定子、电机和制造方法
文献发布时间:2023-06-19 12:16:29
技术领域
本发明涉及一种用于电机的定子。此外,本发明还涉及一种电机和一种制造方法。
背景技术
组装好的绕组是由分割导体或者说条状导体构建而成的绕组。分割导体直接通过朝向彼此弯折,或者间接地经由连接接片连接成半绕组。
根据现有技术,已知了,通过单独的铜连接件或者说连接接片,将分割导体连接成半绕组。为了随后的电气接合或者说连接而相对于彼此精确地定位连接接片和条状导体是困难的。在文献US 9 118 224 B2中,通过螺栓元件或者说销钉元件解决相对定位和电气接合。为此,必须单个地放置连接接片。然而,安装由此是高花费的。
替代地,已知了,将分割导体直接相互连接,即没有连接接片的中间连接。为此,借助定位工具,使分割导体相互抵靠并且直接对其进行焊接。文献DE 11 2015 001 994 A5例如示出了一种用于模压的线材绞合线或者说压制绞合线的绕组端部,其中压制绞合线为了连接而朝向彼此弯折并被焊接在一起。然而,得到的绕组端部具有高结构高度。
发明内容
本发明的目的是给出一种定子,其以简化且成本低廉的方式使得条状导体的互连成为可能,以提供组装好的绕组,其提供优化的用于稳定电气连接的过程可靠性,并且具有减小的结构空间。另外,本发明的目的是给出一种电机和一种用于制造的方法。
关于定子,该目的通过权利要求1得以实现,考虑到电机,该目的通过权利要求9得以实现,而考虑到制造方法,该目的通过权利要求10得以实现。在从属权利要求中给出优选的实施方案。
根据本发明,预设了一种用于电机的定子,其包括多个条状导体,所述条状导体围绕定子的旋转轴线径向分布并且分别彼此相隔地布置,使得条状导体在旋转轴线的纵向方向上延伸,并且包括至少一个绝缘垫片,其被布置在定子的端面区域内。绝缘垫片(特别是环形设计的绝缘垫片)具有多个连接接片,其中每一个连接接片配属于两个条状导体,以形成电气连接。在条状导体的纵向侧端部处,均设计有条状导体接触面,并且在连接接片的端部处,均设计有连接接片接触面,其中条状导体接触面和连接接片接触面被设计为分别彼此对应,从而可提供平面接触。连接接片至少沿着连接接片接触面,在径向方向上突出于绝缘垫片,使得多个连接接片接触面(优选所有连接接片接触面)可同时与分别配属的条状导体接触面接触。
本发明基于以下基本构思,即借助于包括连接接片的绝缘垫片,提供条状导体的简化的定位和接合,以形成组装好的绕组。特别地,这也应通过条状导体和连接接片的有利定位和接触面设计方案加以保障。
另外,应通过使用包括连接接片的绝缘垫片,优选地既在定子的圆周方向上,也在定子的旋转轴线的纵向方向上,提供结构空间的节约。
定子可以特别地被预设用于电机,即同步电机或者异步电机。
进一步地,在本发明的意义上,条状导体可以特别地理解为用于形成组装好的绕组的导电体。因此,条状导体可以是一件式的(实心导体)或者多件式的(线材绞合线),并且可以例如被设计为发夹(发卡,Hairpin)的形式或者I形(I形大头针,I-Pins)。特别地,条状导体也可以被设计为模压的线材绞合线。
此外,所述至少一个绝缘垫片被布置在定子的端面区域中。端面区域应特别地理解为条状导体的彼此相对的纵向侧端部。在条状导体的纵向侧端部上或者说沿着纵向侧端部的区域内,可以分别预设有一个或者多个绝缘垫片。
