一种环保有机硅皮革的制作工艺
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及皮革技术领域,更具体地说它涉及一种环保有机硅皮革的制作工艺。
背景技术
有机硅皮革是一款新型环保皮革,以硅胶为原材料,这种新型材料与超细纤维、无纺布、针织布等基材相结合,加工制备而成,适用于多种行业应用。有机硅皮革采用无溶剂技术,将有机硅涂覆粘接在各种基材上,制成皮革。
有机硅皮革具有耐候性、阻燃性、高耐磨性、防污易打理、防水性,亲肤不刺激,防霉抗菌,安全环保、低气味和无VOC等性能。可用于墙内饰、汽车座椅、汽车方向盘及汽车内饰、儿童安全座椅、鞋子、包及时尚饰品、医疗、卫生、船舶游艇及其他公共交通使用场所、户外用具等,属于21世纪发展的新材料产业,具有广泛的开发和应用前景。因此,开发设计一款具有环保、整体性能提升以延长使用寿命的有机硅皮革具有良好的应用前景。
发明内容
针对现有技术存在的不足,本发明的目的在于提供一种环保有机硅皮革的制作工艺,该环保有机硅皮革的制作工艺具有显著提升有机硅皮革的环保性、抗磨损性并延长使用寿命的效果。
为实现上述目的,本发明提供了如下技术方案:
一种环保有机硅皮革的制作工艺,包括采用液体硅橡胶作为原料以及离型纸涂布机实施三次涂层法;所述三次涂层法包括一次面涂、二次中间层以及三次底涂;其中,所述一次面涂包括在离型纸上间隙涂布一层硅胶,再经过加热的导热油烘箱烘干离型纸上间隙涂布的一层硅胶;所述二次中间层包括在经所述一次面涂处理的离型纸上涂布二层硅胶,再经过加热的导热油烘箱烘干离型纸上涂布的二层硅胶;所述三次底涂包括在经所述二次中间层处理的离型纸上涂布三层硅胶,再经过加热的导热油烘箱将离型纸上的三次硅胶烘干至半干状态,令超纤底布与半干状态的三次硅胶贴合并经橡胶滚轮机对压处理,最后置入熟成室内放置至充分固化。
通过采用上述技术方案,间隙涂布形成的一层硅胶实现表面纹路的效果,并由二层硅胶增加该环保有机硅皮革的厚实度,使得二层硅胶起到支撑一层硅胶的作用,从而提升整体的抗磨损性;三层硅胶用于确保机硅树脂和超纤底布粘结牢度,从而使得该环保有机硅皮革的制作工艺具有显著提升有机硅皮革的环保性、抗磨损性并延长使用寿命的效果。
本发明进一步设置为:在所述一次面涂中,一层硅胶的厚度为0.01-0.02mm,涂布速度为6M/min,涂布温度为常温;且所述导热油烘箱的烘干温度为140-160℃,烘干时间为1.5min。
本发明进一步设置为:在所述二次中间层中,二层硅胶的厚度为0.2-0.25mm,涂布速度为6M/min,涂布温度为常温;且所述导热油烘箱的烘干温度为140-160℃,烘干时间为1.5min。
本发明进一步设置为:在所述三次底涂中,一层硅胶的厚度为0.3-0.35mm,涂布速度为6M/min,涂布温度为常温;且所述导热油烘箱的烘干温度为依次进行的一段80℃、二段100℃、三段120℃、四段140℃以及五段160℃,烘干时间为3min。
本发明进一步设置为:所述液体硅橡胶由按质量比为1:1的A组分和B组分组成;所述A组分包括质量比为3:2的羟基封端聚二甲基硅氧烷和二氧化硅;所述B组分包括质量比为60-70:30-40:2-5的硅油、色粉和分散剂。
