一种包装纸箱纸板隔层制作加工系统
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及纸板隔层加工的技术领域,特别涉及一种包装纸箱纸板隔层制作加工系统。
背景技术
包装纸箱是应用最广泛的包装制品,按用料不同,有瓦楞纸箱、单层纸板箱等,有各种规格和型号。包装纸箱常用的有三层和五层,七层使用较少,各层分为里纸、瓦楞纸、芯纸、面纸等,各种纸的颜色和手感都不一样,不同厂家生产的纸也不一样。包装纸箱的发明和应用有一百多年历史,具有成本低、质量轻、加工易、强度大、印刷适应性样优良、储存搬运方便等优点,而纸板隔层则是包装纸箱中用于隔开和保护各个被包装的产品的纸板,其中瓦楞纸板是最常用于制作隔层的纸板。
目前,在对纸板隔层进行制作加工时通常存在以下缺陷:1.在制作瓦楞纸板隔层时,需要对纸板进行裁剪以便于拼接,传统的裁剪方法由于瓦楞纸中部为中空状态,所以通常采用逐个剪裁的方法进行加工,统一裁剪时会出现裁剪位置凹陷的情况,影响瓦楞纸隔板的支撑和连接强度;2.在对瓦楞纸板隔层进行裁剪时,由于裁剪形状和位置是需要定位的,而传统的人工辅助定位的方式,浪费人力物力,也会导致纸板隔层的加工效率较低,不利于进行批量化生产。
发明内容
(一)要解决的技术问题
本发明可以解决在制作瓦楞纸板隔层时,需要对纸板进行裁剪以便于拼接,传统的裁剪方法由于瓦楞纸中部为中空状态,所以通常采用逐个剪裁的方法进行加工,统一裁剪时会出现裁剪位置凹陷的情况,影响瓦楞纸隔板的支撑和连接强度,且在对瓦楞纸板隔层进行裁剪时,由于裁剪形状和位置是需要定位的,而传统的人工辅助定位的方式,浪费人力物力,也会导致纸板隔层的加工效率较低,不利于进行批量化生产等难题。
(二)技术方案
为了实现上述目的,本发明采用以下技术方案,一种包装纸箱纸板隔层制作加工系统,包括固定基底、固定架和定位机构,所述的固定基底下端面的左右两侧对称固定有固定架,固定基底上设置有定位机构。
所述的固定基底包括安装底板、滑槽、夹持板、裁切槽、保压弹簧和裁切单元,安装底板上端面的前后两侧对称开设有滑槽,滑槽内均匀滑动设置有夹持板,夹持板上侧的前后两侧对称开设有裁切槽,相邻夹持板之间通过保压弹簧连接,安装底板上端面的左右两侧对称设置有裁切单元,具体工作时,初始的保压弹簧始终处于有内缩的趋势,从而带动夹持板有相互靠近的趋势,通过保压单元内的限位圆台控制夹持板在滑槽内滑动的间距,使相邻的夹持板之间的间距相同且能被同时调整,向相邻的夹持板之间投入瓦楞纸板,当调整相邻的夹持板之间的间距为合适位置后,对瓦楞纸板进行整体的夹持,在夹持过程中,通过定位单元逐渐调整瓦楞纸板的前后距离,使其逐渐移动至工作位置,避免了人为辅助定位和标记,再通过裁切单元进行剪裁,将一定量的瓦楞纸板进行同步剪裁,再根据剪裁位置对瓦楞纸板进行拼接安装,最后将其放置于包装纸箱里,使其成为包装纸箱纸板隔层。
所述的定位机构包括限位通槽、保压单元、定位单元和同步驱动单元,安装底板上端面中部的前后两侧对称开设有限位通槽,限位通槽内滑动设置有保压单元,保压单元的下侧靠近夹持板的一端安装有定位单元,保压单元的下侧通过同步驱动单元连接,具体工作时,通过保压单元调整相邻的夹持板间的距离,从而可以对瓦楞纸板进行夹持,通过定位单元在夹持的过程中逐渐对瓦楞纸板的位置进行调整,使其运动至合适位置,通过同步驱动单元控制保压单元和定位单元的工作。