优选地,多个包括连接接片的绝缘垫片被布置在定子的相应端面区域内,以形成平面或者说连接平面,以便通过相应的连接接片,对所有条状导体都适宜地进行电气互连,特别地以便提供组装好的绕组。
所述至少一个绝缘垫片优选是环形设计的,并且具有多个连接接片,其中每一个连接接片配属于两个条状导体,以形成电气连接。能够以模块化的方式,实现连接接片相对于条状导体的配属关系和布置。
在条状导体的纵向侧端部处,均设计有条状导体接触面,并且在连接接片的端部处,均设计有连接接片接触面,其中条状导体接触面和连接接片接触面被设计为分别彼此对应,从而可提供平面接触。优选地,可以设计对应的接触面,使得在组装定子时,特别是在用于预定位的旋转运动过程中,接触面相互达成止挡。代替旋转运动,还可以实现连接接片或者说绝缘垫片顺着定子轴线的轴向进给运动。替代地,还可以在横向于定子的纵向轴线的平面内实现侧向进给运动。特别是在后一种情况下,为此,能够带一定间隙地,将连接接片保持在绝缘垫片中。对于这种情况,在加装绝缘垫片后,只有连接接片侧向地并且相对于绝缘垫片移动,以产生平面接触。绝缘垫片本身不移动。此外,连接接片至少沿着连接接片接触面,在径向方向上突出于绝缘垫片,使得所有连接接片接触面都可同时,即以相应绝缘垫片的单独的(旋转)运动,与分别配属的条状导体接触面接触,特别地以便形成定子的至少一个组装好的绕组。绝缘垫片可以被设计为环形垫片,其中连接接片伸出到绝缘垫片的内径外,以使得与条状导体的电气接合成为可能。
按照一种特别优选的实施方案,条状导体接触面和分别配属的连接接片接触面可通过绝缘垫片沿着定子的旋转轴线的旋转而彼此接触。
优选地,绝缘垫片可以具有夹持凹槽和/或孔等,用以通过工具扭转/旋转并且保持绝缘垫片,特别地用以保持连接接片与分割导体之间的预受力的平面接触。
特别地,在实现力锁合和/或形状锁合和/或材料锁合的连接之前,借助于条状导体接触面与连接接片接触面的接合,优选预受力的接合,可提供配属于彼此的条状导体与连接接片的稳定的预定位和接合。
在一种实施方案中,所述至少一个绝缘垫片具有多个用于容纳连接接片的凹槽,或者多个连接接片被浇注在绝缘垫片中。
由此,可实现连接接片沿着绝缘垫片的简单布置以及相对于条状导体的简化的预定位。此外,可以提供连接接片的至少逐段的电气绝缘。
在另一实施方案中,绝缘垫片具有树脂或者聚合物,特别是可浇铸或者可注射的树脂或者聚合物,以在铸造工艺中制造绝缘垫片。
有可能简单且稳定地沿着绝缘垫片定位连接接片,特别地以便与条状导体适宜地接合。此外,借助于可浇铸或者可注射的树脂或者聚合物,可以至少逐段地实现连接接片的简化的电气绝缘。
按照一种实施方案,连接接片和条状导体形成弹性连接,以在配属于彼此的条状导体接触面和连接接片接触面之间提供预受力的平面接触。
借助于预受力的平面接触,可随后在条状导体与连接接片之间提供电气接合。
根据一种实施方案,与条状导体接触的连接接片沿着连接接片接触面和条状导体接触面,分别形成零间隙,使得连接接片可与配属的条状导体力锁合地和/或形状锁合地和/或材料锁合地连接,特别地可通过射束焊接工艺(优选激光或者电子焊接工艺)、电阻焊接工艺、超声波焊接工艺或者摩擦焊接工艺或者说搅拌摩擦焊接相互焊接。电弧焊也是可能的。
通过在连接接片与条状导体之间提供优选预受力的平面接触,可产生高质量的电气连接。特别地,可以通过焊接工艺,借助于预受力的平面接触,在连接接片与条状导体之间建立力锁合的和/或形状锁合的和/或材料锁合的连接。