通过采用上述技术方案,在涂层的制作过程中,避免挥发性有害气体的产生和对环境的污染与破坏;并显著提升通过该环保有机硅皮革的制作工艺获得的环保有机硅皮革的整体抗磨损性和使用寿命,使得该环保有机硅皮革的手感与真皮相近,从而提升手感,并在检测后实现皮革耐磨在经ASTMD3884-09(2017)(CS-10砂轮/1000G压力)标准下达到1500次以上。
本发明进一步设置为:所述二层硅胶还包括质量分数为0.5-2%的膨胀微球,所述膨胀微球的粒径为80-120μm;且所述二层硅胶包括预处理工艺,所述预处理工艺为在100-120℃下预烘烤60-90s。
通过采用上述技术方案,使得膨胀微球在高粘度的二层硅胶有效分散,并在承受高剪切率下强有力的搅拌的同时保持结构稳定,且预处理工艺实现了避免膨胀微球在加热的导热油烘箱内烘干过程中产生膨胀而影响到该环保有机硅皮革的制作工艺获得的环保有机硅皮革的稳定性。
本发明进一步设置为:所述橡胶滚轮机包括用于对经贴合的超纤底布与半干状态的三次硅胶对压处理的滚轮机端和用于调整所述滚轮机端运行速度的驱动变速端;所述滚轮机端包括两根橡胶滚轮以及两个分别位于所述橡胶滚轮两端并转动连接的滚轮机架;两根所述橡胶滚轮的同一端均设置有相互啮合的连接齿轮,且其中一根所述橡胶滚轮与所述驱动变速端连接。
通过采用上述技术方案,驱动变速端用于调整滚轮机端的运行速度,从而在经贴合的超纤底布与半干状态的三次硅胶进行对压处理时,有序调整对压处理速度,以结合三次硅胶的干燥状态实时调整橡胶滚轮的转动速度,以显著提升经该橡胶滚轮机对压处理获得的环保有机硅皮革的粘接牢固度,从而显著延长该环保有机硅皮革的使用寿命。
本发明进一步设置为:所述驱动变速端包括与相应的所述橡胶滚轮同轴连接的主动转轴、两个分别与所述主动转轴的两端转动连接的变速机架以及水平线性移动单元;所述主动转轴的外周侧壁沿轴向设置有限位凸棱,并套接有与所述限位凸棱匹配的摩擦轮;所述水平线性移动单元用于驱动所述摩擦轮沿所述主动转轴轴向移动;所述摩擦轮的外周侧壁抵接有转动锥体,所述转动椎体的上侧呈水平,且其两端分别与相应的所述变速机架转动连接,所述变速机架设置有用于驱动所述转动椎体做以其轴线为轴的匀速周向转动运动的匀速电机。
通过采用上述技术方案,在水平线性移动单元驱动摩擦轮沿主动转轴轴向移动时,将使得摩擦轮与在匀速电机驱动下做沿其轴向匀速周向转动运动的转动椎体外周侧壁不同线速度的位置接触,从而达到无极且有序地调整摩擦轮周向转动速度的目的,使得经该橡胶滚轮机对压处理获得的环保有机硅皮革的粘接牢固度显著提升,从而有效延长该环保有机硅皮革的使用寿命。
本发明进一步设置为:所述水平线性移动单元包括与相应的所述变速机架连接固定的调速立架、沿竖直方向插接在所述调速立架上的双头螺杆以及用于驱动所述双头螺杆转动并固定在所述调速立架上的步进电机;所述双头螺杆的上下两端均螺纹连接有上下对称分布的升降螺纹块,所述升降螺纹块上下转动连接有转接摆臂,且两根所述转接摆臂远离相应的所述升降螺纹块的一端同时上下转动连接有同一横向推部,所述横向推部设置有两个分别与所述摩擦轮两侧侧面接触的推板。
通过采用上述技术方案,步进电机在运行时驱动双头螺杆做以其轴线为轴的周向转动运动,进而将带动两个升降螺纹块做相互靠近或相互远离的运动,并在两个升降螺纹块做相互靠近的运动时,横向推部沿水平方向逐步远离双头螺杆,从而推动摩擦轮做远离双头螺杆的运动;并在两个升降螺纹块做相互远离的运动时,横向推部沿水平方向逐步靠近双头螺杆,从而推动摩擦轮做靠近双头螺杆的运动,以实现无极调速的目的。
