一种橡胶件脱模落料装置
文献发布时间:2023-06-19 12:21:13
技术领域
本发明涉及自动脱模技术领域,特别是涉及一种橡胶件脱模落料装置。
背景技术
如图1所示的橡胶壳体呈不规则的筒状结构,两端开放,其为汽车零配件。此种橡胶壳体采用注塑成型的方式进行加工,在注塑模具的成型部分包括了上模板、下模板和型芯,上模板和下模板配合用于成型橡胶壳体的外部形状,型芯用于成型出橡胶壳体的内腔,在注塑成型后,上模板上行以及下模板下行,工作人员用气枪对已经成型好的橡胶壳体进行降温,再手动取下橡胶壳体,但此种脱模方式浪费人力和时间,且工作效率低、工作强度大;此外,在人工取产品的时候,由于产品的温度较高,在对产品进行冷却时,存在烫伤工作人员的可能性,具有安全隐患。
发明内容
本发明的目的在于提供一种橡胶件脱模落料装置,以克服现有技术的不足。
为达到上述目的,本发明的技术方案如下:
本发明公开了一种橡胶壳体脱模落料装置,包括橡胶壳体夹取机构、移动机构、整体移动机构、卸料机构以及收料机构,所述橡胶壳体夹取机构用于水平夹取注塑模具的型芯上的橡胶壳体,所述移动机构用以带动所述橡胶壳体夹取机构水平靠近或远离注塑模具,所述整体移动机构用于带动所述移动机构和橡胶壳体夹取机构整体水平移动至设定位置,所述卸料机构用于将橡胶壳体从所述橡胶壳体夹取机构上取下,所述收料机构用于承接从所述卸料机构上落入的橡胶壳体。
优选的,所述橡胶壳体夹取机构包括顶板、底板、侧板、上模板、下模板、第一气缸和第二气缸,所述顶板和底板分别与所述侧板固定连接,所述侧板的一侧与移动机构连接,所述上模板位于所述顶板的下方,所述下模板位于所述底板的上方,所述上模板和下模板上分别设置有与橡胶壳体外形匹配的上定位槽和下定位槽,所述第一气缸用于驱动所述上模板向上或下,所述第二气缸用于驱动所述下模板向上或下,当在所述第一气缸的带动下下行的所述上模板与在所述第二气缸的带动下上行的所述下模板贴合时,所述上模板和下模板夹紧橡胶壳体。
优选的,所述橡胶壳体夹取机构还包括上固定板和下固定板,所述第一气缸和第二气缸的缸体分别固设于所述顶板上,所述第一气缸的伸缩杆与所述上固定板固定连接,所述上模板与所述上固定板的下方固定连接,第二气缸的伸缩杆与所述下固定板固定连接,所述下模板与所述下固定板的上方固定连接,所述第一气缸的伸缩杆伸出时带动所述上固定板下行,所述第二气缸的伸缩杆缩回时带动所述下固定板上行。
优选的,所述橡胶壳体夹取机构还包括上导套、下导套和导柱,所述导柱固设于所述顶板和底板之间,所述上导套嵌设于所述上固定板中,所述下导套嵌设于所述下固定板中。
优选的,所述导柱上设置有上限位圈和下限位圈,当所述上模板下行至所述上导套与所述上限位圈接触时,所述上模板停止下行,当所述下模板上行至所述下导套与所述下限位圈接触时,所述下模板停止上行。
优选的,所述橡胶壳体夹取机构还包括用于定位橡胶壳体端面的端面定位组件,所述端面定位组件包括第一水平移动气缸、气缸固定板、连接板和定位块,所述气缸固定板固设于所述侧板的内侧面上,所述第一水平移动气缸的缸体固设于所述气缸固定板上,所述第一水平移动气缸的伸缩杆与所述连接板固定连接,所述定位块与所述连接板固定连接,所述定位块的一侧设置有与与橡胶壳体的端面相匹配的异形结构。
优选的,所述移动机构包括气缸安装板、第二水平移动气缸,所述第二水平移动气缸的伸缩杆与所述侧板铰接。
优选的,所述气缸安装板上还固设于所述导向块和导杆,所述导向块内设置有与所述导杆匹配的导向孔,所述导杆的一端与所述侧板固定连接。
优选的,所述整体移动机构包括伺服电机、与所述伺服电机的转动轴连接的齿轮、与所述齿轮啮合的齿条、导轨和支架,所述伺服电机安装在所述气缸安装板上,所述气缸安装板的底端面与所述导轨的滑块连接,所述齿条和导轨分别固设于所述支架上。