零间隙应特别地理解为一种间隙,所述间隙这样实现,使得至少局部地存在连接接片或者说条状导体的接触面之间的止挡和/或有可能进行射束焊接工艺。
按照一种实施方案,连接接片的纵向侧端部被设计为楔形(以轴向俯视图观察)或者L形。端部也可以被设计为矩形。在另一实施方案中,在穿过定子的纵向轴线的平面内观察,连接接片的端部被设计为楔形或者矩形。
在另一实施方案中,连接接片的端部,特别是连接接片的接触面被设计为弯曲的。“弯曲”意味着连接接片的接触面与垂直于定子轴线的圆周的切线所围成的角度不是90°的双数倍,其中圆周围绕定子轴线的半径使其穿过连接接片的接触面。
优选地,条状导体的纵向侧端部,特别是在接触面的区域内,设计有与连接接片对应的形状。由此,条状导体的纵向侧端部可以被设计为楔形,或者被设计为特别地具有矩形或者正方形横截面的长方体形,或者被设计为L形。
借助于条状导体和连接接片的彼此对应设计的纵向端,在预定位的过程中,优选地,在为了预受力的接合而旋转地扭转的过程中,可提供预受力的平面接触。
在另一优选的实施方案中,在条状导体接触面的高度上面或者说在条状导体接触面的高度上,条状导体在横截面上均被设计为点对称的,特别地被设计为平行四边形的形状,使得在条状导体的横截面上存在一致的电流路径长度。
由此,可以确保等长的电流路径,使得例如在电阻焊接或者超声波焊接的过程中,可沿着条状导体和连接接片的接触面的整个延伸段,产生均匀的力锁合和/或形状锁合和/或材料锁合的连接。
在本发明的一个并列方面中,预设了包括根据本发明的定子的电机。优选地,电机可以被设计为电动机,设计为同步电机或者异步电机,设计为发电机等。
在本发明的另一并列方面中,预设了一种用于制造根据本发明的定子或电机的方法,其包括以下步骤:
-相对于多个围绕旋转轴线径向分布且分别彼此相隔的条状导体,同轴地定向绝缘垫片;
-在定子的端面侧端部上加装绝缘垫片,使得分别有一个条状导体接触面和一个连接接片接触面彼此相对地指向;
-围绕旋转轴线,旋转绝缘垫片,使得在条状导体接触面与连接接片接触面之间产生平面接触,特别是预受力的平面接触。
在通过轴向移位产生平面接触时,可以省去最后一步。在通过仅连接接片的侧向移位来产生平面接触时,可以只对应地替换最后一步,见上文。
通过加装和旋转至少一个包括连接接片的绝缘垫片,有可能以简单的方式相对于条状导体预定位连接接片。特别地,作为有利于例如用于电气连接接触面的焊接的初始状态,可提供预受力的平面接触。在一种优选实施方案中,配属于彼此的条状导体和连接接片沿着分别相互接触的条状导体接触面和连接接片接触面,力锁合地和/或形状锁合地和/或材料锁合地相互连接,特别是相互焊接。
特别地,可以在连续的过程中实现用于连接平面或者说绝缘垫片中的所有条状导体和连接接片的电气连接。处于平面接触中的各个条状导体接触面和连接接片接触面可以直接依次地或者同时地力锁合地和/或形状锁合地和/或材料锁合地相互连接,特别是相互焊接。条状导体与连接接片之间的预受力的平面接触呈现了一种有利的初始状态,以便以简单且稳定的方式产生电气连接。
按照另一优选的实施方案,在绝缘垫片上加装有顶盖件。
顶盖件可以被设计为圆环或者被设计为封闭盖,特别地位于定子的纵向侧端部上。由此,提供定子的组装好的绕组的纵向侧封闭。
根据一种优选实施方案,在定位顶盖件后,连接接片与配属的条状导体力锁合地和/或形状锁合地和/或材料锁合地相连。