本发明进一步设置为:两个所述变速机架之间设置有沿所述主动转轴轴向贯穿所述横向推部的限位柱,所述双头螺纹杆的中间部位设置有定位中间体;两个所述变速机架相对的一侧分别设置有与所述转动椎体相应一端匹配的锥顶配合体和锥底配合体。
通过采用上述技术方案,锥顶配合体和锥底配合体起到显著提升转动椎体的转动稳定性的作用,以显著提升与转动椎体表面接触的摩擦轮的转动稳定性;且限位柱将提升横向推部的水平位移稳定性,定位中间体则起到提升升降螺纹块的移动稳定性,从而使得该橡胶滚轮机具有运行稳定和提升获得的环保有机硅皮革的结构稳定性与粘接牢固度的效果。
综上所述,本发明具有以下有益效果:通过采用由按质量比为1:1的A组分和B组分组成的液体硅橡胶;且A组分包括质量比为3:2的羟基封端聚二甲基硅氧烷和二氧化硅;B组分包括质量比为60-70:30-40:2-5的硅油、色粉和分散剂,再结合离型纸涂布机实施三次涂层法,以在三次涂层法实施完成后,通过包括用于对经贴合的超纤底布与半干状态的三次硅胶对压处理的滚轮机端和用于调整所述滚轮机端运行速度的驱动变速端的橡胶滚轮机进行处理,从而实现无极调速、避免挥发性有害气体的产生和对环境的污染与破坏的效果,并显著提升通过该环保有机硅皮革的制作工艺获得的环保有机硅皮革的整体抗磨损性和使用寿命。
附图说明
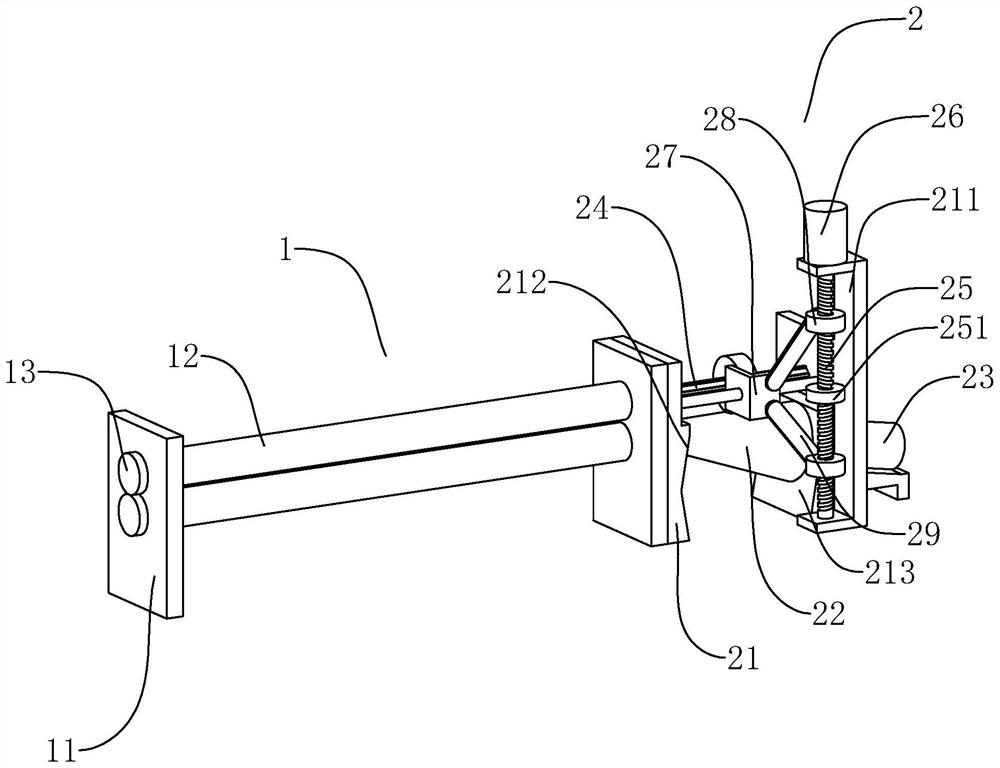
图1是本实施例的结构示意图;
图2是本实施例的局部结构示意图。
附图标记说明:1、滚轮机端;11、滚轮机架;12、橡胶滚轮;13、连接齿轮;2、驱动变速端;21、变速机架;211、调速立架;212、锥顶配合体;213、锥底配合体;214、限位柱;22、转动椎体;23、匀速电机;24、主动转轴;241、限位凸棱;242、摩擦轮;25、双头螺杆;251、定位中间体;26、步进电机;27、横向推部;271、推板;28、升降螺纹块;29、转接摆臂。
具体实施方式
为使本发明的技术方案和优点更加清楚,以下将结合附图对本发明作进一步详细说明,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
以下将针对本发明实施例的环保有机硅皮革的制作工艺进行具体说明:
一种环保有机硅皮革的制作工艺,包括采用液体硅橡胶作为原料以及离型纸涂布机实施三次涂层法。具体的,作为原料液体硅橡胶由按质量比为1:1的A组分和B组分组成。且A组分包括质量比为3:2的羟基封端聚二甲基硅氧烷和二氧化硅,B组分包括质量比为60-70:30-40:2-5的硅油、色粉和分散剂。其中色粉、分散剂采用常规产品即可,在此不做赘述。与此同时,三次涂层法包括一次面涂、二次中间层以及三次底涂。其中,一次面涂包括在离型纸上间隙涂布一层硅胶,再经过加热的导热油烘箱烘干离型纸上间隙涂布的一层硅胶;二次中间层包括在经一次面涂处理的离型纸上涂布二层硅胶,再经过加热的导热油烘箱烘干离型纸上涂布的二层硅胶;三次底涂包括在经二次中间层处理的离型纸上涂布三层硅胶,再经过加热的导热油烘箱将离型纸上的三次硅胶烘干至半干状态,令超纤底布与半干状态的三次硅胶贴合并经橡胶滚轮机对压处理,最后置入熟成室内放置至充分固化。
