电池及其制造方法
文献发布时间:2023-06-19 19:20:08
技术领域
本技术涉及电池及其制造方法。
背景技术
以往采用了在将电解液注入至电池的外装罐之后通过封堵部件来封堵电解液注液孔的构造。这样的构造例如记载于日本特开2019-44928号公报。在日本特开2019-44928号公报所记载的构造中,封堵部件被敛缝(swaging)固定于外装罐。
发明内容
在封堵部件被敛缝固定于外装罐的情况下,为了确保外装罐的密闭性,要求保持稳定的封堵状态。本技术的目的在于,提供能够保持通过封堵部件对电解液注液孔的稳定的封堵状态的电池及其制造方法。
本技术所涉及的电池具备:电极体及电解液;外装罐,包括外表面及内表面,收纳电极体及电解液,具有从外表面到达内表面的注液孔;以及封堵部件,被敛缝固定于外装罐来封堵注液孔。封堵部件包括:第1部件,具有被插入至注液孔的轴部;和第2部件,具有与轴部卡合的卡合部。轴部具有:抵接面,供卡合部抵接;和敛缝固定部,形成为位于外装罐的内表面与卡合部之间,将封堵部件固定于外装罐。外装罐中的形成注液孔的部分的厚度(A)和轴部的抵接面与外装罐的内表面的距离(B)满足0.55≤B/A的关系。
本技术所涉及的电池的制造方法具备:将电极体收纳于外装罐的工序;经由设置于外装罐的注液孔来向外装罐的内部注入电解液的工序;以及通过封堵部件来封堵注液孔的工序。封堵的工序包括:准备具有轴部的第1部件和具有与轴部卡合的卡合部的第2部件;将轴部插入至注液孔;以及使第2部件的卡合部与形成于第1部件的轴部的抵接面抵接,并利用卡合部压缩轴部,由此在位于外装罐的内表面与卡合部之间的轴部形成敛缝固定部。外装罐中的形成注液孔的部分的厚度(A)和形成敛缝固定部之前的状态下的轴部的抵接面与外装罐的内表面的距离(C)满足1.37≤C/A的关系。
根据和附图关联而理解的与本发明相关的如下详细的说明,本发明的上述以及其他目的、特征、方面以及优点变得清楚。
附图说明
图1是方形二次电池的立体图。
图2是图1中的II-II剖视图。
图3是表示1个实施方式所涉及的封堵部件的构造的剖视图。
图4是表示比较例所涉及的封堵部件的构造的剖视图。
图5是表示1个实施方式所涉及的封堵部件的敛缝固定前的构造的剖视图。
图6是表示比较例所涉及的封堵部件的敛缝固定前的构造的剖视图。
图7A~图7D是表示电解液的注液工序和封堵部件的敛缝工序的图。
图8A~图8C是表示1个实施方式所涉及的封堵部件的敛缝工序的剖视图。
图9A~图9C是表示比较例所涉及的封堵部件的敛缝工序的剖视图。
具体实施方式
以下,对本技术的实施方式进行说明。其中,存在对相同或者相当的部分标注相同的参照附图标记而不重复其说明的情况。
此外,当在以下说明的实施方式中言及个数、量等的情况下,除了特别记载的情况以外,本技术的范围不一定限定于该个数、量等。另外,在以下的实施方式中,除了特别记载的情况以外,各个构成要素不是对本技术而言一定必需的构成要素。
此外,在本说明书中,“具备(comprise)”以及“包括(include)”、“具有(have)”的记载为开放式。即,在包括某个结构的情况下,可以包括该结构以外的其他结构,也可以不包括该结构以外的其他结构。另外,本技术并不限定于一定起到在本实施方式中言及的全部作用效果的情况。
