热浸镀方法
文献发布时间:2023-06-19 11:55:48
技术领域
本发明涉及金属材料的热浸镀方法,特别涉及针对钢材进行的热浸镀方法。
背景技术
目前,热浸镀制品的制造所采用的方法(热浸镀方法)大致分为连续式热浸镀方法和浸渍镀覆方法。以下,代表金属材料而例示出钢材,对针对钢材进行的热浸镀方法进行说明。
连续式热浸镀方法是下述方法:使卷材状的钢材(金属带)连续地在热浸镀浴中通板(浸渍及通过)从而对该钢材进行镀覆。另外,浸渍镀覆方法是被称为所谓的“浸涂镀覆”的方法,即下述方法:使预先成型的钢材上附着助镀剂(flux)后,使该钢材浸渍于热浸镀浴中进行镀覆。
上述连续式热浸镀方法的实施所采用的设备(连续式热浸镀设备)通常包含:前处理设备、还原加热炉、热浸镀浴部(熔融金属锅)及后处理设备。在上述前处理设备中,进行将附着于钢材上的轧制用油及污垢除去的处理。在上述还原加热炉中,通过在含有H
另一方面,浸涂镀覆的实施所采用的设备(浸涂镀覆设备)包含:除去预先成型的钢材的油及污垢的脱脂设备、除去Fe氧化物层(被称为锈或黑皮)的酸洗设备、使酸洗处理后的钢材上附着助镀剂的助镀剂设备及对上述助镀剂干燥后的钢材实施热浸镀的热浸镀浴部。根据需要,有时也会与上述连续式热浸镀设备同样地在浸涂镀覆设备中设置后处理设备。上述助镀剂是为了使钢材与热浸镀浴的反应性变得良好而使用的。
以往以来,在热浸镀方法中,可能会产生下述问题:热浸镀后的镀覆品(半制品)的表面上的镀覆缺陷(被称为镀不上或针孔)的发生。所谓镀覆缺陷是指在钢材上未附着熔融金属而成为在该钢材的表面不存在镀覆金属的状态的部分。对于镀覆缺陷的产生考虑了各种要因,其对策被长年实施。例如,作为对策之一,提出了一种技术,其对连续式热浸镀方法中的加热处理(还原处理)后的金属带以赋予了超声波振动的状态来实施热浸镀(参照专利文献1、2)。在浸涂镀覆中,对于烧灰(合金层的露出)成为原因而产生镀不上的课题,也提出了使用超声波来进行浸涂镀覆的技术(参照专利文献3)。
一般而言,在连续式热浸镀方法中,在使金属带浸渍于熔融金属锅中的前阶段,通过上述还原加热炉来进行金属带的材料自身的退火处理及存在于金属带表面的氧化膜的还原处理。在该还原加热炉中,为了氧化膜的还原,例如在氮及氢的混合气氛下进行金属带的加热处理。在该加热处理中,根据镀覆制品的使用目的来设定金属带的加热温度,为了使金属带与热浸镀浴的反应性变得良好,金属带至少被加热至热浸镀浴的温度以上。
由于通过上述还原加热炉中的处理而使金属带表面的氧化膜被除去,因此在热浸镀浴中,金属带与热浸镀浴的反应性提高。因此,能够稳定地生产实施有热浸镀的金属带。
现有技术文献
专利文献
专利文献1:日本公开专利公报“特开平2-125850号公报”
专利文献2:日本公开专利公报“特开平2-282456号公报”
专利文献3:日本公开专利公报“特开2000-064020号公报”
发明内容
发明所要解决的课题
然而,由于金属材料的成分或制造条件等各种要因,可能会在镀覆品的表面产生镀覆缺陷,这不仅会在进行连续式热浸镀的情况中,而且在进行浸涂镀覆来制造镀覆品的情况中也是同样的。
另外,近年来,对于(i)热浸镀方法的节能化及(ii)作业者在清洁的作业环境中从事热浸镀作业的愿望在日益提高。
连续式热浸镀设备中的上述还原加热炉需要非常大的热量,并且大量地消耗作为气氛气体使用的氮及氢。这在专利文献1、2中记载的技术中也是同样的。在以往的连续式热浸镀方法中,满足对热浸镀制品的要求(少镀覆缺陷等)并且降低能量消耗量并不容易。
另外,在浸涂镀覆设备中,通常为了确保良好的镀覆性而设置有助镀剂设备。这种情况下,从作业环境的观点出发存在以下那样的问题。即,存在(i)需要处理作为助镀剂的主要成分的氯化物(包含ZnCl
本发明的一个方案是鉴于上述以往的问题点而进行的,其目的在于提供金属材料与热浸镀浴的镀覆润湿性良好、并且与以往相比能够实现能量消耗量的降低及作业环境的改善的热浸镀方法。
用于解决课题的手段
为了解决上述的课题,本发明的一个方案中的热浸镀方法的特征在于,其包括以下镀覆工序:使金属材料进入作为熔融金属的镀浴中,在上述金属材料与上述熔融金属相接触的期间对上述镀浴中赋予振动,与此同时使上述金属材料被覆上述熔融金属,其中,以对上述镀浴赋予的上述振动的频率作为基本频率,在上述镀覆工序中,按照在上述镀浴中测定的声谱满足下述式(1)的关系的方式赋予上述振动。
(IB-NB)/(IA-NA)>0.2 (1)
(其中,IA:测定频带整体中的声压的平均值;
IB:(i)上述基本频率下的声压的峰与2倍音(谐音)频率下的声压的峰之间、以及(ii)多个倍音频率下的声压的峰之中的相邻的峰之间的特定频带中的声压的平均值;
NA:上述测定频带整体中的未赋予上述振动的情况下的声压的平均值;
NB:关于上述IB而规定的上述特定频带中的未赋予上述振动的情况下的声压的平均值)。
本说明书中,有时将如上所述通过(IB-NB)/(IA-NA)求出的强度比称为特征性强度比。本发明的发明者们发现:通过在上述特征性强度比大于0.2的条件下进行热浸镀,使得金属材料的镀覆性提高。
发明效果
根据本发明的一个方案,可提供金属材料与热浸镀浴的镀覆润湿性良好、并且与以往相比能够实现能量消耗量的降低及作业环境的改善的热浸镀方法。
附图说明
图1是表示本发明的实施方式1中的实施热浸镀方法的热浸镀装置的一个例子的概略图。
图2是表示利用上述热浸镀装置所具备的频谱分析器测定得到的声谱的一个例子的图。
图3是表示在使超声波输出功率变化的情况下利用上述频谱分析器测定得到的声谱的一个例子的图。
图4中(a)是表示超声波输出功率对声谱中的测定频带整体的平均强度和倍音间平均强度所造成的影响的图,(b)是表示超声波输出功率对声谱中的倍音间平均强度相对于测定频带整体的平均强度之比造成的影响的图。
图5是表示本发明的实施例1中的实施热浸镀方法的热浸镀装置的一个例子的概略图。
图6是表示镀覆后的供试材的样子的侧视图。
图7是表示在使波导棒的前端的位置与钢板的距离变化的情况下的各个距离处、使超声波振子的输出功率变化地测定而得到的声谱的图,(a)表示距离为1mm的情况,(b)表示距离为5mm的情况,(c)表示距离为10mm的情况,(d)表示距离为30mm的情况,(e)表示距离为80mm的情况。
图8是表示上述距离与特征性强度比的关系的图。
图9是表示本发明的实施方式3中的实施热浸镀方法的热浸镀装置的一个例子的概略图。
图10是表示本发明的实施方式5中的实施热浸镀方法的热浸镀装置的一个例子的概略图。
图11是表示本发明的实施方式6中的实施热浸镀方法的热浸镀设备的一个例子的概略图。
图12是表示上述热浸镀设备的变形例的概略图。
图13中(a)是表示在大气气氛下使钢板进入热浸镀浴中的样子的示意图,(b)是对于(a)中所示的图的区域(A1)进行放大并示意性地表示的局部放大图。
图14是在使用380W的输出功率的超声波振子对热浸镀浴赋予振动的情况下观察到的声谱。
具体实施方式
以下,对于本发明的实施方式,参照附图进行说明。需要说明的是,以下的记载是用于更好地理解发明的主旨的记载,只要没有特别指定,则不限定本发明。另外,在本申请中,所谓“A~B”是指表示为A以上且B以下。本申请中的各附图中记载的构成的形状及尺寸未必反映了实际的形状及尺寸,为了附图的明了化及简化而适当地进行了变更。
(术语的定义)
本说明书中,有时将构成热浸镀浴的各种熔融的金属(熔融金属)称为“热浸镀浴金属”。另外,本说明书中,作为使用热浸镀浴实施热浸镀的对象的钢材的材质及形状只要无特殊的记载则没有特别限定。另外,“钢板”只要没有不合适则也可以替换成“钢带”。
此外,一般在热浸镀方法中,所谓“镀覆性”,有时是指下述这两者而称为镀覆性:金属材料与热浸镀浴的镀覆润湿性;以及金属材料与形成于金属材料的表面的镀层之间的镀覆密合性。但是,在本说明书中,镀覆性是指以镀覆润湿性的含义来进行使用。
<发明的认识的概略说明>