因此,间隙涂布形成的一层硅胶实现表面纹路的效果,并由二层硅胶增加该环保有机硅皮革的厚实度,使得二层硅胶起到支撑一层硅胶的作用,从而提升整体的抗磨损性;三层硅胶用于确保机硅树脂和超纤底布粘结牢度,从而使得该环保有机硅皮革的制作工艺具有显著提升有机硅皮革的环保性、抗磨损性并延长使用寿命的效果。并在涂层的制作过程中,避免挥发性有害气体的产生和对环境的污染与破坏;并显著提升通过该环保有机硅皮革的制作工艺获得的环保有机硅皮革的整体抗磨损性和使用寿命,使得该环保有机硅皮革的手感与真皮相近,从而提升手感。
需要提及的是,在一次面涂中,一层硅胶的厚度为0.01-0.02mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为140-160℃,烘干时间为1.5min。在二次中间层中,二层硅胶的厚度为0.2-0.25mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为140-160℃,烘干时间为1.5min。在三次底涂中,一层硅胶的厚度为0.3-0.35mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为依次进行的一段80℃、二段100℃、三段120℃、四段140℃以及五段160℃,烘干时间为3min。
如图1所示,橡胶滚轮机包括用于对经贴合的超纤底布与半干状态的三次硅胶对压处理的滚轮机端1和用于调整滚轮机端1运行速度的驱动变速端2。其中,滚轮机端1包括两根橡胶滚轮12以及两个分别位于橡胶滚轮12两端并转动连接的滚轮机架11。在两根橡胶滚轮12的同一端均设置有相互啮合的连接齿轮13,且其中一根橡胶滚轮12与驱动变速端2连接,以在驱动变速端2驱动相应的橡胶滚轮12转动时,通过连接齿轮13带动另一橡胶滚轮12做相同角速度的转动运动。因此,通过驱动变速端2用于调整滚轮机端1的运行速度,从而在经贴合的超纤底布与半干状态的三次硅胶进行对压处理时,有序调整对压处理速度,以结合三次硅胶的干燥状态实时调整橡胶滚轮12的转动速度,以显著提升经该橡胶滚轮机对压处理获得的环保有机硅皮革的粘接牢固度,从而显著延长该环保有机硅皮革的使用寿命。
需要说明的是,驱动变速端2包括与相应的橡胶滚轮12同轴连接的主动转轴24、两个分别与主动转轴24的两端转动连接的变速机架21以及水平线性移动单元。其中,在主动转轴24的外周侧壁沿轴向设置有限位凸棱241,并套接有与限位凸棱241匹配的摩擦轮242。水平线性移动单元用于驱动摩擦轮242沿主动转轴24轴向移动。
与此同时,为了实现驱动摩擦轮242做周向转动运动并带动橡胶滚轮12转动,在摩擦轮242的外周侧壁抵接有转动锥体。转动椎体22的上侧呈水平状态,从而与摩擦轮242保持稳定的抵接接触状态,且转动椎体22的两端分别与相应的变速机架21转动连接,并在变速机架21上设置用于驱动转动椎体22做以其轴线为轴的匀速周向转动运动的匀速电机23。因此,在水平线性移动单元驱动摩擦轮242沿主动转轴24轴向移动时,将使得摩擦轮242与在匀速电机23驱动下做沿其轴向匀速周向转动运动的转动椎体22外周侧壁不同线速度的位置接触,从而达到无极且有序地调整摩擦轮242周向转动速度的目的,使得经该橡胶滚轮机对压处理获得的环保有机硅皮革的粘接牢固度显著提升,从而有效延长该环保有机硅皮革的使用寿命。