特别地,顶盖件可以具有例如使得射束焊接成为可能的材料。在该意义上,顶盖件可以对用于条状导体与连接接片的电气连接的连接方法不敏感或者说不灵敏。
可能的是,顶盖件具有透明材料,使得焊接束可以通过顶盖件,而不会有明显的能量损耗,并且使得能量在连接接片接触面与条状导体接触面之间的分别预设的焊接间隙中被适宜地吸收。在该意义上,顶盖件可以被设计为适合于激光透射焊接的形状。
附图说明
在下文中,参考随附的附图,借助于多个实施方案,详细地阐述本发明。
图中示意性地示出:
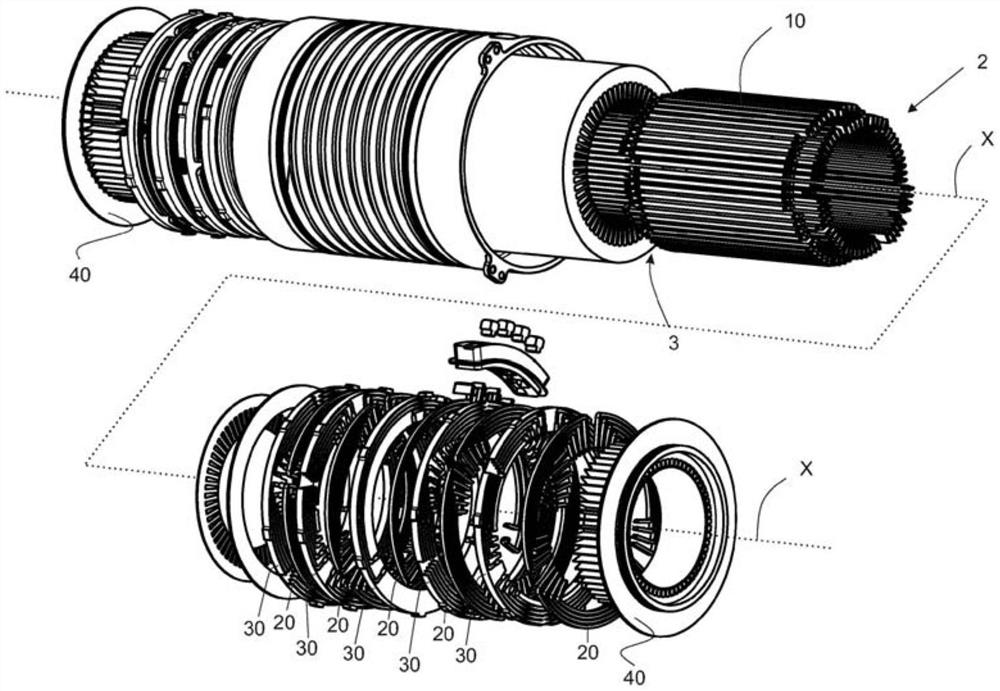
图1示出了根据本发明的定子的立体分解图;
图2示出了根据本发明的定子的组装好的绕组的立体图;
图3示出了根据图2的组装好的绕组的单个相位的图示;
图4a-e示出了绝缘垫片的立体图,其中包括配属的连接接片;
图5a-b示出了堆叠的绝缘垫片的立体图,其中包括插入的连接接片;
图6a-b示出了根据图5a-b的绝缘垫片的立体图,其中包括顶盖件和绝缘星形件;
图7a-b示出了绝缘垫片的预定位的图示;
图8a-b示出了对于连接接片的L形几何形状的预定位的图示;
图9a-b示出了对于连接接片的楔形几何形状的预定位的图示;
图10示出了示例性压制绞合线的图示,其中包括平行四边形的焊接部,用于补偿定位误差;
图11示出了压制绞合线的端头的焊接的图示,其中包括长度不等的电流路径;
图12示出了压制绞合线的端头的焊接的图示,其中包括等长的电流路径;
图13示出了用于定子的冷却流体流动的流体入口和流体出口的立体图;
图14以横截面视图示出了定子内部的冷却流体流动的图示;
图15示出了绝缘垫片内的冷却流体流动的图示;
图16a-b示出了对于连接接片的弯曲的几何形状的预定位的图示;
图16c示出了类似于图16a-b的包括弯曲端部的连接接片;
图17a-图19b示出了用于通过轴向地加装连接接片来产生平面接触的安装过程的三种不同变体;
图20a-图22b示出了用于通过连接接片的侧向移动来产生平面接触的安装过程的三种不同变体;
图23示出了由保持元件实现的保持连接接片的可能性;
图24示出了产生保持元件的可能性。
具体实施方式
在图1中示出了根据本发明的定子1的立体分解图。按照该图,沿着旋转轴线X,同轴地布置定子1的部件。
定子1设计有径向分布且彼此相隔的条状导体10,这些条状导体在旋转轴线X的纵向方向上延伸。条状导体10的纵向侧端部呈现或者说形成定子1的彼此相对的端面区域2;3。
此外,定子1具有多个绝缘垫片30,其分别具有多个连接接片20。
在定子1的端面区域2;3上,分别布置有环形的顶盖件40。顶盖件40呈现为绝缘垫片30的镶框并且由此呈现为定子1的双侧的封闭件。
顶盖件40分别具有特别地用于相应的间隔或者说绝缘的分隔接片,这些分隔接片可以特别地在旋转轴线X的纵向方向上,在条状导体10或者说连接接片20之间延伸。
在图2中显示了根据本发明的定子1的组装好的绕组的立体图。
在定子2;3的端面区域内或者说在条状导体10的纵向侧端部上,分别预设有连接接片20的多处布置。如此,包括连接接片20的绝缘垫片30形成不同的连接平面,以实现条状导体10的适宜互连,以便提供组装好的绕组。
优选地,在上部端面区域2上,除了单个连接平面外,还示出了包括相位接头的接汇平面,用以供应电流或者说电压,特别地用以引出绕组相位和/或用以将绕组相位合并至星形汇接点。
