偏心防松螺母及加工方法
文献发布时间:2023-06-19 11:29:13
技术领域
本发明涉及机械紧固件技术领域,尤其涉及一种偏心防松螺母及加工方法。
背景技术
在很多精密或者要求严格的设备或行业中,螺母的松动问题一直是大家比较头疼的问题,但是随着制造技术的成熟,防松螺母越来越被大家所广泛使用,常用的螺母防松方法有:摩擦防松、机械防松。摩擦防松是在锁紧螺母副之间产生一不随外力变化的正压力,以产生一能够阻止锁紧螺母副相对转动的摩擦力,如采用弹性垫圈、双螺母、自锁螺母和嵌件锁紧螺母等;机械防松是用锁紧螺母止动件直接限制锁紧螺母副的相对转动,如采用启齿销、串连钢丝和止动垫圈等;但这种结构防松效果不好,长时间在震动工作环境下,还是会松动。因此还需要对螺母作进一步改进。
发明内容
本发明的目是解决上述技术问题,提供一种偏心防松螺母。
为了实现上述技术目的,达到上述的技术要求,本发明所采用的技术方案是:偏心防松螺母,包括螺母本体,其特征在于:所述螺母本体轴向设置有贯穿螺纹孔,径向设置有退刀槽,退刀槽上端螺纹设置为第一螺纹,退刀槽下端螺纹设置为第二螺纹;所述第一螺纹所在的中心轴线与螺母本体的中心轴线不同心,所述第二螺纹所在的中心轴线与螺母本体的中心轴线同心;所述第一螺纹的中心轴线与第二螺纹的中心轴线设置有偏心距离e。
优选的:所述偏心距离e设置为偏心防松螺母内螺纹螺距的0.08~0.15倍。
优选的:所述第一螺纹旋合长度设置为螺母本体旋合长度的1/3~1/4。
偏心防松螺母的加工方法,其特征在于:包括以下步骤:
步骤一、下料,根据螺母的外形尺寸及两端面的加工余量计算重量,锯圆料;
步骤二、锻造,将步骤一中所得圆料放入连续炉内加热至850℃~1100℃,保温1.5~2小时,将加热好的圆料放入锻造模内,采用锻造压机一次锻造成型,制得六角料;
步骤三、车加工,车削步骤二中制得的六角料的端面,钻第二螺纹的底孔,镗退刀槽,攻丝得到第二螺纹;使用专用偏心夹具通过螺纹装夹六角料,再钻第一螺纹的底孔,攻丝得到第一螺纹。
优选的:所述步骤二中锻造模内腔设置有与偏心防松螺母六角尺寸相符的内六角。
优选的:所述步骤三中,专用偏心夹具上的偏心距与偏心防松螺母上偏心距相一致,所述专用偏心夹具通过螺杆与第二螺纹连接。
与传统结构相比,本发明的有益效果:
1、本发明为整体结构,加工方便,热锻提高了螺母的机械性能;
2、本发明结构简单合理,安装方便,由于偏心防松螺母的偏心设置,螺母本体对连接螺栓产生向内的径向锁紧力,第一螺纹产生弹性变形锁紧螺栓,大幅度提高了防松效果。
附图说明
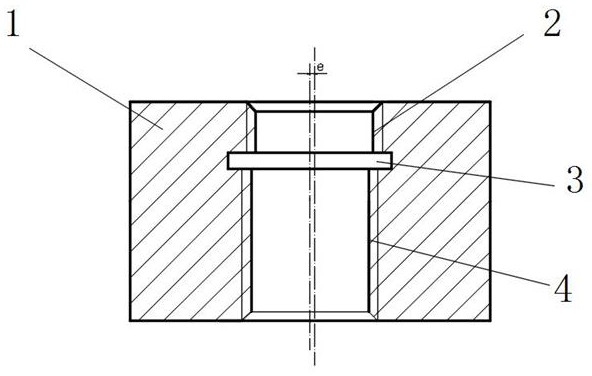
图1为本发明主视图示意图;
图2为本发明俯视图示意图;
在图中:1.螺母本体,2.第一螺纹,3.退刀槽,4.第二螺纹。
具体实施方式
下面对本发明作进一步说明。
参照附图,本发明所述的偏心防松螺母,包括螺母本体1,其特征在于:所述螺母本体1轴向设置有贯穿螺纹孔,径向设置有退刀槽3,退刀槽3上端螺纹设置为第一螺纹2,退刀槽3下端螺纹设置为第二螺纹4;所述第一螺纹2所在的中心轴线与螺母本体1的中心轴线不同心,所述第二螺纹4所在的中心轴线与螺母本体1的中心轴线同心;所述第一螺纹2的中心轴线与第二螺纹4的中心轴线设置有偏心距离e。
本优选实施例中,偏心距离e设置为偏心防松螺母内螺纹螺距的0.08~0.15倍。
本优选实施例中,第一螺纹2旋合长度设置为螺母本体1旋合长度的1/3~1/4。
实施例1
偏心防松螺母的加工方法,其特征在于:包括以下步骤:
步骤一、下料,根据螺母的外形尺寸及两端面的加工余量计算重量,锯圆料;
步骤二、锻造,将步骤一中所得圆料放入连续炉内加热至850℃,保温2小时,将加热好的圆料放入锻造模内,采用锻造压机一次锻造成型,制得六角料;
步骤三、车加工,车削步骤二中制得的六角料的端面,钻第二螺纹的底孔,镗退刀槽3,攻丝得到第二螺纹;使用专用偏心夹具通过螺纹装夹六角料,再钻第一螺纹的底孔,攻丝得到第一螺纹。
本优选实施例中,所述步骤二中锻造模内腔设置有与偏心防松螺母六角尺寸相符的内六角。
实施例2
偏心防松螺母的加工方法,其特征在于:包括以下步骤:
步骤一、下料,根据螺母的外形尺寸及两端面的加工余量计算重量,锯圆料;
步骤二、锻造,将步骤一中所得圆料放入连续炉内加热至950℃,保温1.75小时,将加热好的圆料放入锻造模内,采用锻造压机一次锻造成型,制得六角料;
步骤三、车加工,车削步骤二中制得的六角料的端面,钻第二螺纹的底孔,镗退刀槽,攻丝得到第二螺纹;使用专用偏心夹具通过螺纹装夹六角料,再钻第一螺纹的底孔,攻丝得到第一螺纹。
本优选实施例中,所述步骤二中锻造模内腔设置有与偏心防松螺母六角尺寸相符的内六角。
本优选实施例中,所述步骤三中,专用偏心夹具上的偏心距与偏心防松螺母上偏心距相一致,所述专用偏心夹具通过螺杆与第二螺纹连接。
具体实施时,当偏心防松螺母和螺栓相互拧紧时,螺栓先通过偏心防松螺母第二螺纹,螺栓的牙尖和第二螺纹契合,当拧至第一螺纹时,由于第一螺纹所在的中心轴线和第二螺纹所在的中心轴线不同心,螺母本体对连接螺栓产生向内的径向锁紧力,第一螺纹产生弹性变形锁紧螺栓,达到防松的效果。
本发明的上述实施例,仅仅是清楚地说明本发明所做的举例,但不用来限制本发明的保护范围,所有等同的技术方案也属于本发明的范畴,本发明的专利保护范围应由各项权利要求限定。
- 偏心防松螺母及加工方法
- 一种动车轨道用防松动的环槽偏心螺母