一般而言,如果(i)使未进行还原处理的钢板(钢带)进入热浸镀浴中、或(ii)不使用炉鼻而在大气(氧浓度高的)气氛下使钢板进入热浸镀浴中,则钢板与热浸镀浴金属的反应会受到阻碍,得不到良好的镀覆性。关于其理由,如果使用图13进行详细说明,则如下所述。图13的(a)是表示在大气气氛下使钢板进入热浸镀浴中的样子的示意图。图13的(b)是对于(a)中所示的图的区域(A1)进行放大并示意性地表示的局部放大图。
如图13的(a)中所示的那样,在大气气氛下,使未进行还原处理的钢板100进入热浸镀浴110中。在钢板100的表面形成有氧化皮膜。另外,在热浸镀浴110的内部的热浸镀浴金属111与热浸镀浴110的外部的气氛(大气)的边界(即热浸镀浴110的表面)处存在浴面氧化物112。
如图13的(b)中所示的那样,钢板100按照(i)将浴面氧化物112卷入的同时(ii)将热浸镀浴110表面的由气氛气体(空气)形成的空气卷入层120卷入的方式进入热浸镀浴110中。其结果是,在热浸镀浴110的内部,在热浸镀浴金属111与钢板100的氧化皮膜101之间形成反应阻碍部130。该反应阻碍部130是由浴面氧化物112及空气卷入层120复合地形成。由于钢板100与热浸镀浴金属111的反应被氧化皮膜101及反应阻碍部130阻碍,导致在从热浸镀浴110中捞起后的镀覆品的表面容易产生镀覆缺陷(针孔或镀不上等)。
因此,就现有技术中的热浸镀方法而言,如上所述,将使用加热炉对钢板表面的氧化皮膜进行了还原的钢板经由保持在还原气氛中的炉鼻内而进入热浸镀浴中(例如参照专利文献1、2)。这种情况下,如果钢板进入热浸镀浴中,则钢板与热浸镀浴金属的反应会迅速地进行。
本发明的发明者们对通过与上述那样的现有技术不同的新方法能够实现能量消耗量的降低的热浸镀方法进行了深入研究。其结果是,发现了下述新颖的认识:在使钢材进入热浸镀浴中时,利用通过对该热浸镀浴赋予特定条件的振动而产生的振动活化效果,能够提高钢材与热浸镀浴金属的反应性。根据该认识,即使是在使常温的钢材在大气气氛下进入热浸镀浴中的情况下,也能够提高钢材的镀覆性。这样的事项也如由以往的热浸镀设备为在热浸镀部的前阶段配置有还原加热炉的构成所获知的那样,在现有技术中是完全预想不到的现象。
关于本发明的发明者们所发现的认识与现有技术的不同点,如果更详细地进行说明则如下所述。即,以往提出了使用大输出功率(例如数百W级)的超声波振子对热浸镀浴赋予高声压的振动的技术,这种情况下,例如会观察到图14中所示那样的声谱(基本见不到特征性峰的白噪声那样的频谱)。图14是在使用380W的输出功率的超声波振子对热浸镀浴赋予振动的情况下观察到的声谱。就这种技术而言,通过利用由对热浸镀浴照射大输出功率的超声波而产生的气蚀效果,将存在于钢板表面的氧化膜(或残存于还原处理后的钢板表面的氧化膜)物理破坏,从而使钢板的镀覆性提高。
与此相对,本发明的发明者们发现:即使是在使用小输出功率的超声波振子的情况下,也可确认到本发明的振动活化效果,钢板的镀覆性有效地提高。这种情况下,关于具体内容将在下文叙述,但在声谱中会观测到特征性的峰。本发明的发明者们关于与现有技术不同的即使是在低声压下也表现出的上述振动活化效果,如下考虑。
具体而言,虽然还不清楚,但即使是在对热浸镀浴赋予低声压的情况下,处于熔融状态的热浸镀金属也通过声波产生压力振动,起因于该压力振动从而在镀浴中产生气泡。而且据认为:在所产生的气泡伴随着压力振动而压坏时,朝向气泡的周围产生冲击波。另外,据认为压力振动成为原因而使气泡反复进行膨胀收缩,还据认为通过该膨胀收缩,在气泡的周围产生热浸镀金属的局部流动。通过基于声能产生的上述冲击波及上述局部流动等作用,在钢材与镀浴的界面处物质移动得到促进,带来边界层的厚度变小、或物质移动速度变大等效果。据认为:由此可确保钢材与热浸镀浴之间的镀覆润湿性的机理。
需要说明的是,据认为:在现有技术(对热浸镀浴赋予高声压的振动的情况)中,也产生钢材与热浸镀浴的界面处的物质移动的促进的现象。但是,根据本发明的认识,获知:没有必要对热浸镀浴赋予高声压的振动,只要振动的能量为产生可确保钢材与热浸镀浴之间的镀覆润湿性的振动活化效果的程度即可。另外,关于对镀浴赋予高声压的振动这样的现有技术,从以下那样的方面出发存在不利点。
即,在对热浸镀浴赋予高声压的振动的情况下,通过与冲击波及局部流动同时引起的气蚀效果,导致产生下述这样的不良情况:钢材在热浸镀浴中迅速地溶解,变得容易引起被称为所谓的烧蚀的腐蚀现象。这意味着在钢材为钢板的情况下,热浸镀后的钢板的板厚与进入热浸镀浴之前相比变小,有可能变得难以保证热浸镀钢板的制品板厚。另外,钢材溶解于热浸镀浴中的反应是热浸镀浴中的以铁(Fe)为代表的钢材的成分的浓度上升,其结果是,还有可能变得容易造成渣滓的产生。进而,还容易引起为了对热浸镀浴赋予高声压的振动而被浸渍于浴中的构件(超声波变幅杆)等的烧蚀,这些构件的维持管理变得复杂。
关于基于本发明的发明者们所发现的认识得到的本发明的一个实施方式中的热浸镀方法(以下,有时简称为本热浸镀方法),如果概略地进行说明则如下所述。即,通过(i)对钢材给予超声波振动、或(ii)例如使用振动板对热浸镀浴中给予超声波振动,从而对热浸镀浴中赋予低声压的振动。然后,使用浸渍于热浸镀浴中的音响测定器来测定声谱。在本热浸镀方法中,按照该声谱满足规定的条件的方式对热浸镀浴赋予上述超声波振动。通过对钢材或振动板赋予的超声波振动在热浸镀浴中产生振动活化效果。上述规定的条件是为了使用热浸镀浴内的声谱来间接地确定振动活化效果的强度的程度而规定的,以便产生一定以上的振动活化效果。
〔实施方式1〕
以下,对本发明的实施方式进行详细说明。
本实施方式中,对下述热浸镀方法(所谓的浸涂镀覆)进行说明:使用金属材料中的板形状的钢材(钢板),将该钢板浸渍于热浸镀浴中之后捞起,由此对该钢板实施热浸镀。另外,在本实施方式中的热浸镀方法中,在大气气氛下进行上述浸涂镀覆。需要说明的是,本发明的一个方案中的热浸镀方法未必限定于此。本热浸镀方法例如可以应用于一般成为实施热浸镀的对象的各种金属材料。另外,本热浸镀方法可以应用于使用钢带作为钢材并对该钢带连续地实施热浸镀的连续式热浸镀方法。另外,本热浸镀方法也可以应用于使用钢线作为钢材并对该钢线实施浸涂镀覆或连续式热浸镀的情况。
(钢板)
本实施方式的热浸镀方法中使用的钢板可从公知的各种钢板中根据用途适当选择,作为构成钢板的钢种,例如可列举出碳钢(普通钢、高强度钢(高Si/高Mn钢))、不锈钢等。上述钢板的板厚没有特别限定,例如也可以为0.2mm~6.0mm。另外,上述钢板的形状没有特别限定,例如也可以为长方形。可以将一般用于热浸镀的钢板用于本实施方式的热浸镀方法。
上述钢板不需要在热浸镀处理之前进行还原加热处理等。因此,在投入热浸镀浴之时,上述钢板也可以在其表面具有氧化皮膜。氧化皮膜的厚度也因构成钢板的钢种而异,例如为数10nm~数100nm左右。
另外,在本实施方式的热浸镀方法中,进入热浸镀浴之前的上述钢板的温度也可以为常温。换言之,钢板的温度例如也可以为常温~700℃。
而且,在本实施方式的热浸镀方法中,上述钢板不需要在热浸镀处理之前进行助镀剂处理等。但是,上述钢板也可以在热浸镀处理之前根据需要进行加热处理、还原处理、助镀剂处理等。
(热浸镀浴)
作为本实施方式中的热浸镀浴,可以使用公知的各种热浸镀浴。作为热浸镀浴,例如可列举出锌(Zn)系镀浴、Zn-铝(Al)系镀浴、Zn-Al-镁(Mg)系镀浴、Zn-Al-Mg-硅(Si)系镀浴、Al系镀浴、Al-Si系镀浴、Zn-Al-Si系镀浴、Zn-Al-Si-Mg系镀浴、锡(Sn)-Zn系镀浴等。
本热浸镀方法中的热浸镀浴的温度与公知的热浸镀方法中使用的热浸镀浴的温度同样即可。
(热浸镀装置)
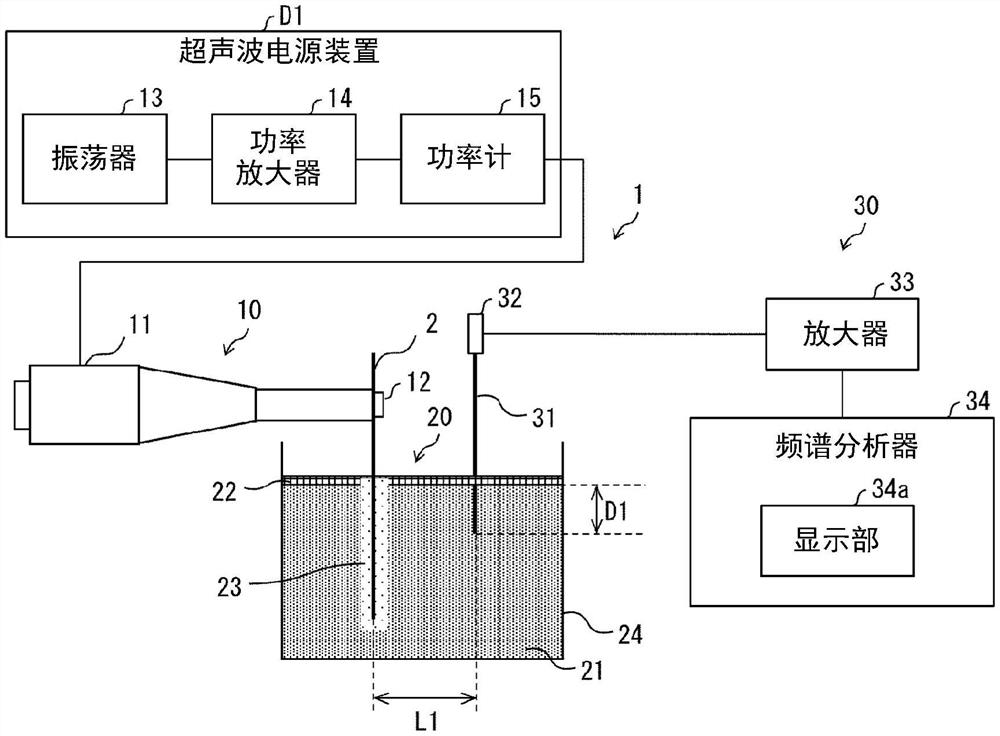