所述的保压单元包括滑动杆、安装杆、限位圆台、支撑杆和滑轨,限位通槽内滑动设置有滑动杆,滑动杆的上端连有安装杆,安装杆靠近夹持板的一端面上均匀安装有限位圆台,限位圆台位于邻近夹持板间的间歇内,且夹持板紧贴在限位圆台的表面,安装杆下端面的左右两侧对称固定有支撑杆,支撑杆的下端滑动设置于滑轨上,滑轨固定于安装底板上,具体工作时,通过限位圆台控制相邻的夹持板间的距离,通过同步驱动单元带动滑动杆在限位通槽内向远离夹持板的方向运动,从而使安装杆带动限位圆台向远离夹持板的方向运动,从而在保压弹簧的弹性作用下,使相邻夹持板相互靠近,从而对夹持板间放置的瓦楞纸板进行夹持,在安装杆运动时,同步带动支撑杆在滑轨上运动,主要作用是辅助支撑安装杆的运动,当完成裁剪后,通过同步驱动单元带动滑动杆在限位通槽内向靠近夹持板的方向运动,从而带动限位圆台复位,进而使夹持板复位。
优选的,所述的裁切槽外的左右两边对称设置有海绵,且海绵粘接于夹持板上,通过海绵缓冲夹持板与瓦楞纸板的接触,同时还可以对瓦楞纸板的裁切处进行进一步的保压。
优选的,所述的限位圆台靠近夹持板的一端面上安装有小型圆杆,当限位圆台抽离出夹持板间后,小型圆杆仍位于夹持板间,便于限位圆台复位时推动夹持板的间距增大。
优选的,所述的裁切单元包括滑动槽、滑杆、方板、裁切刀、顶出杆和推动气缸,安装底板上端面中部的左右两侧开设有滑动槽,滑动槽内滑动设置有滑杆,滑杆的上端设置有方板,方板靠近夹持板一端面的前后两侧对称连接有裁切刀,裁切刀内设置有顶出杆,顶出杆远离夹持板的一侧滑动设置于方板上,顶出杆的下端固定在安装底板上,方板远离夹持板一端面中部与推动气缸的顶出端连接,推动气缸通过气缸底座安装在安装底板上。
优选的,所述的方板通过螺纹连接的方式安装在滑杆上,便于在裁切刀损坏时对其进行更换。
优选的,所述的顶出杆靠近夹持板的一端与裁切刀靠近夹持板的一端位于同一平面,使裁切刀复位时通过顶出杆可以完全将瓦楞纸板废料顶出。
优选的,所述的定位单元包括一号连杆、一号齿条、齿轮、限位杆、二号齿条、二号连杆、定位板、滑移块和滚珠,滑动杆的上侧靠近夹持板的一端连有一号连杆,一号连杆的下端面上均匀安装有一号齿条,一号齿条的下侧啮合有齿轮,齿轮的中部设置有销轴,销轴的前后两端固定在前后对称设置的限位杆上,限位杆的下端与安装底板连接,齿轮的下侧啮合有二号齿条,二号齿条的均匀安装在二号连杆的上端面,二号连杆滑动设置于限位杆之间,二号连杆靠近夹持板的一端安装有定位板,定位板远离夹持板的一端面的左右两侧对称安装有滑移块,滑移块的下端滚动设置有滚珠,滚珠的下侧紧贴在安装底板上。
优选的,所述的同步驱动单元包括双向丝杠、底板、驱动齿轮、传动齿轮和驱动电机,滑动杆的下侧螺纹连接有双向丝杠,双向丝杠的前后两侧对称转动设置于底板上,底板的上端与安装底板的下端面连接,双向丝杠的中部外壁上固定有驱动齿轮,驱动齿轮的左侧啮合有传动齿轮,传动齿轮的后端中部与驱动电机的输出轴连接,驱动电机通过电机底座安装在安装底板的下端面。
(三)有益效果
1.本发明所述的一种包装纸箱纸板隔层制作加工系统,针对同时加工多块瓦楞纸板的方法进行了改进,避免了在对多块瓦楞纸板进行同步裁剪时裁切口周围出现凹陷的情况,确保了瓦楞纸板拼接而成的纸板隔层的支撑和连接强度,同时可通过同一驱动完成对瓦楞纸板的定位,节约了人力物力,便于进行加工;