如图1、图2所示,水平线性移动单元包括与相应的变速机架21连接固定的调速立架211、沿竖直方向插接述调速立架211上的双头螺杆25以及用于驱动双头螺杆25转动并固定在调速立架211上的步进电机26。其中,双头螺杆25的上下两端均螺纹连接有上下对称分布的升降螺纹块28,且两个升降螺纹块28均上下转动连接有转接摆臂29。两根转接摆臂29远离相应的升降螺纹块28的一端同时上下转动连接有同一横向推部27,并在横向推部27上设置有两个分别与摩擦轮242两侧侧面接触的推板271,进而在步进电机26运行时通过步进电机26驱动双头螺杆25做以其轴线为轴的周向转动运动,进而将带动两个升降螺纹块28做相互靠近或相互远离的运动,并在两个升降螺纹块28做相互靠近的运动时,横向推部27沿水平方向逐步远离双头螺杆25,从而推动摩擦轮242做远离双头螺杆25的运动;并在两个升降螺纹块28做相互远离的运动时,横向推部27沿水平方向逐步靠近双头螺杆25,从而推动摩擦轮242做靠近双头螺杆25的运动,以实现无极调速的目的。
需要说明的是,在两个变速机架21之间设置有沿主动转轴24轴向贯穿横向推部27的限位柱214,并在双头螺纹杆的中间部位设置有定位中间体251。在两个变速机架21相对的一侧分别设置有与转动椎体22相应一端匹配的锥顶配合体212和锥底配合体213。因此,锥顶配合体212和锥底配合体213起到显著提升转动椎体22的转动稳定性的作用,以显著提升与转动椎体22表面接触的摩擦轮242的转动稳定性;且限位柱214将提升横向推部27的水平位移稳定性,定位中间体251则起到提升升降螺纹块28的移动稳定性,从而使得该橡胶滚轮机具有运行稳定和提升获得的环保有机硅皮革的结构稳定性与粘接牢固度的效果。
实施例一
一种环保有机硅皮革的制作工艺,包括采用液体硅橡胶作为原料以及离型纸涂布机实施三次涂层法。具体的,作为原料液体硅橡胶由按质量比为1:1的A组分和B组分组成。且A组分包括质量比为3:2的羟基封端聚二甲基硅氧烷和二氧化硅,B组分包括质量比为63:34:3的硅油、色粉和分散剂。其中色粉、分散剂采用常规产品即可,在此不做赘述。与此同时,三次涂层法包括一次面涂、二次中间层以及三次底涂。其中,一次面涂包括在离型纸上间隙涂布一层硅胶,再经过加热的导热油烘箱烘干离型纸上间隙涂布的一层硅胶;二次中间层包括在经一次面涂处理的离型纸上涂布二层硅胶,再经过加热的导热油烘箱烘干离型纸上涂布的二层硅胶;三次底涂包括在经二次中间层处理的离型纸上涂布三层硅胶,再经过加热的导热油烘箱将离型纸上的三次硅胶烘干至半干状态,令超纤底布与半干状态的三次硅胶贴合并经橡胶滚轮机对压处理,最后置入熟成室内放置至充分固化。
因此,间隙涂布形成的一层硅胶实现表面纹路的效果,并由二层硅胶增加该环保有机硅皮革的厚实度,使得二层硅胶起到支撑一层硅胶的作用,从而提升整体的抗磨损性;三层硅胶用于确保机硅树脂和超纤底布粘结牢度,从而使得该环保有机硅皮革的制作工艺具有显著提升有机硅皮革的环保性、抗磨损性并延长使用寿命的效果。并在涂层的制作过程中,避免挥发性有害气体的产生和对环境的污染与破坏;并显著提升通过该环保有机硅皮革的制作工艺获得的环保有机硅皮革的整体抗磨损性和使用寿命,使得该环保有机硅皮革的手感与真皮相近,从而提升手感。
