一种自动进料的超声波固结焊接机器人装置
文献发布时间:2023-06-19 19:33:46
技术领域
本发明涉及超声波焊接技术领域,尤其是一种自动进料的超声波固结焊接机器人装置。
背景技术
超声波焊接是利用高频振动波传递到两个需焊接的物体表面,在加压的情况下,使两个物体表面相互摩擦而形成分子层之间的熔合,是一种快捷、干净、有效的装配工艺,用来装配处理金属配件及一些合成构件的方法。
现有技术中超声波焊接器是固定在一个大的工作台上,缺乏灵活性,移动起来十分不便;目前焊接箔片都需要手动加料,对人力需求量较大,人工加料容易造成加料量控制不准确,导致用料浪费;此外现有技术中超声波焊接时箔带是到工作台上后加热用于焊接,此种方式可能导致箔带加热时间长效率低,或箔带温度低导致焊接后的产品容易出现裂缝,产品质量不好把控。
发明内容
为了克服现有技术中存在的上述问题,本发明提出一种自动进料的超声波固结焊接机器人装置。
本发明解决其技术问题所采用的技术方案是:一种自动进料的超声波固结焊接机器人装置,包括焊头夹持机械臂、焊接工作台,所述焊头夹持机械臂位于焊接工作台一侧,所述焊接工作台包括工作台本体、移动组件、进料装置、加热台,所述移动组件位于工作台本体上表面中间位置,所述移动组件上方安装有加热台,与焊头夹持机械臂相对的所述加热台侧设置有进料装置,所述进料装置包括安装板、箔带断头台、送料组件,所述安装板上安装有驱动轮、原料轮、张紧轮及从动轮,所述驱动轮与电机输出轴固定连接,所述驱动轮与原料轮通过皮带连接,所述张紧轮位于原料轮下方,所述从动轮位于张紧轮下方,所述原料轮上的箔带依次经过张紧轮、从动轮、箔带断头台、送料组件延伸至加热台。
上述的一种自动进料的超声波固结焊接机器人装置,所述工作台本体底部四角设置有万向轮,所述工作台本体一侧设置有把手。
上述的一种自动进料的超声波固结焊接机器人装置,所述加热台内部设置有加热器用于对已经焊接到金属板上的金属箔带进行加热和保温。
上述的一种自动进料的超声波固结焊接机器人装置,所述加热台上设置有温度传感器用于监测基板温度。
上述的一种自动进料的超声波固结焊接机器人装置,所述送料组件包括传动机构、箔带限位器、加热单元,所述传动机构用于将箔带输送至加热台,所述箔带限位器位于箔带两侧对箔带进行限位,所述箔带穿过加热单元。
上述的一种自动进料的超声波固结焊接机器人装置,所述加热单元为高频感应加热器。
上述的一种自动进料的超声波固结焊接机器人装置,所述传动机构包括安装座、传动座、安装杆,所述安装座位于远离加热台一端,所述安装杆位于靠近安装座一端,所述传动座安装于安装杆上并可沿安装杆前后滑动,所述安装座内设置有第一气缸,所述第一气缸活塞杆与传动座固定连接,所述传动座及安装座上表面设置有箔带限位器,所述传动座上方设置有箔带盖板,所述箔带盖板可实现松开及夹紧动作,所述加热单元位于传动座与安装座之间。
上述的一种自动进料的超声波固结焊接机器人装置,所述箔带断头台包括刀头、底座、支撑架、第二气缸,所述支撑架安装于底座上,所述支撑架上设置有滑槽,所述刀头安装于滑槽内并可沿滑槽上下移动,所述第二气缸活塞杆与刀头连接用于控制刀头升降。
上述的一种自动进料的超声波固结焊接机器人装置,所述焊头夹持机械臂包括六轴机器人、底座,所述六轴机器人夹持超声波焊接头,所述六轴机器人与超声波焊接头连接位置设置有减震器用于吸收传导到六轴机器人上的力,防止六轴机器人共振损坏;所述六轴机器人夹持段设置有气嘴,所述气嘴与惰性气体储存罐连接。