2.本发明所述的一种包装纸箱纸板隔层制作加工系统,通过限位圆台对相邻夹持板间的支撑,在保压弹簧的弹性作用下,使各个邻近夹持板间的间距相同,通过移动限位圆台控制夹持板间的间距,从而对每块瓦楞纸板进行保压夹持,防止裁剪时其裁剪周围出现凹陷;
3.本发明所述的一种包装纸箱纸板隔层制作加工系统,通过滑动杆向远离夹持板的方向运动,同步带动定位板向靠近夹持板的方向运动,并逐步与放入夹持板间的瓦楞纸板接触,推动瓦楞纸板向靠近中部的方式运动,从而使瓦楞纸板的位置得以限定,无需人工辅助瓦楞纸板的运动,也无需瓦楞纸板在标记出裁剪位置,大大节约了人力物力。
附图说明
下面结合附图和实施例对本发明进一步说明。
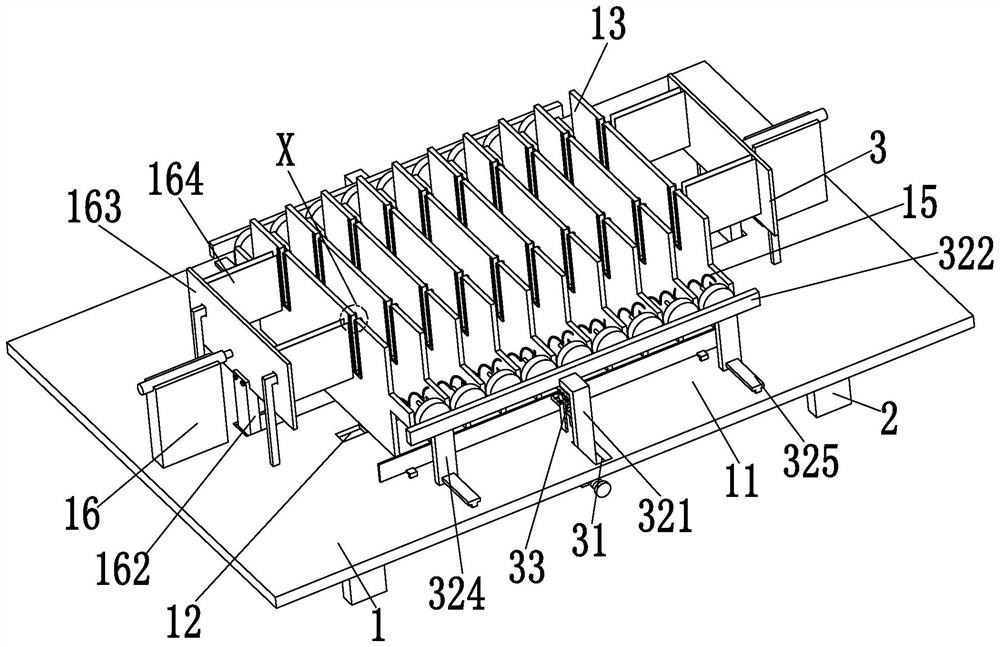
图1是本发明的第一立体结构示意图;
图2是本发明的第二立体结构示意图;
图3是本发明的俯视图;
图4是本发明的剖视图;
图5的本发明图1的X处局部放大图;
图6是本发明图4的Y处局部放大图;
图7是包装纸箱纸板隔层的立体结构示意图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
如图1至图7所示,一种包装纸箱纸板隔层制作加工系统,包括固定基底1、固定架2和定位机构3,所述的固定基底1下端面的左右两侧对称固定有固定架2,固定基底1上设置有定位机构3。
所述的固定基底1包括安装底板11、滑槽12、夹持板13、裁切槽14、保压弹簧15和裁切单元16,安装底板11上端面的前后两侧对称开设有滑槽12,滑槽12内均匀滑动设置有夹持板13,夹持板13上侧的前后两侧对称开设有裁切槽14,相邻夹持板13之间通过保压弹簧15连接,安装底板11上端面的左右两侧对称设置有裁切单元16;所述的裁切槽14外的左右两边对称设置有海绵,且海绵粘接于夹持板13上,通过海绵缓冲夹持板13与瓦楞纸板的接触,同时还可以对瓦楞纸板的裁切处进行进一步的保压,具体工作时,初始的保压弹簧15始终处于有内缩的趋势,从而带动相邻夹持板13有相互靠近的趋势,通过保压单元32内的限位圆台323控制夹持板13在滑槽12内滑动的间距,使相邻的夹持板13之间的间距相同且能被同时调整,向相邻的夹持板13之间投入瓦楞纸板,当调整相邻的夹持板13之间的间距为合适位置后,对瓦楞纸板进行整体的夹持,在夹持过程中,通过定位单元33逐渐调整瓦楞纸板的前后距离,使其逐渐移动至工作位置,避免了人为辅助定位和标记,再通过裁切单元16进行剪裁,将一定量的瓦楞纸板进行同步剪裁,再根据剪裁位置对瓦楞纸板进行拼接安装,最后将其放置于包装纸箱里,使其成为包装纸箱纸板隔层。
所述的裁切单元16包括滑动槽161、滑杆162、方板163、裁切刀164、顶出杆165和推动气缸166,安装底板11上端面中部的左右两侧开设有滑动槽161,滑动槽161内滑动设置有滑杆162,滑杆162的上端设置有方板163,方板163靠近夹持板13一端面的前后两侧对称连接有裁切刀164,裁切刀164内设置有顶出杆165,顶出杆165远离夹持板13的一侧滑动设置于方板163上,顶出杆165的下端固定在安装底板11上,方板163远离夹持板13一端面中部与