需要提及的是,在一次面涂中,一层硅胶的厚度为0.01mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为140℃,烘干时间为1.5min。在二次中间层中,二层硅胶的厚度为0.2mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为140℃,烘干时间为1.5min。在三次底涂中,一层硅胶的厚度为0.3mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为依次进行的一段80℃、二段100℃、三段120℃、四段140℃以及五段160℃,烘干时间为3min。
如图1所示,橡胶滚轮机包括用于对经贴合的超纤底布与半干状态的三次硅胶对压处理的滚轮机端1和用于调整滚轮机端1运行速度的驱动变速端2。其中,滚轮机端1包括两根橡胶滚轮12以及两个分别位于橡胶滚轮12两端并转动连接的滚轮机架11。在两根橡胶滚轮12的同一端均设置有相互啮合的连接齿轮13,且其中一根橡胶滚轮12与驱动变速端2连接,以在驱动变速端2驱动相应的橡胶滚轮12转动时,通过连接齿轮13带动另一橡胶滚轮12做相同角速度的转动运动。因此,通过驱动变速端2用于调整滚轮机端1的运行速度,从而在经贴合的超纤底布与半干状态的三次硅胶进行对压处理时,有序调整对压处理速度,以结合三次硅胶的干燥状态实时调整橡胶滚轮12的转动速度,以显著提升经该橡胶滚轮机对压处理获得的环保有机硅皮革的粘接牢固度,从而显著延长该环保有机硅皮革的使用寿命。
需要说明的是,驱动变速端2包括与相应的橡胶滚轮12同轴连接的主动转轴24、两个分别与主动转轴24的两端转动连接的变速机架21以及水平线性移动单元。其中,在主动转轴24的外周侧壁沿轴向设置有限位凸棱241,并套接有与限位凸棱241匹配的摩擦轮242。水平线性移动单元用于驱动摩擦轮242沿主动转轴24轴向移动。
与此同时,为了实现驱动摩擦轮242做周向转动运动并带动橡胶滚轮12转动,在摩擦轮242的外周侧壁抵接有转动锥体。转动椎体22的上侧呈水平状态,从而与摩擦轮242保持稳定的抵接接触状态,且转动椎体22的两端分别与相应的变速机架21转动连接,并在变速机架21上设置用于驱动转动椎体22做以其轴线为轴的匀速周向转动运动的匀速电机23。因此,在水平线性移动单元驱动摩擦轮242沿主动转轴24轴向移动时,将使得摩擦轮242与在匀速电机23驱动下做沿其轴向匀速周向转动运动的转动椎体22外周侧壁不同线速度的位置接触,从而达到无极且有序地调整摩擦轮242周向转动速度的目的,使得经该橡胶滚轮机对压处理获得的环保有机硅皮革的粘接牢固度显著提升,从而有效延长该环保有机硅皮革的使用寿命。
如图1、图2所示,水平线性移动单元包括与相应的变速机架21连接固定的调速立架211、沿竖直方向插接述调速立架211上的双头螺杆25以及用于驱动双头螺杆25转动并固定在调速立架211上的步进电机26。其中,双头螺杆25的上下两端均螺纹连接有上下对称分布的升降螺纹块28,且两个升降螺纹块28均上下转动连接有转接摆臂29。两根转接摆臂29远离相应的升降螺纹块28的一端同时上下转动连接有同一横向推部27,并在横向推部27上设置有两个分别与摩擦轮242两侧侧面接触的推板271,进而在步进电机26运行时通过步进电机26驱动双头螺杆25做以其轴线为轴的周向转动运动,进而将带动两个升降螺纹块28做相互靠近或相互远离的运动,并在两个升降螺纹块28做相互靠近的运动时,横向推部27沿水平方向逐步远离双头螺杆25,从而推动摩擦轮242做远离双头螺杆25的运动;并在两个升降螺纹块28做相互远离的运动时,横向推部27沿水平方向逐步靠近双头螺杆25,从而推动摩擦轮242做靠近双头螺杆25的运动,以实现无极调速的目的。