图3示出了根据图2的组装好的绕组的单个相位的图示。
特别地,可以看到,连接接片20均被设计为C字形。如此,连接接片20可以彼此嵌套地布置,以形成连接接片组。
按照图3,相位沿着条状导体10,在连接接片20的不同平面之间伸长。如此,连接接片20有可能与电气连接的条状导体10嵌套,以形成不同的相位。
根据图2和图3,通过连接接片20在不同平面内的布置,可实现组装好的绕组的节省空间的布置或者说互连。
在图4a-e中示出了绝缘垫片的立体图,其中包括配属的连接接片。
根据图4a-e,可以清楚看到,包括连接接片20的绝缘垫片30沿着单个连接平面的设计可以各不相同,以使得条状导体10的适宜互连成为可能,并且由此使得组装好的绕组的适宜设计成为可能。
此外,特别地根据图4a,预设了绝缘垫片30设计有用于容纳连接接片20的凹槽31。连接接片20可被插入到绝缘垫片30的凹槽31中或者说可被容纳在其中。由此,可以借助于相应的绝缘垫片30,提供连接接片20的有针对性的预定位和逐段的电气绝缘。此外,在图4c中示出了连接接片20用于提供接汇平面的设计。以此方式,可以为条状导体10或者说连接接片20适宜地施加电流或者说电压。
在图5a-b中示出了堆叠的绝缘垫片的立体图,其中包括插入的连接接片20。
直接彼此重叠地布置包括相应连接接片20的不同绝缘垫片30。连接接片20的端部分别在径向方向上突出于绝缘垫片30,以使得适宜的电气接合成为可能。特别地,连接接片20伸出到环形绝缘垫片30的内径外,并且由此在定子1的旋转轴线X的方向上伸出。
借助于连接接片20的端部的错开的布置,有可能与条状导体10有利地互连并接合。
在图6a-b中示出了根据图5a-b的绝缘垫片30的立体图,其中包括顶盖件40和绝缘星形件60。
顶盖件40在纵向侧上封闭绝缘垫片30的布置。绝缘星形件60被与绝缘垫片30同轴地布置在环形绝缘垫片30的内径上。由此,绝缘星形件60在径向方向上封闭包括连接接片20的绝缘垫片30的布置,特别地用以相对于为了形成电机而要容纳或者说布置的转子进行分界。顶盖件40和绝缘星形件60被设计为一件式的。
绝缘星形件60被设计有周向面,在其外圆周上布置有星形发散的隔板。隔板在绝缘星形件60的周向面的纵向方向上延伸。由此,借助于绝缘星形件60,有可能在条状导体10之间进行适宜的电气绝缘,并且有可能沿着绝缘垫片30,使条状导体10与连接接片20接合。
在图7a-b中示出了绝缘垫片30的预定位的图示。
图7a显示了在同轴地加装绝缘垫片30后,连接接片20与条状导体10之间的错位。条状导体接触面11和连接接片接触面21仍彼此分隔地布置。根据图7a,条状导体10和连接接片20的接触面11;21可以被设计为彼此对应,其中连接接片20的端部和条状导体10的顶端均被设计为楔形。楔形在此针对于垂直于定子的纵向轴线X的视角。
根据图7b,在绝缘垫片30旋转的过程中,在连接接片接触面21与条状导体接触面11之间建立优选预受力的平面接触,以对连接接片20进行预定位。由此,可提供条状导体10与连接接片20的稳定接合。在这种接合状态下,优选在焊接工艺过程中,例如在射束焊接、电阻焊接或者超声波焊接的过程中,可以产生条状导体10与连接接片20的简单且稳定的连接。特别地,由于楔形而始终存在轴向的可接近性,从而可以用垂直于定子的纵向轴线X的焊接束进行焊接。