本发明的有益效果是,通过加热台内部的加热器既满足了第一层箔带焊接时候的预热,又满足了对已经焊接在金属板上的样品有相应的保温作用,有效提高焊接效率;通过送料组件的加热单元对金属箔带进行预热,提高焊接效率的同时,避免因金属箔带受热不均匀导致超声波焊接增材样品出现裂纹;通过在焊头夹持机械臂与超声波焊接头连接位置设置减震器,吸收传导到焊头夹持机械臂上的超声能量,防止超声波引起机器人的共振造成机械结构的损坏,提高装置的使用寿命;通过设置气嘴,气嘴与惰性气体储存罐连接,在超声波焊接增材过程中给工件表面制造无氧环境,避免工件受热氧化,提高焊接增材产品的质量。
附图说明
下面结合附图和实施例对本发明进一步说明。
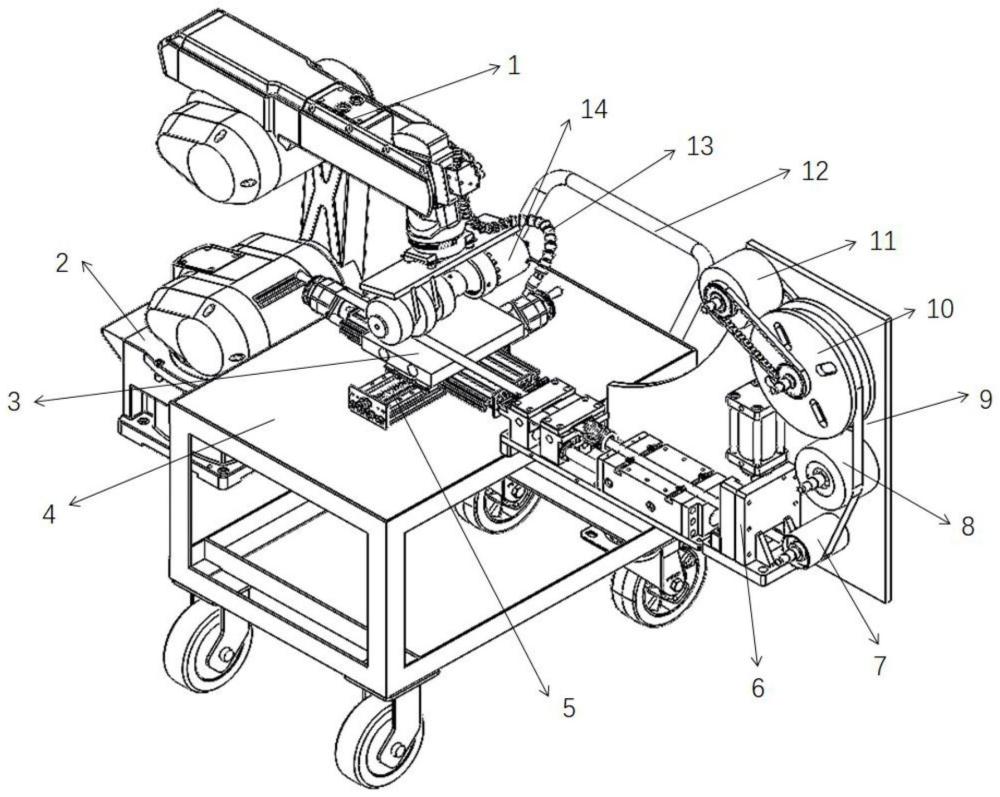
图1为本发明实施例示意图;
图2为本发明实施例送料组件示意图;
图3为本发明实施例箔带断头台示意图;
图4为本发明实施例工作流程图。
图中,1.六轴机器人,2.底座,3.加热台,4.工作台本体,5.移动组件,6.箔带断头台,7.从动轮,8.张紧轮,9.安装板,10.原料轮,11.驱动轮,12.把手,13.气嘴,14.超声波焊接装置,15.箔带限位器,16.高频感应加热器,17.箔带盖板,18.安装座,19.传动座,20.安装杆,21.第二气缸,22.支撑架,23.底座,24.刀头。
具体实施方式
为使本领域技术人员更好的理解本发明的技术方案,下面结合附图和具体实施方式对本发明作详细说明。
本实施例公开了一种自动进料的超声波固结焊接机器人装置,具体结构如图1所示,包括焊头夹持机械臂、焊接工作台,焊头夹持机械臂位于焊接工作台一侧,焊接工作台包括工作台本体4、移动组件5、进料装置、加热台3,移动组件5位于工作台本体4上表面中间位置,移动组件5上方安装有加热台3,移动组件5用来控制加热台3在X轴和Y轴方向的移动,便于加工复杂的零件,与焊头夹持机械臂相对的加热台3侧设置有进料装置,进料装置包括安装板9、箔带断头台6、送料组件,安装板9上安装有驱动轮11、原料轮10、张紧轮8及从动轮7,驱动轮11与电机输出轴固定连接,驱动轮11与原料轮10通过皮带连接,张紧轮8位于原料轮10下方,从动轮7位于张紧轮8下方,原料轮10上的箔带依次经过张紧轮8、从动轮7、箔带断头台6、送料组件延伸至加热台3。张紧轮8内设置有张力传感器,可进行张力检测,通过检测张力对驱动轮的转速进行调整。送料组件及箔带断头台上均设置有位移传感器,用于监测箔带。
本实施例中,移动组件包括X轴移动组件及Y轴移动组件,X轴移动组件包括安装架、螺杆、驱动电机、滑块,螺杆安装在安装架上,驱动电机输出轴与螺杆固定连接,滑块套接在螺杆上并可沿螺杆滑动,X轴移动组件与Y轴移动组件结构相同,Y轴移动组件的安装架与X轴移动组件的滑块固定连接,加热台3与Y轴移动组件的滑块固定连接,X轴移动组件与Y轴移动组件相互配合,即可实现加热台的移动。
工作台本体4底部四角设置有万向轮,工作台本体4一侧设置有把手12,工作人员可以根据需要移动焊接工作台,方便灵活。
工作时,加热台3表面放置金属板,加热台3内部设置有加热器用于对已经焊接到金属板上的金属箔带进行加热和保温,加热台3上设置有温度传感器用于监测基板温度。本实施例公开的超声波焊接装置可用于超声波增材制造,加热台3既满足了第一层箔带焊接的时候有相应的预热,又满足了对已经焊接在金属板上的样品有相应的保温作用。
如图2所示,送料组件包括传动机构、箔带限位器15、高频感应加热器16,传动机构用于将箔带输送至加热台3,箔带限位器15位于箔带两侧对箔带进行限位,箔带穿过高频感应加热器16对箔带进行预热,提高焊接增材的效率。高频感应加热器16是加热线圈用来对进料箔进行提前预热,使其达到相应的工作温度。高频感应加热器16也可以替换为激光加热、电阻加热等形式,只要能实现提前预热的作用均可。
