铂族金属弥散强化材料的制备方法
文献发布时间:2023-06-19 11:44:10
技术领域
本发明属于金属材料技术领域,具体涉及一种铂族金属弥散强化材料的制备方法。
背景技术
目前,铂族金属材料(例如铂或者其合金)因熔点高、抗氧化、耐腐蚀等优异性能而在玻璃工业等领域得到了广泛应用。然而,纯铂材料应用于高温环境下时存在如下弱点:高温下机械强度很低;晶格结构中晶粒过度生长;对于铂族金属板材来说,在极端情况下,单一晶粒的晶界甚至会扩展到一整个铂板的厚度(参阅图1所示)。这些缺陷的存在严重限制了铂族金属的进一步推广应用。对于这样的问题,业界的众多研究人员认为,可供选择的解决方案是,将某种氧化物(如氧化锆、氧化钇等)弥散到铂的晶界之间,完全阻止晶粒生长,以维持材料的在整个生命周期中的特性不变。现有的一种具体解决方案大致为:将纯的铂族金属与Zr等交替层叠,而后热压,由此形成的铂族金属板材虽然在厚度方向上的强度加大,但在板材平面方向上的强度并无明显改善。现有的另一种具体解决方案是先制备铂族金属粉体,再将铂族金属粉体与Zr或其氧化物的粉体均匀混合,之后依次进行冷等静压、烧结、轧制处理。但其中的铂族金属粉体基本上为球形颗粒,导致颗粒之间的结合强度弱,在轧制过程中内应力大,存在各向异性,最终导致所获产品的性能不甚理想。
发明内容
本发明的主要目的在于提供一种铂族金属弥散强化材料的制备方法,以克服现有技术中的不足。
为实现前述发明目的,本发明采用的技术方案包括:
本发明实施例提供了一种铂族金属弥散强化材料的制备方法,其包括:
将铂族金属与强化材料混合熔炼后制成铸锭,所述强化材料包括金属锆;
使所述铸锭沿晶格的指定方向进行形变,再将形变后的铸锭加工为铂族金属合金粉;
将所述铂族金属合金粉烧结,再进行去应力的成形处理,获得铂族金属弥散强化材料。
在一些实施方式中,所述铸锭中的强化材料含量为0.01wt%~0.5wt%。
在一些实施方式中,所述铂族金属包括铂铑合金。
在一些实施方式中,所述铂铑合金中Rh的含量为1wt%~30wt%。
在一些实施方式中,所述铂族金属合金粉的粒径为100μm~1mm。
在一些实施方式中,所述的制备方法包括:通过轧制方式使所述铸锭沿晶格的指定方向进行形变。优选的,其中采用的轧制方式为冷轧。
在一些实施方式中,所述去应力的成形处理包括锻造和轧制。优选的,其中采用的锻造方式为自由锻造。优选的,其中采用的轧制方式为冷轧。
本发明实施例还提供了由前述任一方法制备的铂族金属弥散强化材料。
在一些实施方式中,所述铂族金属弥散强化材料为板材。
与现有技术相比,本发明的优点包括:
1)提供的铂族金属弥散强化材料的制备方法具有工艺简单、适于工业化生产,成本低廉等优点;
2)制备的铂族金属弥散强化材料具有优异的高温力学性能,且在高温环境下,其材料特性于生命周期内不衰减,机械强度相较于现有的铂铑合金材料增大4-8倍,蠕变强度相较于金属铂增大近1000倍,且抗腐蚀能力也得以大幅加强。
附图说明
图1是一种熔炼法制备的金属Pt轧制板材的金相照片;