对于本实施方式中的实施热浸镀方法的热浸镀装置1,使用图1及图2进行说明。需要说明的是,热浸镀装置1是一个例子,实施本热浸镀方法的装置没有特别限定。图1是表示本实施方式中的实施热浸镀方法的热浸镀装置1的概略图。
如图1中所示的那样,热浸镀装置1具备:超声波变幅杆(振动发生装置)10、超声波电源装置D1、热浸镀浴20和测定装置30。在超声波变幅杆10上设置有超声波振子11。在超声波变幅杆10的前端,钢板2通过螺栓12被固定。
超声波电源装置D1包含:振荡器13、功率放大器14及功率计15。振荡器13产生任意频率的交流信号,功率放大器14将该交流信号放大而生成超声波信号。超声波变幅杆10接收经由功率计15供给的上述超声波信号。由此,超声波振子11进行超声波振动。通过超声波振子11的振动,与超声波变幅杆10连接的钢板2进行振动。
通过钢板2的振动,在热浸镀浴20中产生振动活化效果,在热浸镀浴20的内部的钢板2的附近生成振动活化区域23。热浸镀浴20被贮存于锅24内,包含热浸镀浴金属21和浴面氧化物22。振动活化区域23在热浸镀浴20中的热浸镀浴金属21及浴面氧化物22这两者中产生。
在热浸镀浴20中插入有波导棒31。波导棒31的一端按照可取得热浸镀浴金属21的振动的频率的方式配置于热浸镀浴20的内部的适宜的位置,另一端与振动传感器32连接。振动传感器32是使用压电元件将波导棒31的振动转换成电信号的设备。从振动传感器32发送的电信号介由放大器33被放大后,被传递至频谱分析器34。频谱分析器34具备显示部34a。在本实施方式中,对频谱分析器34具备显示部34a的情况进行说明,但显示部34a也可以替换成与频谱分析器34连接的外部设备。
例如,在将超声波振子11的频率设定为20kHz、以减小超声波振子11的输出功率来对热浸镀浴20中赋予低声压的振动的状态、对钢板2进行浸涂镀覆的情况下,典型而言,在显示部34a中显示出图2中所示那样的声谱。需要说明的是,这里,将波导棒31与钢板2的距离L1设定为10mm,将波导棒31的前端的深度(从前端至热浸镀浴20的浴面为止的距离)D1设定为30mm。图2是表示利用热浸镀装置1所具备的频谱分析器34测定得到的声谱的一个例子的图。在图2的图中,横轴为频率,纵轴为利用频谱分析器34测定得到的功率值。该功率值的单位dBm(更准确而言为dBmW:分贝毫瓦)是以1mW作为基准以分贝的值来表示功率的单位。这样的功率值可以作为表示声谱的强度的指标来使用。另外,声谱中的强度(图2的纵轴)的值的大小与热浸镀浴20中的声压的大小相对应。因此,声谱中的强度的峰与声压的峰相对应。
如图2中所示的那样,在声谱中主要出现有:表示与对热浸镀浴20所赋予的上述振动相对应的基音(频率:20kHz)的峰;和表示倍音(基音的整数倍的频率)的峰。这里,将上述基音的频率作为基本频率f,将测定声谱的频率的范围(宽度)作为测定频带。另外,将从基本频率f及多个倍音频率(整数倍音:2f、3f、4f、5f)各自的中间频率(具体而言为3/2f、5/2f、7/2f、9/2f)到规定的宽度的范围作为倍音间频带(特定频带)。需要说明的是,本说明书中,为了方便说明,对于从基本频率f与2倍音频率2f的中间频率到规定的宽度的范围,也称为倍音间频带。
本实施方式中,关于倍音间频带的规定的宽度,以中间频率为中心而设定为1/3f的范围。但是,该规定的宽度未必限定于此,只要按照成为在声谱中的主要的多个峰(基本频率处的峰及倍音频率处的多个峰)之中相邻的峰之间的频带的方式适当设定即可。
在对热浸镀浴20中赋予低声压(例如10W的输出功率)的振动的情况下,如图2中所示的那样,在声谱中,在上述倍音间频带(例如以基音的3/2倍的频率(这里为30kHz)作为中心为1/3f的范围的区域)中也出现峰。而且,随着提高超声波振子11的输出功率,上述倍音间频带的强度也上升(参照后述的图3)。关于产生这样的强度上升的理由并不清楚,但据认为可能起因于例如热浸镀浴20中的伴随振动的气泡的生成及消失。
可是,即使使用超声波变幅杆10对钢板2赋予振动,对通过该振动在热浸镀浴金属21中产生怎样的振动、换言之在钢板2的附近形成何种程度活性的振动活化区域23进行评价也是不容易的。这是由于:例如,根据热浸镀浴20的成分组成及温度等,热浸镀浴金属21的例如粘度、蒸气压、密度、振动的传播速度、声阻抗等会发生变化。即,由于钢板2的振动向热浸镀浴金属21的传播方式受到各种条件的影响,因此难以仅基于超声波振子11的输出功率来对振动活化区域23的范围、活性度等进行评价及控制。
因此,本发明的发明者们着眼于声谱中的上述倍音间频带的频谱强度与声谱的整体的频谱强度之比。对此,参照图3进行以下说明。图3是表示在使超声波输出功率变化的情况下利用热浸镀装置1所具备的频谱分析器测定得到的声谱的一个例子的图。图3中,横轴表示频率(Hz),纵轴表示强度(dBm)。另外,这里,示出了将基本频率设定为20kHz、使超声波输出功率在0.1W~30W进行变化的结果。
如图3中所示的那样,在使超声波振子11的输出功率在0.1W~30W进行变化的情况下,输出功率越高,则声谱的强度在频率全域中越整体地增大。另外,在未对热浸镀浴20赋予振动的情况(超声波振子11的输出功率为0W)下,利用频谱分析器测定得到的声谱的强度可以视为噪声。在该测定系统中未赋予超声波振动的情况下的水平(噪声水平)为-100dBm。
在任一输出功率下,在利用频谱分析器测定的声谱中,都显著地出现基本频率(20kHz)处的峰和倍音频率处的峰,与此同时在这些峰之间(倍音间频带)也观察到强度的增大及减少。在倍音间频带中,存在强度相对小的几个峰,这些峰与输出功率相应地峰频率发生各种变动。本发明的发明者们发现:在该倍音间频带中的强度(强度的增大及减少)与浸渍于热浸镀浴20中的钢板的镀覆性之间存在关系。具体而言,如下所述。需要说明的是,本说明书中,有时将上述倍音间频带中的强度的平均值称为倍音间平均强度。
图4的(a)是表示超声波输出功率对声谱中的测定频带整体的平均强度和倍音间平均强度造成的影响的图。在图4的(a)中,横轴表示超声波输出功率,纵轴表示平均强度。如图4的(a)中所示的那样,在超声波输出功率为10W以下时,倍音间平均强度比测定频带整体中的平均强度小。另一方面,如果超声波输出功率变成20W以上,则测定频带整体中的平均强度与倍音间平均强度彼此成为同等水平。
对于上述测定频带整体的平均强度及倍音间平均强度,为了更准确地进行评价,按照以上述噪声水平作为基准的方式进行评价。即,对于上述测定频带整体的平均强度及倍音间平均强度,以相对于噪声水平的信号强度比进行了评价。而且,对这些平均强度之比与输出功率的关系进行了整理。对于其结果,使用图4的(b)进行以下说明。
图4的(b)是表示超声波输出功率对声谱中的倍音间平均强度(噪声基准)相对于测定频带整体的平均强度(噪声基准)的强度比造成的影响的图。在图4的(b)中,横轴表示超声波输出功率,纵轴表示上述强度比。本说明书中,对于上述强度比(后述的式(1)),有时称为特征性强度比。
如图4的(b)中所示的那样,随着超声波输出功率从0.1W增大至20W,上述特征性强度比变大。如果超声波输出功率变大至20W以上,则特征性强度比成为约1且变得大致恒定。
本发明的发明者们使用热浸镀装置1,使超声波输出功率发生各种变化,进行了钢板2的热浸镀。其结果发现:如果在上述特征性强度比大于0.2的条件下进行热浸镀,则钢板2的镀覆性提高。即,通过对热浸镀浴20内赋予处于上述的条件那样的振动,能够提高钢板2的表面与热浸镀浴金属21的反应性。具体而言,可以使热浸镀后的镀覆品的表面上的镀不上率成为低于10%。
上述内容可以整理为以下那样。
即,本发明的一个方案中的热浸镀方法包含以下镀覆工序:使钢材进入作为熔融金属的镀浴中,在上述钢材与上述熔融金属相接触的期间对上述镀浴中赋予振动,与此同时在上述钢材上被覆上述熔融金属。以对上述镀浴赋予的上述振动的频率作为基本频率。在上述镀覆工序中,按照在上述镀浴中测定的声谱满足下述式(1)的关系的方式赋予上述振动:
(IB-NB)/(IA-NA)>0.2 (1)
其中,
IA:测定频带整体中的声压的平均值;
IB:(i)上述基本频率下的声压的峰与2倍音频率下的声压的峰之间、以及(ii)多个整数倍音频率(2以上的整数)下的声压的峰之中的相邻的峰之间的特定频带中的声压的平均值;
NA:上述测定频带整体中的未赋予上述振动的情况下的声压的平均值;
NB:关于上述IB而规定的上述特定频带中的未赋予上述振动的情况下的声压的平均值。
(振动频率/输出功率)
在上述的例子中,超声波变幅杆10通过超声波振子11进行振动而对钢板2赋予20kHz的频率的振动。但是,并不限定于此,超声波变幅杆10例如也可以对钢板2赋予15kHz~150kHz的频率的振动。另外,通过超声波变幅杆10对钢板2所赋予的振动的强度(超声波振子11的输出功率)只要按照在热浸镀浴中产生满足上述式(1)的关系的声谱的方式进行设定即可。例如,对于超声波振子11为何种程度的输出功率时、在热浸镀浴中才会产生满足上述式(1)的关系的声谱,对钢板及热浸镀浴20等各种条件逐一进行预先调查即可。
(有利的效果)
如上所述,根据本发明的一个方案中的热浸镀方法,在钢板2与热浸镀浴20接触的期间,对钢板2赋予规定条件(满足上述式(1)的关系)那样的振动。由此,卷入热浸镀浴20内的浴面氧化物22及大气在浴中被分散。即,反应阻碍部在浴中被分散。另外,在钢板2与热浸镀浴20的界面处物质移动得以促进,带来边界层的厚度变小或物质移动速度变大等效果。由此,可确保钢板2与热浸镀浴20之间的镀覆润湿性。因此,热浸镀浴金属21与钢板2的反应顺利地进行。其结果是,即使是在使用预先未进行加热处理(还原处理)的钢板2的情况下,也能够使钢板2的镀覆性变得良好。因此,可提供热浸镀浴金属21与钢板2的镀覆润湿性良好、并且与以往相比能够实现能量消耗量的降低的热浸镀方法。
另外,根据本发明的一个方案中的热浸镀方法,不需要进行助镀剂处理。因此,能够降低运行成本,并且能够改善作业环境。
而且,根据本发明的一个方案中的热浸镀方法,在新导入热浸镀设备的情况下,用于设置加热炉的费用及材料变得不需要,能够降低导入成本。另外,加热炉由于炉长较长,因此通过不需要设置加热炉,还能够缩短热浸镀设备的全长。
(前处理)
在本实施方式的热浸镀方法中,可以省略热浸镀处理(镀覆工序)前的加热处理及还原处理中的任一者,也可以省略它们两者。另外,在本实施方式的热浸镀方法中,也可以在镀覆工序之前,对钢板2进行比以往轻度的加热处理及还原处理,这种情况下,能够降低这两个处理中的能量消耗量。
需要说明的是,上述钢板2也可以在热浸镀处理之前进行各种前处理。例如,作为镀覆工序的前处理,也可以进行还原处理。另外,根据需要,可以对钢板2实施脱脂处理或酸洗处理,也可以实施它们两者。在本热浸镀方法中,作为镀覆工序的前处理,也可以进行针对钢板2的脱脂处理及酸洗处理,特别优选至少进行脱脂处理。也可以接着脱脂处理而进行酸洗处理。
(其他的构成)
在本发明的一个方案中的热浸镀方法中,上述测定频带也可以包含上述基本频率、且为上述基本频率的4倍以上的频率宽度。例如,上述测定频带也可以为10kHz~90kHz。
另外,上述特定频带中的各峰之间也可以在将上述基本频率设定为f、且以(n+(1/2))f的频率(n为自然数)作为中心的情况下为(1/3)f的频率宽度。
在上述镀覆工序中,也可以使用振动发生装置(超声波变幅杆10)对上述镀浴中赋予上述振动、与此同时上述振动发生装置的输出功率为0.5W以上。在本热浸镀方法中,也可以上述振动发生装置的输出功率为0.5W~30W、并且介由钢板2对热浸镀浴20所赋予的振动的频率为15kHz~150kHz。另外,振动发生装置也可以对热浸镀浴20赋予15kHz以上~0kHz的频率的振动、并且输出功率为1W~30W,也可以为5W~30W。
另外,在上述镀覆工序中,使用振动发生装置对上述镀浴中赋予上述振动的时间可以为2秒~90秒。而且,在上述镀覆工序中,钢板2的即将浸渍于热浸镀浴20中之前的温度(入口温度)也可以为室温,例如也可以为100℃以下,也可以为50℃以下。
在上述镀覆工序中,使用振动探测装置(例如振动传感器32、放大器33、频谱分析器34)来测定上述镀浴中的上述声谱。上述镀浴中的上述振动的探测部位与钢板2的距离也可以为1mm~10mm。上述距离是在开始超声波变幅杆10的振动之前的热浸镀浴20中浸渍了钢板2的状态下进行测定。
〔实施例1〕
对本发明的实施方式1中的热浸镀方法的一个实施例进行以下说明。
在本实施例中,作为本发明的实施方式1中的实施热浸镀方法的装置,使用了图5中所示的热浸镀装置。图5是表示在将本发明的一个方案中的热浸镀方法应用于大气气氛下的浸涂镀覆的情况下使用的热浸镀装置的一个例子的概略图。
如图5中所示的那样,热浸镀装置40在坩埚炉41的内部容纳有碳坩埚42,通过使加热带43产生电阻加热来对碳坩埚42进行加热。在碳坩埚42内贮存有热浸镀浴金属21,在热浸镀浴金属21的表面生成有浴面氧化物22。在热浸镀装置40中,热浸镀浴金属21的表面成为大气气氛。
与上述的热浸镀装置1(参照图1)同样地,热浸镀装置40具备超声波变幅杆10,在超声波变幅杆10的前端固定有钢板2。超声波变幅杆10的超声波振子11接收从超声波电源装置D1(包含振荡器13、功率放大器14及功率计15)供给的超声波信号,以通过超声波电源装置D1设定的输出功率对钢板2赋予振动。
作为超声波振子11,可以使用市售的螺栓紧固郎之万(Langevin)型振子。另外,作为超声波变幅杆10,可以使用铝制、钛制、陶瓷制等超声波变幅杆。
另外,热浸镀装置40中,作为测定声谱的测定装置50(与图1的测定装置30相对应),具备波导棒51、声发射传感器(以下,有时称为AE传感器)52及计测部53。计测部53包含频谱分析器及放大器。波导棒51的一端浸渍于热浸镀浴金属21中,另一端与AE传感器52连接。
本实施例中的热浸镀装置40中使用的各种设备具体而言如下所述。
(超声波振动供给系统)
·超声波振子11:本多电子制、螺栓紧固郎之万型振子
·超声波变幅杆10:材质<铝合金A2024A>
·振荡器13:Agilent Technologies公司制、33220A
·功率放大器14:MESS-TEK Co.,Ltd.制、M-2141
·功率计15:日置电机株式会社制、PW-3335
(超声波振动测定系统)
·波导棒51:材质
·AE传感器52:NF Circuit Design Block Co.,Ltd.制、AE-900M
·放大器:NF Circuit Design Block Co.,Ltd.制、AE9922
·频谱分析器:Agilent Technologies公司制、E4408B。
另外,在本实施例中,作为钢板2(镀覆母材),使用了下表1中所示的碳钢(钢种A及钢种B)或下表2中所示的不锈钢(钢种C~钢种F)。钢种A~F均为退火材。
[表1]
[表2]
需要说明的是,表2中的记载中的“-”表示未进行成分分析,“tr.”表示低于分析的检测限。
(例1-1:使用Zn-Al-Mg系的热浸镀浴种)
对于表1及表2中所示的上述钢板A~F,作为前处理,分别使用碱脱脂及10%盐酸进行了酸洗处理。将前处理后的钢板分别安装于超声波变幅杆10的前端,在Zn-Al-Mg系的热浸镀浴内浸渍直至60mm的深度(换言之,镀浴的深度方向上的浸渍于浴中的钢板的长度),将浸渍时间设定为100秒,进行了浸涂镀覆。在对钢板赋予振动的情况下,从将安装于超声波变幅杆10的前端的钢板在热浸镀浴中浸渍开始起10秒后开始赋予振动,赋予了90秒钟振动。
热浸镀浴的组成设定为6质量%Al、3质量%Mg、0.025质量%Si、剩余部分为Zn。热浸镀浴的温度设定为380℃~550℃,在对热浸镀浴中赋予振动的情况下,使基本频率及超声波振子11的输出功率发生变化。另外,作为比较例,在不对热浸镀浴中赋予振动的情况下进行了浸涂镀覆。