需要说明的是,在两个变速机架21之间设置有沿主动转轴24轴向贯穿横向推部27的限位柱214,并在双头螺纹杆的中间部位设置有定位中间体251。在两个变速机架21相对的一侧分别设置有与转动椎体22相应一端匹配的锥顶配合体212和锥底配合体213。因此,锥顶配合体212和锥底配合体213起到显著提升转动椎体22的转动稳定性的作用,以显著提升与转动椎体22表面接触的摩擦轮242的转动稳定性;且限位柱214将提升横向推部27的水平位移稳定性,定位中间体251则起到提升升降螺纹块28的移动稳定性,从而使得该橡胶滚轮机具有运行稳定和提升获得的环保有机硅皮革的结构稳定性与粘接牢固度的效果。
经检测,本实施例一的环保有机硅皮革在进行皮革耐磨时,经ASTMD3884-09(2017)(CS-10砂轮/1000G压力)标准下达到1500次以上。
实施例二
实施例二与实施例一的区别在于,实施例二中的B组分包括质量比为60:38:2的硅油、色粉和分散剂。
且在一次面涂中,一层硅胶的厚度为0.02mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为160℃,烘干时间为1.5min。在二次中间层中,二层硅胶的厚度为0.25mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为160℃,烘干时间为1.5min。在三次底涂中,一层硅胶的厚度为0.35mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为依次进行的一段80℃、二段100℃、三段120℃、四段140℃以及五段160℃,烘干时间为3min。
经检测,本实施例二的环保有机硅皮革在进行皮革耐磨时,经ASTMD3884-09(2017)(CS-10砂轮/1000G压力)标准下达到1500次以上。
实施例三
实施例三与实施例一的区别在于,实施例三中的B组分包括质量比为65:30:5的硅油、色粉和分散剂。
且在一次面涂中,一层硅胶的厚度为0.015mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为150℃,烘干时间为1.5min。在二次中间层中,二层硅胶的厚度为0.23mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为150℃,烘干时间为1.5min。在三次底涂中,一层硅胶的厚度为0.33mm,涂布速度为6M/min,涂布温度为常温;且导热油烘箱的烘干温度为依次进行的一段80℃、二段100℃、三段120℃、四段140℃以及五段160℃,烘干时间为3min。
经检测,本实施例三的环保有机硅皮革在进行皮革耐磨时,经ASTMD3884-09(2017)(CS-10砂轮/1000G压力)标准下达到1500次以上。
实施例四
实施例四与实施例一的区别在于,实施例四中的二层硅胶还包括质量分数为0.5%的膨胀微球,且膨胀微球的粒径为80μm。与此同时,二层硅胶包括预处理工艺,且预处理工艺为在100℃下预烘烤60s,再通过离型纸涂布机实施涂布作业。因此,本实施例将使得膨胀微球在高粘度的二层硅胶有效分散,并在承受高剪切率下强有力的搅拌的同时保持结构稳定,且预处理工艺实现了避免膨胀微球在加热的导热油烘箱内烘干过程中产生膨胀而影响到该环保有机硅皮革的制作工艺获得的环保有机硅皮革的稳定性。