优选的,所述卸料机构包括升降气缸、连接板和夹爪气缸,所述升降气缸竖直设置,所述升降气缸的伸缩杆与所述连接板固定连接,所述夹爪气缸固设于所述连接板的上方,所述夹爪气缸的夹爪上铰接支撑块;和/或,所述收料机构包括位于所述卸料机构下方的承接滑槽。
与现有技术相比,本发明的优点在于:
本发明提供的橡胶壳体脱模落料装置通过橡胶壳体夹取机构夹紧注塑模具上已经成型的产品,通过移动机构和整体移动机构协作移动到设定位置处,再通过卸料机构进行卸料至收料机构中进行收集,如此自动化是实现了注塑产品的自动脱模和落料收集,不仅节约了人力和时间,且提高了工作效率,避免了人工作业的危险。
附图说明
为了更清楚地说明本发明实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
图1为橡胶壳体的结构示意图;
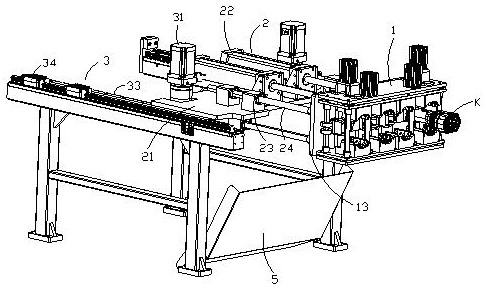
图2为本发明实施例所公开的一种橡胶壳体脱模落料装置的结构示意图;
图3为本发明实施例所公开的橡胶壳体夹取机构的结构示意图一;
图4为本发明实施例所公开的橡胶壳体夹取机构的主视图;
图5为本发明实施例所公开的橡胶壳体夹取机构的结构示意图二;
图6为本发明实施例所公开的移动机构和整体移动机构的结构示意图;
图7为本发明实施例所公开的卸料机构的结构示意图。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。
参见图2-7所示,本发明实施例公开了一种橡胶壳体脱模落料装置,包括橡胶壳体夹取机构1、移动机构2、整体移动机构3、卸料机构4以及收料机构5,橡胶壳体夹取机构1用于水平夹取注塑模具的型芯上的橡胶壳体K,移动机构2用以带动橡胶壳体夹取机构1水平靠近或远离注塑模具,整体移动机构3用于带动移动机构2和橡胶壳体夹取机构1整体水平移动至设定位置,卸料机构4用于将橡胶壳体从橡胶壳体夹取机构1上取下,收料机构5用于承接从卸料机构4上落入的橡胶壳体。
橡胶壳体夹取机构1包括顶板11、底板12、侧板13、上模板14、下模板15、第一气缸16和第二气缸17,顶板11和底板12分别与侧板13固定连接,侧板13的一侧与移动机构2连接,多个上模板14位于顶板11的下方,多个下模板15位于底板12的上方,多个上模板14和多个下模板15一一对应,上模板14和下模板15上分别设置有与橡胶壳体外形匹配的上定位槽和下定位槽,第一气缸16用于驱动上模板14向上或下,第二气缸17用于驱动下模板15向上或下,当在第一气缸16的带动下下行的上模板14与在第二气缸17的带动下上行的下模板15贴合时,上模板14和下模板15夹紧橡胶壳体。
橡胶壳体夹取机构1还包括上固定板18和下固定板19,第一气缸16和第二气缸17的缸体分别固设于顶板11上,第一气缸16的伸缩杆与上固定板18固定连接,第二气缸17的伸缩杆与下固定板19固定连接,多个上模板14与上固定板18的下方固定连接,多个下模板15与下固定板19的上方固定连接,第一气缸16的伸缩杆伸出时带动上固定板18下行,第二气缸17的伸缩杆缩回时带动下固定板19上行。
将第一气缸16和第二气缸17都设在顶板11上,第一气缸16下推上模板14,第二气缸17上拉下模板15,如此实现上下模板的接触,如此可以减小整个橡胶壳体夹取机构1的体积,简化机构。
橡胶壳体夹取机构1还包括上导套110、下导套111和导柱113,导柱113固设于顶板11和底板12之间,上导套110嵌设于上固定板18中,下导套111嵌设于下固定板19中。采用导套和导柱可以起到导向的作用,提高上模板14和下模板15运动的平稳性。