图8a-b以垂直于定子轴线X的俯视图示出了对于连接接片20的L形几何形状的预定位的图示。
在图7a-b的意义上,根据图8a-b,实现连接接片20与条状导体10之间的相对位移,以在预定位的过程中提供接触。
条状导体10可以被设计为矩形的或者正方形的,或者说具有矩形或者正方形的横截面。连接接片20可以在其端部处被设计为L形的。
在图9a-b中示出了对于连接接片20的楔形的或者说楔形伸长的几何形状的预定位的图示。
为了沿着配属于彼此的条状导体接触面11和连接接片接触面21提供预受力的平面接触,进行相对移位,特别是以包括分别所属的连接接片20的绝缘垫片30旋转的形式。根据图9b,在此,也可以补偿例如单个条状导体10和/或连接接片20的错误定位。
在图10中示出了一种示例性压制绞合线50的图示。
压制绞合线50由单根线材构成,其在端头区域中,通过电极电阻焊而彼此电气接合。根据图10,压制绞合线端头是平行四边形地电阻焊接的。由此,可以规避或者说抵消定位误差,如图9a-b中显示的。其余的压制绞合线可以具有另一横截面形状,例如像在此显示的梯形。
图11示出了通过电极头E焊接包括长度不等的电流路径的压制绞合线50的端头的图示。由于压制绞合线50的接触面不一致,特别是呈斜面的和直角的接触面,存在长度尺寸不等的电流路径。这在例如电阻焊接工艺过程中会导致质量不合格的电气连接点。
在图12中示出了通过电极头E电阻焊接包括等长的电流路径的压制绞合线50的端头的图示。按照图12,用于电阻焊接的接触面均被设计为平行且倾斜的,特别是点对称且彼此对应的。借助于长度一致的电流路径,可以产生接触面,即压制绞合线50的所有线材的高质量且可靠的焊接部。
图13示出了用于定子1的冷却流体流动的流体入口和流体出口的立体图。
特别地,可以预设,冷却流体可以在定子1的端面区域2;3上流入和/或流出(参见图13中的箭头方向)。优选地,可以直接用冷却流体冷却定子1的绕组端部或者说组装好的绕组。进一步地,绝缘垫片30可以被设计用于被冷却流体流经。
图14以横截面视图示出了定子1内部的冷却流体流动的图示。
在定子1的端面区域2上,冷却流体可以流入到定子1中,并且穿过顶盖件40而到达绝缘垫片30(参见图14中的箭头方向)。进一步地,绝缘垫片30可以被冷却流体流经,以便冷却绝缘垫片30的凹槽31内的各个连接接片20。
根据图15,图解了绝缘垫片30中的冷却流体流动的图示。因此,可以为每个凹槽31或者说容纳于其中的连接接片20,将冷却流体分割成分流。如此,可以为所有连接接片20提供相同的冷却效果。可以避免绝缘垫片30中的局部温度升高。
图16a、图16b以垂直于定子轴线X的俯视图示出了与图8、图9类似的、带有弯曲端部区域或者说弯曲接触面21的连接接片20的预定位的图示。形成连接接片的接触面的弯曲区域被设计为长形的,特别地比连接接片10的对应的接触面11更长。由此,也可以补偿较大的公差,而不会影响电气连接的品质。
图16c以俯视图示例性地示出了连接接片20,如其可用在图16a-b中。通过定长切断并且随后弯折具有连接接片的横截面形状的半成品,例如铜棒,制造连接接片20。特别地,通过弯折过程,制造弯曲的接触面。由此降低对定长切断过程的要求,因为切断过程不再必须提供功能相关的面。不同于例如图16a、b,条状导体10带一定间隙地被保持在绝缘垫片30的凹槽31内。连接接片由此可以相对于绝缘垫片侧向地移位。由此,可以通过扭转和/或轴向加装和/侧向移动,打破预定位的公差依赖性。可以无关于所选的连接接片20或者说其接触面21的形状,使用或者不使用间隙。