以浸涂镀覆后的试料作为供试材,如以下那样进行了镀覆性的评价。图6是表示镀覆后的供试材3的样子的侧视图。如图6中所示的那样,在镀覆后的供试材3中形成实施了热浸镀的镀覆区域3a。另外,在镀覆区域3a的一部分中,可能存在未实施热浸镀的镀不上部4。
例如,将供试材3中的浸渍于热浸镀浴中的部分的深度设定为L11,将供试材3的宽度的长度设定为L12。这种情况下,在图6中所示的板面(两面)中,L11×L12×2成为理想的镀覆区域的面积α。另外,使用公知的面积测定方式,测定镀不上部4的面积β。镀不上部4的面积β是对供试材3的两个镀覆面(两侧的板面)进行测定得到的面积。然后,通过计算(β/α)×100来算出了镀不上率。按照以下的基准对供试材3的镀覆性进行评价,将△评价以上的情况设定为合格。
◎:镀不上率为0%
○:镀不上率大于0%且低于1%
△:镀不上率为1%以上且低于10%
×:镀不上率为10%以上且低于80%
××:镀不上率为80%以上。
将上述的试验的结果汇总并示于表3中。表3中,镀覆母材为钢板,所谓“有无镀覆母材的加热”是指热浸镀的前阶段中的钢板的加热的有无。另外,所谓“入口温度”是指投入热浸镀浴之时的钢板的温度。表中的音响强度(噪声基准)通过IA-NA求出,整数倍音间的平均强度(即噪声基准的倍音间平均强度)通过IB-NB求出,整数倍音间的平均强度相对于音响强度之比(特征性强度比)通过(IB-NB)/(IA-NA)求出(关于这些符号,参照上述的数学式(1))。上述内容在本说明书中以下是同样的。
[表3]
如表3的No.1~21中所示的那样,在以在热浸镀浴中计测到本发明的范围内的声谱那样的条件对热浸镀浴中赋予振动、与此同时对钢板实施浸涂镀覆的情况下,钢板的镀覆性提高,镀覆品的镀不上率变得低于10%。另外,就将输出功率设定为5W~20W的No.3~21中所示的例子而言,镀覆品的镀不上率为0%。
与此相对,在对热浸镀浴中所赋予的振动过弱(声压过低的)情况下,在热浸镀浴中未计测到本发明的范围内的声谱,如表3的No.22~24中所示的那样,镀覆品的镀不上率成为10%以上。另外,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,如表3的No.25~30中所示的那样,镀覆品的镀不上率为80%以上。
(例1-2:使用Al-Si系的热浸镀浴种)
作为热浸镀浴使用Al-9质量%Si-2质量%Fe系镀浴,对表1及表2中所示的各种钢板进行了浸涂镀覆。热浸镀浴的温度设定为630℃~700℃,钢板在热浸镀浴中的浸渍时间设定为12秒,在使钢板振动的情况下,从将钢板在热浸镀浴中浸渍开始起10秒后开始赋予振动,赋予2秒钟振动。在使钢板振动的情况下,基本频率设定为15kHz,使超声波振子11的输出功率在10W或0.05W~0.3W进行变化。它们以外的条件设定为与上述的例1-1同样。将试验的结果汇总并示于表4中。
[表4]
如表4的No.41~48中所示的那样,在以在热浸镀浴中计测到本发明的范围内的声谱那样的条件对热浸镀浴中赋予振动、与此同时对钢板实施浸涂镀覆的情况下,钢板的镀覆性提高,镀覆品的镀不上率成为0%。
与此相对,在对热浸镀浴中所赋予的振动过弱(声压过低的)情况下,在热浸镀浴中未计测到本发明的范围内的声谱,如表4的No.49~51中所示的那样,镀覆品的镀不上率成为10%以上。另外,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,如表4的No.52~57中所示的那样,镀覆品的镀不上率为80%以上。
(例1-3:使用各种热浸镀浴种)
作为热浸镀浴,使用实施方式3的实施例2(例2-3)中所示的各种热浸镀浴,对表1及表2中所示的各种钢板A~F进行了浸涂镀覆。热浸镀浴M1~M10的组成示于实施例2的表8中,热浸镀浴M12的组成示于实施例2的表9中。另外,镀浴种M11为Al-2质量%Fe系镀浴,浴温为700℃(镀浴种M11与表4中所示的试验中使用的Al-9质量%Si-2质量%Fe系镀浴不同,未添加Si)。
钢板在热浸镀浴中的浸渍时间设定为12秒,在使钢板振动的情况下,从将钢板在热浸镀浴中浸渍开始起10秒后开始赋予振动,赋予2秒钟振动。
在例1-3中的实施例中,分别将基本频率恒定为15kHz、将超声波振子11的输出功率恒定为20W,对热浸镀浴中赋予振动。在比较例中,在不对热浸镀浴中赋予振动的情况下进行了浸涂镀覆。另外,在实施例及比较例中,作为钢板A~F,使用了板厚为0.8mm的钢板。
上述以外的条件设定为与上述的例1-1同样。将试验的结果汇总并示于表5中。
[表5]
如表5的No.231~302中所示的那样,在以在热浸镀浴中计测到本发明的范围内的声谱那样的条件对热浸镀浴中赋予振动、与此同时对钢板实施浸涂镀覆的情况下,钢板的镀覆性提高,镀覆品的镀不上率为0%。
与此相对,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,如表5的No.303~314中所示的那样,镀覆品的镀不上率为80%以上。
〔实施方式2〕
对于本发明的其他实施方式,进行以下说明。需要说明的是,为了方便说明,对于具有与上述实施方式中说明的构件相同功能的构件,标注相同的符号,不重复其说明。
在上述实施方式1中的热浸镀装置1(参照图1)中,将热浸镀浴20内的波导棒31的前端与钢板2的表面的距离L1固定为10mm,测定声谱。根据本发明的发明者的进一步研究,获知:伴随着测定声谱的位置的变化,声谱中的上述特征性强度比可发生变化。
于是,使上述距离L1在1mm~80mm变化,并且使超声波振子11的输出功率在0.1W~20W进行变化来测定声谱。将其结果示于图7的(a)~(e)中。图7的(a)~(e)是表示在各距离L1处使超声波振子11的输出功率变化地测定而得到的声谱的图,(a)表示距离L1为1mm的情况,(b)表示距离L1为5mm的情况,(c)表示距离L1为10mm的情况,(d)表示距离L1为30mm的情况,(e)表示距离L1为80mm的情况。
图8是表示上述距离L1与上述特征性强度比的关系的图。如图8中所示的那样,距离L1变得越远,则特征性强度比越存在降低的倾向,特别是在输出功率弱(具体而言为0.1W、0.5W)的情况下该倾向显著。由此可以说:例如在输出功率为0.1W或0.5W的情况下,为了探测声谱,优选将距离L1设定为10mm以下。
另外,如图7的(a)~(e)中所示的那样,如果距离L1过大,则声谱的信号强度变小,有可能会因低于噪声水平而导致难以检测出信号。因此,有可能难以准确地评价热浸镀浴20内的振动状态。因而,在本热浸镀方法中,优选的是,输出功率为0.5W以上,并且距离L1为10mm以下。
〔实施方式3〕
对于本发明的其他实施方式,进行以下说明。需要说明的是,为了方便说明,对于具有与上述实施方式中说明的构件相同功能的构件,标注相同的符号,不重复其说明。
在上述实施方式1及实施方式2中,在超声波变幅杆10的前端安装有钢板2的状态下,使用超声波变幅杆10对钢板2赋予振动。与此相对,在本实施方式中,以下这一点不同:在超声波变幅杆10的前端安装有振动板的状态下,使用超声波变幅杆10对振动板赋予振动,介由热浸镀浴20对钢板2间接地赋予振动。
(热浸镀装置)
对于本实施方式中的实施热浸镀方法的热浸镀装置60,使用图9进行说明。需要说明的是,热浸镀装置60为一个例子,实施本热浸镀方法的装置没有特别限定。图9是表示本实施方式中的实施热浸镀方法的热浸镀装置60的概略图。
如图9中所示的那样,热浸镀装置60具备:气体还原加热带61、热浸镀部62、超声波变幅杆10和测定声谱的测定装置50。气体还原加热带61具备气氛气体导入部61a及加热部61b,能够对钢板2以所期望的气氛进行加热处理。