推动气缸166的顶出端连接,推动气缸166通过气缸底座安装在安装底板11上;所述的方板163通过螺纹连接的方式安装在滑杆162上,便于在裁切刀164损坏时对其进行更换;所述的顶出杆165靠近夹持板13的一端与裁切刀164靠近夹持板13的一端位于同一平面,使裁切刀164复位时通过顶出杆165可以完全将瓦楞纸板废料顶出,具体工作时,当瓦楞纸板完成夹持后,通过推动气缸166推动方板163向靠近夹持板13的方向运动,同步带动滑杆162在滑动槽161内滑动,此时裁切刀164逐步向夹持板13靠近,并穿过裁切槽14,对夹持中的瓦楞纸板进行统一裁切,裁切完成后,通过推动气缸166带动方板163向远离夹持板13的方向运动,从而使裁切刀164向远离夹持板13的方向运动进而从裁切槽14中抽出,在裁切刀164逐渐复位的过程中,通过顶出杆165将裁切刀164内可能卡住的裁切下的瓦楞纸废屑进行顶出,便于进行下一次工作。
所述的定位机构3包括限位通槽31、保压单元32、定位单元33和同步驱动单元34,安装底板11上端面中部的前后两侧对称开设有限位通槽31,限位通槽31内滑动设置有保压单元32,保压单元32的下侧靠近夹持板13的一端安装有定位单元33,保压单元32的下侧通过同步驱动单元34连接,具体工作时,通过保压单元32调整相邻的夹持板13间的距离,从而可以对瓦楞纸板进行夹持,通过定位单元33在夹持的过程中逐渐对瓦楞纸板的位置进行调整,使其运动至合适位置,通过同步驱动单元34控制保压单元32和定位单元33的工作。
所述的保压单元32包括滑动杆321、安装杆322、限位圆台323、支撑杆324和滑轨325,限位通槽31内滑动设置有滑动杆321,滑动杆321的上端连有安装杆322,安装杆322靠近夹持板13的一端面上均匀安装有限位圆台323,限位圆台323位于邻近夹持板13间的间歇内,且夹持板13紧贴在限位圆台323的表面,安装杆322下端面的左右两侧对称固定有支撑杆324,支撑杆324的下端滑动设置于滑轨325上,滑轨325固定于安装底板11上;所述的限位圆台323靠近夹持板13的一端面上安装有小型圆杆,当限位圆台323抽离出夹持板13间后,小型圆杆仍位于夹持板13间,便于限位圆台323复位时推动夹持板13的间距增大,具体工作时,通过限位圆台323控制相邻的夹持板13间的距离,通过同步驱动单元34带动滑动杆321在限位通槽31内向远离夹持板13的方向运动,从而使安装杆322带动限位圆台323向远离夹持板13的方向运动,从而在保压弹簧15的弹性作用下,使相邻夹持板13相互靠近,从而对夹持板13间放置的瓦楞纸板进行夹持,在安装杆322运动时,同步带动支撑杆324在滑轨325上运动,主要作用是辅助支撑安装杆322的运动,当完成裁剪后,通过同步驱动单元34带动滑动杆321在限位通槽31内向靠近夹持板13的方向运动,从而带动限位圆台323复位,进而使夹持板13复位。