本实施方式所涉及的电池典型地是车载用的锂离子二次电池。但是,在本说明书中,“电池”并不限定于锂离子电池,能够包括镍氢电池等其他电池。
图1是方形二次电池1的立体图。图2是图1中的II-II剖视图。
如图1、图2所示,方形二次电池1包括电池外壳100、电极体200、绝缘片材300、正极端子400、负极端子500、正极集电部件600、负极集电部件700、罩部件800以及封堵部件900。
电池外壳100由具有开口的有底方筒状的方形外装体110和对方形外装体110的开口进行封口的封口板120构成。优选方形外装体110以及封口板120分别为金属制,更优先为铝或者铝合金制。
在封口板120设置有电解液注液孔121。在将电解液从电解液注液孔121注入至电池外壳100内之后,电解液注液孔121被封堵部件900(铆钉)封堵。
在封口板120设置有气体排出阀122。在电池外壳100内的压力成为规定值以上时,气体排出阀122断裂。由此,电池外壳100内的气体被排出至电池外壳100外。
电极体200与电解液一同被收纳于电池外壳100内。电极体200是正极板与负极板隔着隔板层叠而成的部件。在电极体200与方形外装体110之间配置有树脂制的绝缘片材300。
在电极体200的封口板120侧的端部设置有正极极耳(tab)210A以及负极极耳210B。
正极极耳210A与正极端子400经由正极集电部件600电连接。正极集电部件600包括第1正极集电体610以及第2正极集电体620。此外,正极集电部件600也可以由1个部件构成。优选正极集电部件600为金属制,更优选为铝或者铝合金制。
负极极耳210B与负极端子500经由负极集电部件700电连接。负极集电部件700包括第1负极集电体710以及第2负极集电体720。此外,负极集电部件700也可以由1个部件构成。优选负极集电部件700为金属制,更优选为铜或者铜合金制。
正极端子400经由树脂制的外部侧绝缘部件410被固定于封口板120。负极端子500经由树脂制的外部侧绝缘部件510被固定于封口板120。
优选正极端子400为金属制,更优选为铝或者铝合金制。优选负极端子500为金属制,更优选为铜或者铜合金制。负极端子500可以具有被配置于电池外壳100的内部侧的由铜或者铜合金构成的区域和被配置于电池外壳100的外部侧的由铝或者铝合金构成的区域。
罩部件800位于第1正极集电体610与电极体200之间。罩部件800也可以设置于负极集电体侧。另外,罩部件800不是必需的部件,能够适当地省略。
在制造方形二次电池1时,正极端子400、负极端子500、正极集电部件600、负极集电部件700以及罩部件800被组装于封口板120。另一方,电极体200被绝缘片材300包围。电极体200以及绝缘片材300被插入至方形外装体110。然后,将封口板120焊接连接于方形外装体110,通过封口板120将方形外装体110的开口封口,形成密闭的电池外壳100。
然后,将非水电解液从设置于封口板120的电解液注液孔121注入至电池外壳100。作为非水电解液,例如可使用包含碳酸亚乙酯(EC)、碳酸甲乙酯(EMC)、碳酸二乙酯(DEC)和碳酸二甲酯(DMC)的非水电解液。