在热浸镀部62中,坩埚炉41的上方的空间通过端口凸缘64及O形环65与大气阻断。另外,在端口凸缘64的一部分中设置有气氛气体导入部66,变得能够控制热浸镀部62中的气氛。
在气体还原加热带61与热浸镀部62之间设置有闸阀63。经气体还原加热带61处理的钢板2在打开闸阀63后在不被暴露于大气中的情况下被移送至热浸镀部62。钢板2在比闸阀63更靠上方的气体还原加热带61中接受气氛控制及加热处理之类的前处理,然后进入镀浴21中。
另外,在本实施方式的热浸镀装置60中,在超声波变幅杆10的前端固定有振动板70,而非钢板2。该振动板70在此使用了材质为普通钢(与表1的钢板A相同的钢种)、且长度150mm×宽度50mm×厚度0.8mm的板。通过振动板70的振动对热浸镀浴金属21赋予振动。由此,介由热浸镀浴金属21对钢板2赋予振动。即,热浸镀装置60成为对钢板2间接地赋予振动。此外,作为振动板70,并不限于上述的材质。振动板70优选在浸渍于热浸镀浴中的情况下为耐侵蚀性强、且对热浸镀浴的润湿性不好的材质,例如可以使用陶瓷。
其他的测定装置50等的构成由于与上述的热浸镀装置40(参照图5)同样,因此省略详细的说明。
上述那样的热浸镀装置60可以应用于连续式热浸镀方法。即,在连续式热浸镀方法中,难以对钢板直接地赋予振动,但可以如热浸镀装置60那样对钢板2间接地赋予振动。因而,使用上述那样的热浸镀装置60所证实的结果是:可以应用于连续式热浸镀方法。对于在连续式热浸镀方法中的应用例,具体内容将在下文叙述。
〔实施例2〕
对于本发明的实施方式3中的热浸镀方法的实施例进行以下说明。本实施例中,使用了上述的图9中所示的热浸镀装置60。
与上述实施例1同样地使用各种钢板A~F(参照表1及表2),并且使用Zn-Al-Mg系的热浸镀浴或Al-9质量%Si-2质量%Fe系镀浴,以各种条件进行了热浸镀。
(例2-1:无气体还原加热带61中的加热处理)
对各种钢板分别进行了碱脱脂处理作为前处理。作为热浸镀浴,使用了上述的实施例1的例1-1中的Zn-Al-Mg系镀浴及实施例1的例1-2中的Al-9%Si系镀浴。使热浸镀部62中的气氛在大气气氛、氮气氛、3%氢-氮气氛或30%氢-氮气氛中变化。未进行气体还原加热带61中的气氛控制及加热处理。钢板在热浸镀浴中的浸渍时间设定为12秒,在使用超声波变幅杆10使振动板70振动来对热浸镀浴中赋予振动的情况下,从将钢板在热浸镀浴中浸渍开始起10秒后开始赋予振动,赋予2秒钟振动。在使振动板70振动的情况下,分别将基本频率恒定为15kHz,将超声波振子11的输出功率恒定为30W,对热浸镀浴中赋予振动。
按照振动板与钢板的距离(间隔)成为5mm的方式调整了热浸镀浴中的钢板及振动板的配置。钢板与波导棒的前端的彼此的距离设定为5mm。
另外,作为比较例,在不对热浸镀浴中赋予振动的情况下,使用热浸镀装置60对钢板进行了浸涂镀覆。将试验的结果汇总并示于表6中。
[表6]
如表6的No.61~108中所示的那样,在以在热浸镀浴中计测到本发明的范围内的声谱那样的条件对热浸镀浴中赋予振动、与此同时对钢板实施热浸镀的情况下,钢板的镀覆性提高,在各种任一条件下镀覆品的镀不上率都成为0%。
与此相对,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,如表6的No.109~124中所示的那样,在各种任一条件下镀覆品的镀不上率都为80%以上。
(例2-2:有气体还原加热带61中的加热处理)
进行气体还原加热带61中的气氛控制及加热处理,并且从将钢板在热浸镀浴中浸渍开始起2秒后开始赋予振动,赋予2秒钟振动,除此以外,与上述的例2-1同样地操作而进行了热浸镀。将试验的结果汇总并示于表7中。
[表7]
如表7的No.130~141中所示的那样,即使是在大气气氛中将钢板加热后使钢板进入热浸镀浴中的情况(在钢板的表面具有比较厚的氧化皮膜的情况)下,通过以在热浸镀浴中计测到本发明的范围内的声谱那样的条件赋予振动,使得镀覆品的镀不上率也都变得低于1%。
另外,如表7的No.142~177中所示的那样,在将气体还原加热带61中的加热气氛及热浸镀浴的气氛设定为非氧化性气氛的情况下,即使是以将钢板加热的状态使钢板进入热浸镀浴中,通过以在热浸镀浴中计测到本发明的范围内的声谱那样的条件赋予振动,使得镀覆品的镀不上率也都成为0%。
与此相对,在大气气氛中将钢板加热后,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,如表7的No.178、179、186、187中所示的那样,镀覆品的镀不上率为80%以上。
另外,如表7的No.180~183、188~193中所示的那样,将气体还原加热带61中的加热气氛及热浸镀浴的气氛设定为非氧化性气氛,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,镀覆品的镀不上率变成10%以上且低于80%。
此外,在与现有技术同样地对钢板进行还原加热处理、并在还原气氛下进行热浸镀的情况下,如表7的No.184、185中所示的那样,镀覆品的镀不上率为0%。
(例2-3:无气体还原加热带61中的加热处理/使用各种镀浴)
使用下述表8、表9中所示的组成的热浸镀浴,将热浸镀部62中的气氛设定为3%氢-氮气氛,除此以外,与上述的例2-1同样地操作而进行了热浸镀。镀浴种M11为Al-2质量%Fe系镀浴,浴温为700℃(镀浴种M11与表4中所示的试验中使用的Al-9质量%Si-2质量%Fe系镀浴不同,未添加Si)。将试验的结果汇总并示于表10中。
[表8]
[表9]
[表10]
如表10的No.201、203、205、207、209、211、213、215、217、219、221、223中所示的那样,在以在热浸镀浴中计测到本发明的范围内的声谱那样的条件对热浸镀浴中赋予振动、与此同时对钢板实施浸涂镀覆的情况下,钢板的镀覆性提高,镀覆品的镀不上率成为0%。
与此相对,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,如表10的No.202、204、206、208、210、212、214、216、218、220、222、224中所示的那样,镀覆品的镀不上率为10%以上。
〔实施方式4〕
通过本发明的热浸镀方法制造的热浸镀钢板也可以在镀层的表面形成有使耐蚀性及皮膜密合性提高的基底化学转化处理皮膜。作为基底化学转化处理皮膜,优选无机系皮膜,更具体而言,优选含有阀金属的氧化物或氢氧化物与阀金属的氟化物的皮膜。这里所谓“阀金属”是指其氧化物显示出高绝缘电阻的金属。作为阀金属元素,优选选自Ti、Zr、Hf、V、Nb、Ta、Mo及W中的1种或2种以上的元素。另外,基底化学转化处理皮膜也可以包含可溶性或难溶性的金属磷酸盐或复合磷酸盐。进而,基底化学转化处理皮膜也可以包含氟系、聚乙烯系、苯乙烯系等有机蜡、或者二氧化硅、二硫化钼、滑石等无机质润滑剂等。基底化学转化处理皮膜也可以是以氨基甲酸酯树脂、丙烯酸树脂、环氧树脂、烯烃树脂、聚酯树脂等作为基础的有机系皮膜。
另外,通过本发明的热浸镀方法制造的热浸镀钢板可以通过辊涂装、喷雾涂装、帘流式涂装、浸渍涂装等方法在镀层的表面涂装聚酯系、丙烯酸树脂系、氟树脂系、氯乙烯树脂系、氨基甲酸酯树脂系、环氧树脂系等树脂系涂料。或者,也可以作为层叠丙烯酸树脂膜等塑料膜时的膜层压的基材来使用。
〔实施方式5〕
对于本发明的其他实施方式,进行以下说明。需要说明的是,为了方便说明,对于具有与上述实施方式中说明的构件相同功能的构件,标注相同的符号,不重复其说明。
在本实施方式中的热浸镀方法中,使超声波变幅杆的一部分浸渍于热浸镀浴中,从超声波变幅杆的前端对热浸镀浴赋予振动。由此,从超声波变幅杆的前端介由热浸镀浴间接地向钢板传递振动,对钢板实施浸涂镀覆。
(热浸镀装置)
对于本实施方式中的实施热浸镀方法的热浸镀装置80,使用图10进行说明。需要说明的是,热浸镀装置80为一个例子,实施本热浸镀方法的装置没有特别限定。图10是表示本实施方式中的实施热浸镀方法的热浸镀装置80的概略图。