图17a-b、图18a-b、图19a-b分别以平行于和穿过定子的纵向轴线X的截面平面,示意性地示出了接合过程,以使连接接片20和条状导体10的接触面21、11达成止挡或者说实现零间隙。为此,连接接片20朝向固定在定子叠片铁芯4中的条状导体10或者说朝向定子端面侧2;3进行轴向的相向运动。在图17中,连接接片20和条状导体10均具有楔形设计的端部。在图18和图19中,连接接片20和条状导体10的端部均具有长方六面体的组块状。在此,以径向(图19)或者说轴向(图18)对接接头的形式进行止挡或者说形成零间隙。可以如前文中的实施方案,预设绝缘垫片或者保持垫片。可以通过焊接,产生电气连接。可以轴向地实现焊接,和/或特别地,如例如根据图18b可见,在缺少轴向可接近性的情况下,也可以斜向地实现焊接。也可以考虑并且也有可能通过恰当的方法,诸如电子束焊接,从轴向上方进行连接接片20的透焊。
图20-22分别以平行于和穿过定子的纵向轴线X的切面,示意性地示出了接合过程,以使连接接片20和条状导体10的接触面21、11达成止挡或者说实现零间隙。在此,进行侧向进给,即在垂直于定子纵向轴线的运动方向上的进给。为了该目的,连接接片20侧向上可移位,优选地松弛地或者说带一定间隙被保持在绝缘垫片(未显示)的凹槽中。该间隙可以存在于x方向上、y方向上或者叠加于两个方向上,参见图16c中的坐标。通过侧向的可移位性,可以减小公差链,特别地,可以打破多个连接接片20之间的公差链/公差链依赖性。为了通过侧向的相向运动而产生平面接触,只有连接接片通过例如机器人手臂单个地或者通过抓住多个连接接片的夹持装置整个地径向向内移动。
如图23中显示的,可以通过绝缘垫片30的凹槽31中的凸块或者保持元件32保持连接接片20。为了放入凹槽中,连接接片20可以弹性变形或者说利用弯折。可以通过注塑工艺形成凸块。也可以通过超声波工艺形成凸块。特别地,可以在装入连接接片20后,再形成凸块31。图24示出了固定过程,其中通过凸块32,固定连接接片。通过超声波工具或者说超声波冲压机U,通过绝缘垫片的材料的变形,产生凸块。由此,可以紧固连接接片20,特别地以防从凹槽中脱落。
综上所述,借助于本发明,可以提供定子1的简化的制造,而定子同时具有减小的结构空间。
特别地,借助于条状导体10与连接接片20的预受力的平面接触的预定位和接合使得用于产生组装好的绕组的稳定的电气连接成为可能。确保了定子1的高效装配。
通过在不同的平面或者说连接平面内进行电气接合,可以获得有效利用结构空间的布置。另外,特别是借助于可由冷却流体流经的绝缘垫片30,可实现有利的调温。
附图标记列表
1 定子
2 定子的端面区域
3 定子的端面区域
4 定子叠片铁芯
10 条状导体
11 条状导体接触面
20 连接接片
21 连接接片接触面
30 绝缘垫片
31 凹槽
32 保持元件
40 顶盖件
50 压制绞合线
60 绝缘星形件
E (电阻焊接设备的)电极
U 超声波工具
X 旋转轴线。
- 旋转电机的定子绕组、旋转电机的定子、旋转电机的定子的制造方法、以及用于旋转电机的定子的制造的夹具
- 旋转电机的定子铁芯、定子、旋转电机、流体泵、旋转电机的定子铁芯的制造方法及定子的制造方法