所述的定位单元33包括一号连杆331、一号齿条332、齿轮333、限位杆334、二号齿条335、二号连杆336、定位板337、滑移块338和滚珠339,滑动杆321的上侧靠近夹持板13的一端连有一号连杆331,一号连杆331的下端面上均匀安装有一号齿条332,一号齿条332的下侧啮合有齿轮333,齿轮333的中部设置有销轴,销轴的前后两端固定在前后对称设置的限位杆334上,限位杆334的下端与安装底板11连接,齿轮333的下侧啮合有二号齿条335,二号齿条335的均匀安装在二号连杆336的上端面,二号连杆336滑动设置于限位杆334之间,二号连杆336靠近夹持板13的一端安装有定位板337,定位板337远离夹持板13的一端面的左右两侧对称安装有滑移块338,滑移块338的下端滚动设置有滚珠339,滚珠339的下侧紧贴在安装底板11上,具体工作时,通过同步驱动单元34带动滑动杆321在限位通槽31内向远离夹持板13的方向运动,从而使一号连杆331带动一号齿条332向远离夹持板13的方向运动,同步带动齿轮333旋转,进而使二号齿条335带动二号连杆336向靠近夹持板13的方向运动,从而使定位板337对放置于夹持板13间的瓦楞纸板进行定位,逐步推动瓦楞纸板向中间位置运动,通过滑移块338和滚珠339辅助定位板337的滑动,当完成裁剪后,通过同步驱动单元34带动滑动杆321在限位通槽31内向靠近夹持板13的方向运动,从而使定位板337复位。
所述的同步驱动单元34包括双向丝杠341、底板342、驱动齿轮343、传动齿轮344和驱动电机345,滑动杆321的下侧螺纹连接有双向丝杠341,双向丝杠341的前后两侧对称转动设置于底板342上,底板342的上端与安装底板11的下端面连接,双向丝杠341的中部外壁上固定有驱动齿轮343,驱动齿轮343的左侧啮合有传动齿轮344,传动齿轮344的后端中部与驱动电机345的输出轴连接,驱动电机345通过电机底座安装在安装底板11的下端面,具体工作时,当需要进行裁剪时,通过驱动电机345带动传动齿轮344旋转,从而同步带动驱动齿轮343转动,进而带动双向丝杠341旋转,从而控制滑动杆321在限位通槽31内向远离夹持板13的方向运动,当裁剪完成后,通过驱动电机345带动传动齿轮344逆向旋转,从而使驱动齿轮343逆向转动,带动双向丝杠341逆向旋转,进而使滑动杆321带动限位圆台323复位。
本发明的工作步骤如下:
S1:初始的保压弹簧15始终处于有内缩的趋势,从而带动相邻的夹持板13有相互靠近的趋势,通过保压单元32内的限位圆台323控制夹持板13的间距,并向相邻的夹持板13之间竖向放入多块瓦楞纸板;
S2:通过同步驱动单元34带动滑动杆321在限位通槽31内向远离夹持板13的方向运动,从而使安装杆322带动限位圆台323向远离夹持板13的方向运动,进而在保压弹簧15的弹性作用下,使相邻夹持板13相互靠近,对瓦楞纸板进行整体夹持;
S3:在进行S2的同时,通过滑动杆321带动定位单元33工作,进而使定位板337向靠近夹持板13的方向运动,同步对竖向放置的瓦楞纸板下侧的前后位置进行调整,使其运动至合适位置进行裁剪;
S4:当瓦楞纸板完成夹持后,通过推动气缸166推动方板163向靠近夹持板13的方向运动,同步带动裁切刀164逐步向夹持板13靠近,并穿过裁切槽14,对夹持中的瓦楞纸板进行统一裁切,裁切完成后,通过同步驱动单元34带动夹持板13复位,将瓦楞纸板取出拼接成纸板隔层并放置于包装纸箱内。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种包装纸箱纸板隔层制作加工系统
- 一种硬质包装纸箱制作加工系统