如图10中所示的那样,热浸镀装置80具备:升降装置81、超声波变幅杆10A、测定声谱的测定装置50和贮存有热浸镀浴金属21的碳坩埚42。在热浸镀装置80中,在大气中并且在不加热钢板2的情况下,将钢板2浸渍于热浸镀浴20中。
升降装置81是下述装置:能够在保持钢板2的状态下使钢板2浸渍于热浸镀浴20中并且将钢板2从热浸镀浴20中捞起。作为升降装置81,使用公知的装置即可,省略详细的说明。
超声波变幅杆10A具备:超声波振子11、前端部17、和连接超声波振子11及前端部17的连接部16。超声波振子11通过振子固定平台19被固定。连接部16具有容易与由超声波振子11产生的振动的频率相对应地共振的长度。连接部16可以是单纯的接合器,也可以是将由超声波振子11产生的振幅放大地传递至前端部17的增强器。
在超声波变幅杆10A中的前端部17的至少一部分浸渍于热浸镀浴20中的状态下,超声波振子11接收从超声波电源装置D1发送的超声波信号进行超声波振动。该超声波振动介由连接部16传递至前端部17,通过前端部17对热浸镀浴20中赋予振动。
在通过升降装置81使钢板2浸渍于热浸镀浴20中的情况下,在前端部17的前面配置钢板2。在前端部17的在长度方向上远离连接部16的端部,按照该端部的截面形状成为等腰三角形状的方式形成振动面17A,振动面17A与浸渍于热浸镀浴20中的钢板2的表面相对置。
前端部17优选为陶瓷制。这是为了降低在热浸镀浴20中因前端部17进行超声波振动而可产生的前端部17的劣化。
此外,热浸镀装置80也可以使用一体型的超声波变幅杆来代替超声波变幅杆10A。这种情况下,只要将超声波变幅杆的前端部设定为陶瓷制即可。
前端部17的振动面17A与钢板2的表面的距离L2也可以为0mm,也可以为大于0mm且为50mm以下。距离L2为0mm是指在超声波变幅杆10A进行超声波振动之前的时刻(即设置的时刻)振动面17A与钢板2的表面彼此相接触。例如升降装置81变得能够使钢板2沿水平方向移动,距离L2可以通过使用升降装置81来使钢板2沿水平方向移动从而进行调整。距离L2优选为大于0mm且为5mm以下。
在热浸镀装置80中,关于使用超声波变幅杆10A对热浸镀浴20中所赋予的振动的频率、输出功率等,与上述实施方式1中说明的事项相同。
〔实施例3〕
对本发明的实施方式5中的热浸镀方法的实施例进行以下说明。本实施例中,使用了上述的图10中所示的热浸镀装置80。
本实施例中的热浸镀装置80中使用的各种设备具体而言如下所述。
(超声波振动供给系统)
·超声波振子11:hielscher公司制、20kHz振子
·连接部16(增强器):材质
·前端部17:材质
·超声波电源装置D1:hielscher公司制、20kHz、2kW电源
(超声波振动测定系统)
·波导棒51:材质
·AE传感器52:NF Circuit Design Block Co.,Ltd.制、AE-900M
·计测部53
放大器:NF Circuit Design Block Co.,Ltd.制、AE9922
频谱分析器:Agilent Technologies公司制、E4408B。
(例3-1:使用Zn-Al-Mg系的热浸镀浴种)
与上述实施例1同样地使用各种钢板A~F(参照表1及表2),并且使用上述实施例1的例1-1中的Zn-Al-Mg系的热浸镀浴作为热浸镀浴,在各种条件下进行了热浸镀。
在使用超声波变幅杆10A对热浸镀浴中赋予振动的情况下,距离L2设定为0mm~50mm,基本频率设定为20kHz。
在超声波振子11中内置有用于监测超声波振子11的振幅的振幅传感器。使用显示装置接收来自上述振幅传感器的输出功率,以满刻度作为5V来显示该输出功率。由于由显示装置显示的输出功率反映了超声波振子11的振幅的大小,因此,以下将满刻度的5V作为输出功率100%,并使用了“输出功率%”来作为表示超声波振子11的振幅的大小的指标。
这里,在使钢板直接振动的方法(直接法)中,对于超声波电源而言的负荷考虑为钢板本身。另一方面,在介由热浸镀浴间接地使钢板振动的方法(间接法)的情况下,对于超声波电源而言的负荷成为钢板及热浸镀浴。因此,不使用来自超声波电源的输出功率(W)本身,而使用作为表示共振时的超声波振子的振幅指标的“输出功率%”来表示振动赋予条件。
在使用超声波变幅杆10A对热浸镀浴中赋予振动的情况下,从将钢板2在热浸镀浴中浸渍开始起10秒后开始赋予振动,赋予2秒钟~60秒钟振动。
另外,作为比较例,在不对热浸镀浴中赋予振动的情况下,使用热浸镀装置80对各供试材进行了浸涂镀覆。上述以外的条件设定为与上述的例1-1同样。将试验的结果汇总并示于表11中。
[表11]
如表11的No.321~347中所示的那样,在以在热浸镀浴中计测到本发明的范围内的声谱那样的条件对热浸镀浴中赋予振动、与此同时对钢板实施浸涂镀覆的情况下,不管是各种镀覆条件,钢板的镀覆性都提高,镀覆品的镀不上率都变得低于10%。
与此相对,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,如表11的No.348~353中所示的那样,镀覆品的镀不上率为80%以上。
(例3-2:使用Al-Si系的热浸镀浴种)
与上述实施例1同样地使用各种钢板A~F(参照表1及表2),并且使用上述实施例1的例1-2中的Al-9质量%Si-2质量%Fe系镀浴作为热浸镀浴,以各种条件进行了热浸镀。
在使用超声波变幅杆10A对热浸镀浴中赋予振动的情况下,距离L2设定为0mm~5mm,基本频率设定为20kHz。在使用超声波变幅杆10A对热浸镀浴中赋予振动的情况下,从将钢板2在热浸镀浴中浸渍开始起10秒后开始赋予振动,赋予2秒钟振动。它们以外的条件设定为与上述的例1-2同样。将试验的结果汇总并示于表12中。
[表12]
如表12的No.361~370中所示的那样,在以在热浸镀浴中计测到本发明的范围内的声谱那样的条件对热浸镀浴中赋予振动、与此同时对钢板实施浸涂镀覆的情况下,钢板的镀覆性提高,镀覆品的镀不上率成为0%。
与此相对,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,如表12的No.371~376中所示的那样,镀覆品的镀不上率为80%以上。
(例3-3:使用各种热浸镀浴种)
与上述实施例1同样地使用各种钢板A~F(参照表1及表2),并且使用实施方式3的实施例2(例2-3)中所示的各种热浸镀浴作为热浸镀浴,以各种条件进行了热浸镀。
在使用超声波变幅杆10A对热浸镀浴中赋予振动的情况下,距离L2设定为0mm,基本频率设定为20kHz。它们以外的条件设定为与上述的例1-3同样。将试验的结果汇总并示于表13中。
[表13]
如表13的No.381~452中所示的那样,在以在热浸镀浴中计测到本发明的范围内的声谱那样的条件对热浸镀浴中赋予振动、与此同时对钢板实施浸涂镀覆的情况下,钢板的镀覆性提高,镀覆品的镀不上率为0%。
与此相对,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,如表13的No.453~464中所示的那样,镀覆品的镀不上率为80%以上。
〔实施方式6〕
对于本发明的其他实施方式,进行以下说明。需要说明的是,为了方便说明,对于具有与上述实施方式中说明的构件相同功能的构件,标注相同的符号,不重复其说明。
在本实施方式中的热浸镀方法中,使用使钢带在热浸镀浴中连续地通板的连续式热浸镀设备,并且使超声波变幅杆的一部分浸渍于热浸镀浴中并在钢带的附近配置超声波变幅杆的前端。从超声波变幅杆的前端对热浸镀浴或钢带赋予振动,与此同时对钢带连续地实施热浸镀。
(热浸镀设备)
