双工位吸附机构73包括升降板731、横向滑轨732、横向滑块733、安装板734、左千分尺735、右千分尺736、L形板737、纵向滑轨738、纵向滑块739、导气座7310、下千分尺7311、弹簧(未画出)和吸头7312,Z轴模组72驱动升降板731上下移动,升降板731前方安装横向滑轨732,横向滑轨732滑动连接横向滑块733,横向滑块733前方固定安装两块安装板734,升降板731左侧设有左调节座,左千分尺735螺纹连接左调节座,左千分尺735右端顶着左侧的安装板734,升降板731右侧设有右调节座,右千分尺736螺纹连接右调节座,右千分尺736左端顶着右侧的安装板734,单块安装板734前方安装单块L形板737,L形板737底部安装纵向滑轨738,纵向滑轨738滑动连接纵向滑块739,纵向滑块739下方安装导气座7310,L形板737前方螺纹连接下千分尺7311,下千分尺7311后端顶着导气座7310,弹簧一端顶着L形板内壁另一端顶着纵向滑块,导气座7310下方安装吸头7312,吸头7312设有与网布形状相配合的C形吸槽,旋转左千分尺735、右千分尺736控制伸入调节座内的深度,从而使两块安装板734在横向滑轨732与横向滑块733的导向配合下发生细微横向移动,精确调节吸头横向位置,旋转下千分尺7311控制伸入L形板737内的深度,从而使导气座7310在纵向滑轨738与纵向滑块739的导向配合下发生细微纵向移动(此时弹簧被压缩),精确调节吸头的纵向位置。
如图12所示,网布吸取贴附装置7还包括防止网布撕拉时变形的吸附防变形机构,吸附防变形包括防变形气缸71和C形块72,防变形气缸71驱动两个C形块72上升从底部顶着网布10防止吸头7312吸取网布上升撕拉时变形。
以上内容是结合具体的优选实施方式对本发明所作的进一步详细说明,不能认定本发明的具体实施只局限于这些说明,对于本发明所属技术领域的普通技术人员来说,在不脱离本发明构思的前提下,还可以做出若干简单推演或替换,都应当视为属于本发明的保护范围。
- 一种喇叭网布自动贴附机
- 一种喇叭网布自动覆合设备