经检测,本实施例四的环保有机硅皮革在进行皮革耐磨时,经ASTMD3884-09(2017)(CS-10砂轮/1000G压力)标准下达到1500次以上。
实施例五
实施例五与实施例四的区别在于,实施例五中的二层硅胶还包括质量分数为1%的膨胀微球,且膨胀微球的粒径为100μm。与此同时,二层硅胶包括预处理工艺,且预处理工艺为在110℃下预烘烤75s,再通过离型纸涂布机实施涂布作业。
经检测,本实施例五的环保有机硅皮革在进行皮革耐磨时,经ASTM D3884-09(2017)(CS-10砂轮/1000G压力)标准下达到1500次以上。
实施例六
实施例六与实施例四的区别在于,实施例六中的二层硅胶还包括质量分数为2%的膨胀微球,且膨胀微球的粒径为120μm。与此同时,二层硅胶包括预处理工艺,且预处理工艺为在120℃下预烘烤90s,再通过离型纸涂布机实施涂布作业。
经检测,本实施例六的环保有机硅皮革在进行皮革耐磨时,经ASTM D3884-09(2017)(CS-10砂轮/1000G压力)标准下达到1500次以上。
综上,本申请通过采用由按质量比为1:1的A组分和B组分组成的液体硅橡胶;且A组分包括质量比为3:2的羟基封端聚二甲基硅氧烷和二氧化硅;B组分包括质量比为60-70:30-40:2-5的硅油、色粉和分散剂,再结合离型纸涂布机实施三次涂层法,以在三次涂层法实施完成后,通过包括用于对经贴合的超纤底布与半干状态的三次硅胶对压处理的滚轮机端和用于调整所述滚轮机端运行速度的驱动变速端的橡胶滚轮机进行处理,从而实现无极调速、避免挥发性有害气体的产生和对环境的污染与破坏的效果,并显著提升通过该环保有机硅皮革的制作工艺获得的环保有机硅皮革的整体抗磨损性和使用寿命。
本申请涉及的“第一”、“第二”、“第三”、“第四”等(如果存在)是用于区别类似的对象,而不必用于描述特定的顺序或先后次序。应该理解这样使用的数据在适当情况下可以互换,以便这里描述的实施例能够以除了在这里图示或描述的内容以外的顺序实施。此外,术语“包括”和“具有”以及他们的任何变形,意图在于覆盖不排他的包含,例如,包含了一系列步骤或单元的过程、方法或设备不必限于清楚地列出的那些步骤或单元,而是可包括没有清楚地列出的或对于这些过程、方法或设备固有的其它步骤或单元。
需要说明的是,在本申请中涉及“第一”、“第二”等的描述仅用于描述目的,而不能理解为指示或暗示其相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括至少一个该特征。另外,各个实施例之间的技术方案可以相互结合,但是必须是以本领域普通技术人员能够实现为基础,当技术方案的结合出现相互矛盾或无法实现时应当认为这种技术方案的结合不存在,也不在本申请要求的保护范围之内。
本文中应用了具体个例对本申请的原理及实施方式进行了阐述,以上实施例的说明只是用于帮助理解本申请的方法及其核心思想;同时,对于本领域的一般技术人员,依据本申请的思想,在具体实施方式及应用范围上均会有改变之处,综上所述,本说明书内容不应理解为对本申请的限制。
- 一种环保降解塑料袋及其制作工艺
- 一种耐磨型环保涂料的制作工艺
- 一种无氟防水环保皮革及其制作工艺
- 一种环保有机硅树脂皮革