对于本实施方式中的实施热浸镀方法的热浸镀设备90A,使用图11进行说明。需要说明的是,热浸镀装置90A为一个例子,实施本热浸镀方法的装置没有特别限定。图11是表示本实施方式中的实施热浸镀方法的热浸镀设备90A的一个例子的概略图。
如图11中所示的那样,热浸镀设备90A是在一般的连续式热浸镀设备中加入了超声波变幅杆10B及测定装置50的构成。钢带2A经由炉鼻91被浸渍于热浸镀浴20中。钢带2A通过导辊92及支承辊93在热浸镀浴20中通板后被捞起,通过气体吹附等来调整镀覆附着量。
对于钢带2A,作为镀覆工序的前处理,也可以通过酸洗处理等来进行钢带2A表面的铁氧化物层的除去。另外,热浸镀设备90A也可以通过设置于炉鼻91的前段的未图示出的加热装置将钢带2A加热至适于热浸镀的温度。
这里,热浸镀设备90A也可以与一般的连续式热浸镀设备不同,在炉鼻91的前段不设置还原加热装置。在热浸镀设备90A中,通过使用超声波变幅杆10B对热浸镀浴20中赋予超声波振动,从而即使不对钢带2A的表面实施还原处理,也能够提高钢带2A的镀覆润湿性。
本实施方式中,超声波变幅杆10B是包含上述实施方式5中说明的超声波变幅杆10A中的超声波振子11、前端部17、连接部16的被构成为一体型的装置。此外,热浸镀设备90A也可以使用超声波变幅杆10A来代替超声波变幅杆10B。
热浸镀设备90A按照下述方式来配置超声波变幅杆10B:超声波变幅杆10B的前端浸渍于热浸镀浴20中,并且位于炉鼻91的出口附近处的钢带2A的附近。
超声波变幅杆10B优选长度方向上靠近钢带2A的端部被倒角而形成振动面17A。振动面17A与在热浸镀浴20中通板的钢带2A的表面相对置。由此,可以对照通板方向使振动面17A与钢带2A的表面的距离恒定,从超声波变幅杆10B对钢带2A高效地传递振动。
另外,在热浸镀设备90A中,在热浸镀浴20中的与振动面17A相对置的钢带2A的与第1表面为相反侧的钢带2A的第2表面的附近配置有波导棒51的前端。波导棒51优选按照沿着钢带2A的通板方向的方式来配置。另外,在波导棒51上,为了降低声谱中的噪声等,也可以设置有覆盖热浸镀浴20中的前端以外的部分的保护管等。
振动面17A与钢带2A的表面的距离L3也可以为0mm,也可以大于0mm且为50mm以下。距离L3为0mm是指在超声波变幅杆10B进行超声波振动之前的时刻(即设置的时刻)振动面17A与钢带2A的表面彼此相接触。
尽管是从超声波变幅杆10B对钢带2A的单面赋予超声波振动,但只要上述距离L3充分靠近,则能够使钢带2A以与超声波变幅杆10B相同的基本频率进行振动。其结果是,不仅在钢带2A中的上述第1表面能够提高镀覆润湿性,而且在上述第2的表面也能够提高镀覆润湿性。
在热浸镀设备90A中,关于使用超声波变幅杆10B对热浸镀浴20中所赋予的振动的频率、输出功率等,与上述实施方式1中说明的事项相同。
(热浸镀设备的变形例)
图12是表示一个变形例的热浸镀设备90B及热浸镀设备90C的概略图。
热浸镀设备90B及热浸镀设备90C相对于上述的热浸镀设备90A在下述这一点上是不同的:超声波变幅杆10B配置于支承辊93的附近。在热浸镀设备90B及热浸镀设备90C中,在钢带2A在热浸镀浴20中通板并通过了支承辊93后的位置处配置有超声波变幅杆10B。即使是在像这样地配置了超声波变幅杆10B的情况下,通过从超声波变幅杆10B对热浸镀浴20或钢带2A赋予超声波振动,也能够提高钢带2A的镀覆润湿性。
此外,也可以将热浸镀设备90A~90C中的超声波变幅杆10B的配置组合,使用多个超声波变幅杆10B对热浸镀浴20或钢带2A赋予超声波振动。只要适当选择钢带2A的镀覆性变得良好那样的构成即可。
另外,在热浸镀设备90A~90C中,代替具体地确定针对钢带2A的超声波振动的赋予时间,只要按照钢带2A的镀覆性变得良好的方式适当调整钢带2A的通板速度即可。
〔实施例4〕
对本发明的实施方式6中的热浸镀方法的实施例进行以下说明。本实施例中,使用了上述的图11中所示的热浸镀设备90A。
本实施例中的热浸镀设备90A中使用的各种设备具体而言如下所述。
(超声波振动供给系统)
·超声波振子11:hielscher公司制、20kHz振子
·连接部16(接合器):材质
·前端部17:材质
·超声波电源装置D1:hielscher公司制、20kHz、2kW电源
(超声波振动测定系统)
·波导棒51:材质
·AE传感器52:NF Circuit Design Block Co.,Ltd.制、AE-900M
·计测部53
放大器:NF Circuit Design Block Co.,Ltd.制、AE9922
频谱分析器:Agilent Technologies公司制、E4408B。
(例4-1:无热浸镀工序前的加热处理)
与上述实施例1同样地使用各种钢板A~F(参照表1及表2),并且使用Zn-Al-Mg系的热浸镀浴或Al-9质量%Si-2质量%Fe系镀浴,以各种条件进行了热浸镀。
使炉鼻中的气氛在大气气氛、氮气氛、3%氢-氮气氛或30%氢-氮气氛中变化。
在使用超声波变幅杆10B对热浸镀浴中赋予振动的情况下,距离L3设定为0mm,基本频率设定为20kHz。热浸镀浴中的钢带的通板速度设定为20m/分钟。
另外,作为比较例,在不对热浸镀浴中赋予振动的情况下,使用热浸镀设备90A对钢带2A实施了连续式热浸镀。将试验的结果汇总并示于表14中。
[表14]
如表14的No.471~518中所示的那样,在以在热浸镀浴中计测到本发明的范围内的声谱那样的条件对热浸镀浴中赋予振动、与此同时对钢带实施热浸镀的情况下,钢带的镀覆性提高,在各种任一条件下镀覆品的镀不上率都成为0%。
与此相对,在不对热浸镀浴中赋予振动地进行热浸镀的情况下,如表14的No.519~534中所示的那样,在各种任一条件下镀覆品的镀不上率都为80%以上。
(例4-2:有热浸镀工序前的加热处理)
在炉鼻的前段,对钢带在大气气氛、氮气氛、3%氢-氮气氛或30%氢-氮气氛中进行加热处理,除此以外,与上述的例4-1同样地操作而进行了连续式热浸镀。将试验的结果汇总并示于表15中。
[表15]
如表15的No.541~552中所示的那样,即使是在大气气氛中将钢带加热后使钢带进入热浸镀浴的情况(在钢板的表面具有比较厚的氧化皮膜的情况)下,通过以在热浸镀浴中计测到本发明的范围内的声谱那样的条件赋予振动,使得镀覆品的镀不上率也都变得低于1%。
另外,如表15的No.553~588中所示的那样,在将炉鼻的前段中的加热气氛以及炉鼻中的气氛设定为非氧化性气氛的情况下,即使是以将钢带加热的状态使钢带进入热浸镀浴中,通过以在热浸镀浴中计测到本发明的范围内的声谱那样的条件赋予振动,使得镀覆品的镀不上率也都成为0%。
与此相对,在大气气氛中将钢带加热后,在不对热浸镀浴中赋予振动地对钢带进行热浸镀的情况下,如表15的No.589、590、597、598中所示的那样,镀覆品的镀不上率为80%以上。
另外,如表15的No.591~594、599~604中所示的那样,在将炉鼻的前段中的加热气氛以及炉鼻中的气氛设定为非氧化性气氛、且不对热浸镀浴中赋予振动地对钢带进行热浸镀的情况下,镀覆品的镀不上率成为1%以上。
此外,在与现有技术同样地对钢带进行还原加热处理、并在还原气氛下进行热浸镀的情况下,如表15的No.595、596中所示的那样,镀覆品的镀不上率为0%。
〔附记事项〕
本发明并不限于上述的各实施方式,可以在权利要求书中所示的范围内进行各种变更,关于将不同实施方式中分别公开的技术手段适当组合而得到的实施方式,也包含于本发明的技术范围内。
符号的说明
2 钢板(金属材料)
2A 钢带(金属材料)
20 热浸镀浴(镀浴)
- 热浸镀锌处理方法、利用该热浸镀锌处理方法的合金化热浸镀锌钢板的制造方法、利用该热浸镀锌处理方法的热浸镀锌钢板的制造方法、合金化热浸镀锌钢板、以及热浸镀锌钢板
- 热浸镀锌处理方法、使用该热浸镀锌处理方法的合金化热浸镀锌钢板的制造方法、和使用该热浸镀锌处理方法的热浸镀锌钢板的制造方法