导柱113上设置有上限位圈114和下限位圈115,当上模板14下行至上导套110与上限位圈114接触时,上模板14停止下行,当下模板15上行至下导套111与下限位圈115接触时,下模板15停止上行。通过上限位圈114可以限制上导套110继续下行,进而限制上模板14继续下行,通过下限位圈115可以限制下导套111继续上行,进而限制下模板15继续上行,防从起到保护上模板14和下模板15的作用。
橡胶壳体夹取机构1还包括用于定位橡胶壳体端面的端面定位组件,端面定位组件包括第一水平移动气缸116、气缸固定板117、连接板118和定位块119,气缸固定板117固设于侧板13的内侧面上,第一水平移动气缸116的缸体固设于气缸固定板117上,第一水平移动气缸116的伸缩杆与连接板118固定连接,定位块119与连接板118固定连接,定位块119的一侧设置有与与橡胶壳体的端面相匹配的异形结构。
第一水平移动气缸116带动定位块119前进并且插入至橡胶壳体内,如此可以起到定位橡胶壳体的作用,防止橡胶壳体前后窜动。
移动机构2包括气缸安装板21、第二水平移动气缸22,第二水平移动气缸22的伸缩杆与侧板13铰接。气缸安装板21上还固设于导向块23和导杆24,导向块23内设置有与导杆24匹配的导向孔,导杆24的一端与侧板13固定连接。
整体移动机构3包括伺服电机31、与伺服电机31的转动轴连接的齿轮32、与齿轮32啮合的齿条33、导轨34和支架35,伺服电机31安装在气缸安装板21上,气缸安装板21的底端面与导轨34的滑块连接,齿条33和导轨34分别固设于支架35上。伺服电机31带动齿轮32转动,齿轮32沿着齿条33的长度方向移动,从而带动气缸安装板21在导轨34上移动到设定的位置。
卸料机构4包括升降气缸41、连接板42和夹爪气缸43,升降气缸41竖直设置,升降气缸41的伸缩杆与连接板42固定连接,夹爪气缸43固设于连接板42的上方,夹爪气缸43的两个夹爪上分别铰接一支撑块44;收料机构5包括位于卸料机构4下方的承接滑槽。
本发明实施例提供的橡胶壳体脱模落料装置的工作原理如下:
注塑模具完成产品注塑成型后,下模下行至设定位置,型芯位于下模之中,型芯随同下模再水平移动至设定位置而远离上模的下方,接着型芯从下模中脱出上升至设定位置,此外注塑模具注塑完成后所完成的动作,整体移动机构3带动移动机构2向靠近注塑模具的方向移动,当移动至设定位置时停止;接着移动机构2开始动作,即第二水平移动气缸22带动橡胶壳体夹取机构1向靠近注塑模具的方向移动到设定位置,在到达注塑模具之前,上模板14和下模板15处于分来状态,且第一水平移动气缸116已经带动定位块119的伸出,预备定位橡胶壳体的端面,当橡胶壳体夹取机构1到达设定位置时,定位块119与橡胶壳体的端面接触进行定位;然后,橡胶壳体夹取机构1动作,第一气缸16带动上模板14下行,第二气缸17带动下模板15上行,上下模板接触后,通过上定位槽和下定位槽夹紧橡胶壳体;接着,移动机构2带动橡胶壳体夹取机构1后退至设定位置,接着卸料机构4开始动作,升降气缸41带动夹爪气缸43上升至设定高度,并且夹爪气缸43的夹爪打开,也就是说两个支撑块44随着呈打开状态,随后移动机构2再带动橡胶壳体夹取机构1返回,使得橡胶壳体的一端套住夹爪气缸43的支撑块与支撑块接触;紧接着,上下模板分开,并且移动机构2带动橡胶壳体夹取机构1后退离开,由于支撑块为活动块,且只能支撑橡胶壳体的一端,橡胶壳体在上下模板退出后在自重的作用下翻倒入承接滑槽内。
对这些实施例的多种修改对本领域的专业技术人员来说将是显而易见的,本文中所定义的一般原理可以在不脱离本发明的精神或范围的情况下,在其它实施例中实现。因此,本发明将不会被限制于本文所示的这些实施例,而是要符合与本文所公开的原理和新颖特点相一致的最宽的范围。
- 一种橡胶件脱模落料装置
- 一种冷焰火喷发机落料推料杆和冷焰火喷发机落料装置