传动机构包括安装座18、传动座19、安装杆20,安装座18位于远离加热台3一端,安装杆20位于靠近安装座18一端,传动座19安装于安装杆20上并可沿安装杆20前后滑动,安装座18内设置有第一气缸,第一气缸活塞杆与传动座19固定连接,传动座19及安装座18上表面设置有箔带限位器15,传动座19上方设置有箔带盖板17,箔带盖板17可实现松开及夹紧动作,高频感应加热器16位于传动座与安装座之间。
箔带盖板17连接至磁铁,磁铁以上N下S排列,磁铁下部放有带通电螺线管的铁芯,螺线管线圈连接至直流电机。在有正向电流的情况下,铁芯被通电螺线管的磁场磁化,磁化后的铁芯变成一个磁体,形成上S下N的磁场,与上方的磁铁相互吸引,随之箔带盖板夹紧,此时第一气缸活塞杆伸出将传动座推出,此时带动箔片向前运动;在有反向电流的情况下,铁芯形成上N下S的磁场,与上方的磁铁相互排斥,箔带盖板松开,第一气缸活塞杆收回带动传动座收回,回到起始位置,实现了箔带向前运输。
如图3所示,箔带断头台包括刀头24、底座23、支撑架22、第二气缸21,支撑架22安装于底座23上,支撑架22上设置有滑槽,刀头24安装于滑槽内并可沿滑槽上下移动,第二气缸21活塞杆与刀头24连接用于控制刀头升降。
焊头夹持机械臂包括六轴机器人1、底座2,六轴机器人1夹持超声波焊接头14,本实施例中六轴机器人1为安川MOTOMAN-SP210,属于现有技术,因此六轴机器人的具体结构在此处不做赘述,本实施例中超声波焊接装置14的连接面为平面,方便与六轴机器人连接。六轴机器人与超声波焊接头连接位置设置有减震器用于吸收传导到六轴机器人上的超声能量,防止超声波引起机器人的共振造成机械结构的损坏;六轴机器人夹持段设置有气嘴13,气嘴13与惰性气体储存罐连接,在超声波焊接增材过程中用来给工件表面制造无氧环境,避免工件受热氧化。
如图4所示,工作时,将箔带装配在原料轮上,箔带依次通过张紧轮、从动轮、箔带断头台、进料组件并固定,箔带断头台和进料组件各自的传感器检测到箔带后发送信号给总控台,工作人员在总控台设置好所需箔带长度后,启动电机,通过电机驱动驱动轮11旋转,驱动轮11通过皮带与原料轮10相连接,带动原料轮10给料,箔带从原料轮10依次通过张紧轮8、从动轮7,穿过箔带断头台6,箔带断头台的传感器检测通过的箔带的长度,当达到预设长度时发送信号给总控台,总控台控制第二气缸工作,通过第二气缸21控制刀头切割对箔带进行实时切割,实现原料的定量切割,避免手工加料导致的加料不准确、原料浪费等问题,送料组件在此过程中将箔带送至加热台。送料组件中配有箔带限位器,限制箔带左右移动,再穿过高频感应加热器16,以满足对箔带的预热,送料组件前段装有箔带盖板,避免箔带输送过程中起翘,同时通过夹紧、松开箔带将箔带向前输送。整个进料系统通过第一气缸前后拉伸输出来实现,具体工作原理如上所述,在此不再赘述。从送料组件出来的箔带被输送到加热台上,气嘴一直输出惰性气体,保证从送料组件出来的预热箔带不会被氧化,此时超声波焊头在机器人的作用下开始焊接。
以上实施例仅为本发明的示例性实施例,不用于限制本发明,本发明的保护范围由权利要求书限定。本领域技术人员可以在本发明的实质和保护范围内,对本发明做出各种修改或等同替换,这种修改或等同替换也应视为落在本发明的保护范围内。
- 一种自动进料装置及带有该自动进料装置的机床
- 一种自动追频超声波焊接电源装置及其控制方法
- 一种全自动超声波焊接装置
- 一种感应式自动化LED灯头自动进料锁紧出料输送装置
- 一种焊丝进料装置以及自动焊接机器人
- 一种机器人自动超声波焊接装置