图2是对照例1中采用熔炼法制备的一种铂铑合金轧制板材在不同温度下的蠕变断裂强度测试图;
图3是对照例2中采用熔炼法制备的一种铂铑合金轧制板材在不同温度下的蠕变断裂强度测试图谱;
图4是实施例1中制备的一种铂铑合金弥散强化材料的金相照片;
图5是实施例1中制备的一种铂铑合金弥散强化材料断裂后的扫描电镜照片;
图6是实施例1中制备的一种铂铑合金弥散强化材料(轧制板材)的在不同温度下的蠕变断裂强度测试图谱;
图7是实施例2中制备的一种金属铂弥散强化材料(轧制板材)在不同温度下的蠕变断裂强度测试图谱;
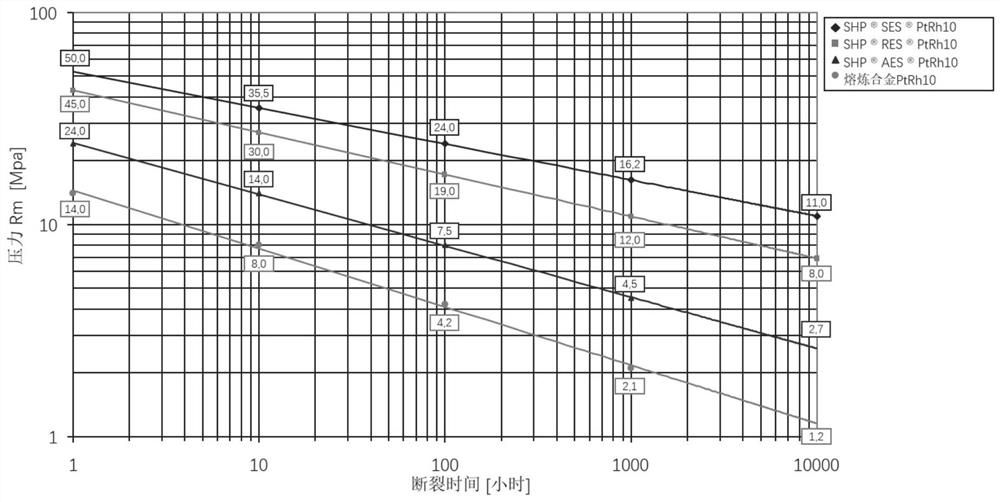
图8是实施例1中制备的三种铂铑合金弥散强化材料(轧制板材)与对照例1中制备的一种铂铑合金轧制板材在1400℃下的蠕变断裂强度测试图谱。
具体实施方式
如下将结合若干实施例对本发明的技术方案进行更为详细的说明。需要指出的是,若非特别说明,则如下实施例中采用的各原材料及设备等均可以通过市场购买等途径获取,而诸如熔炼、铸造、轧制、烧结、锻造等操作均可以依据本领域已知的方式实施。
对照例1:按照文献(如“铂铑合金性能研究”[J].铸造技术,2010,31(11):1439-1440)记载的方法,将金属铂和金属铑混合熔炼,之后直接进行轧制,获得厚度约为1mm的熔炼合金PtRh10板材。
对照例2:按照文献(如“铂铑合金性能研究”[J].铸造技术,2010,31(11):1439-1440)记载的方法,将金属铂和金属铑混合熔炼,之后直接进行轧制,获得厚度约为1mm的熔炼合金PtRh20板材。
实施例1-实施例2按照下表1所列配方,将铂铑合金、金属铂、金属锆等混合熔炼后制成铸锭,之后对该铸锭进行冷轧,使其沿晶格的指定方向进行形变,直至使其中的金属晶粒取向排布,其后将形变后的铸锭加工为粒径为100μm~1mm的铂族金属合金粉,然后将该铂族金属合金粉烧结,再进行自由锻造和冷轧,获得厚度约为0.5-2mm的铂铑合金弥散强化材料轧制板材。
其中,实施例1制备的三种轧制板材分别被命名为
表1
对实施例1-实施例2及对比例1-对比例2制备的各样品在不同温度下的蠕变断裂强度进行测试,结果分别如图2、3、6、7所示。
实施例1制备的三种样品在1400℃下的蠕变断裂强度测试结果如图8所示。
需说明的是,图2、3、6、7、8中所示的各个测试数据是对多个同种样品进行多次测试后的平均值。
前述熔炼合金PtRh10板材、熔炼合金PtRh20板材在工作温度为1400℃、工作拉力为8MPa的断裂时间分别为10h左右、20h左右。
前述
实施例1中制备的一种
应当理解,以上所述仅是本发明的具体实施方式,应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理的前提下,还可以做出若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 铂族金属弥散强化材料的制备方法
- 抗高温变形的高强度铂族金属材料和制备方法