在注入了非水电解液之后,经由电池外壳100内的减压工序,电解液注液孔121被封堵部件900封堵。通过以上的工序的实施,完成方形二次电池1。
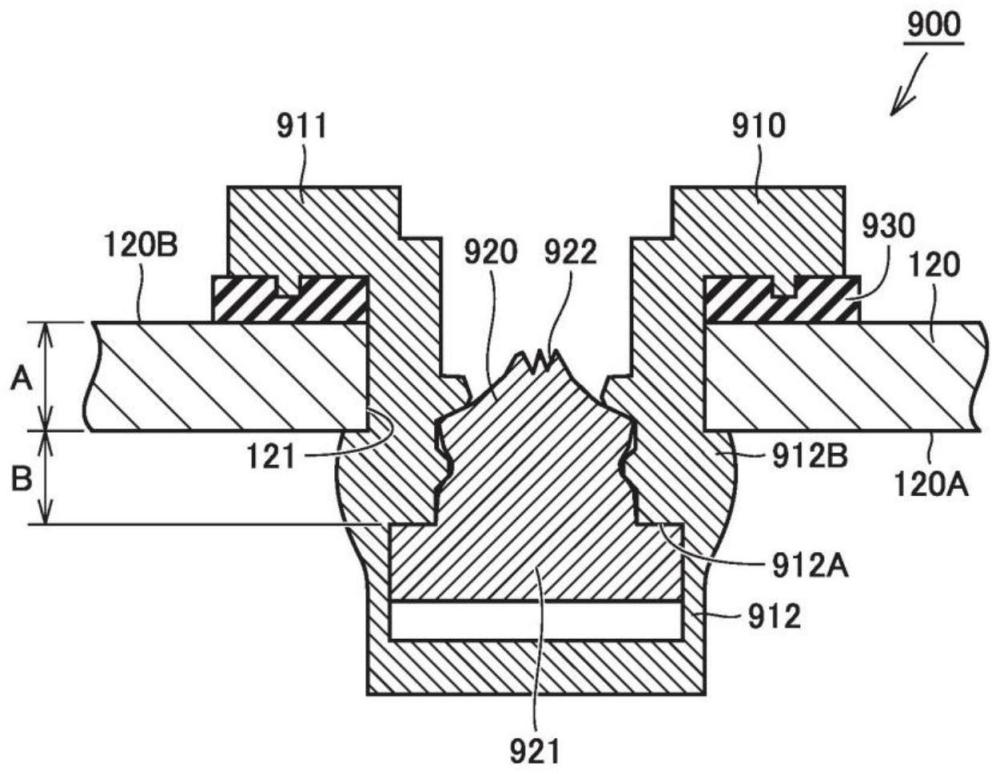
图3是表示本实施方式所涉及的封堵部件900的构造的剖视图。如图3所示,封堵部件900包括第1部件910、第2部件920以及第3部件930。
第1部件910(套筒)典型地由金属构成,但并不限定于此。第1部件910包括凸缘部911和轴部912。
凸缘部911与封口板120的外表面120B对置。凸缘部911在电池外壳100的外侧位于轴部912的径向外侧。
轴部912被插入至电解液注液孔121。轴部912具有:抵接面912A,供第2部件920抵接;和敛缝固定部912B,位于电池外壳100的内表面120A与抵接面912A之间。通过敛缝固定部912B来将包括第1部件910的封堵部件900固定于封口板120。
第2部件920(心轴)典型地由金属构成,但并不限定于此。第2部件920包括卡合部921和切断部922。
卡合部921与第1部件910的抵接面912A抵接。由此,第2部件920与第1部件910的轴部912卡合。切断部922是在形成敛缝固定部912B的工序中第2部件920被切断了的部分。通过预先在第2部件920设置脆弱部,能够决定切断部922的位置。
第3部件930(垫片)由硬度低于第1部件910的材料(例如树脂等)构成。第3部件930被在第1部件910的凸缘部911与封口板120的外表面120B之间压缩。由此,能够通过第3部件930将凸缘部911与封口板120的外表面120B之间密封。
封口板120的厚度(A)例如为1.0mm以上3.0mm以下左右。第1部件910的抵接面912A与封口板120的内表面120A的距离(B)被设定为满足0.55≤B/A的关系的范围。
在图3所示的例子中,封口板120的厚度(A)为1.17mm,第1部件910的抵接面912A与封口板120的内表面120A的距离(B)为0.71mm。因此,B/A=0.61。
图4是表示比较例所涉及的封堵部件900的构造的剖视图。在图4所示的比较例中,基本构造也与图3所示的构造相同。但是,在图4所示的例子中,封口板120的厚度(A)为1.08mm,第1部件910的抵接面912A与封口板120的内表面120A的距离(B)为0.33mm。因此,B/A=0.31。
这样,在本实施方式所涉及的封堵部件900(图3)中,与比较例所涉及的封堵部件900(图4)相比,第1部件910的抵接面912A与封口板120的内表面120A的距离(B)相对于封口板120的厚度(A)的比(B/A)高。具体而言,在图3的构造中,由于B/A=0.61,因而满足0.55≤B/A的关系,在图4的构造中,由于B/A=0.31,因而不满足0.55≤B/A的关系。
根据本实施方式所涉及的封堵部件900(图3),能够使形成在第1部件910的抵接面912A与封口板120的内表面120A之间的敛缝固定部912B的形状稳定,保持通过封堵部件900对电解液注液孔121的稳定的封堵状态。
图5是表示本实施方式所涉及的封堵部件900的敛缝固定前的构造的剖视图。如图5所示,未形成敛缝固定部912B的轴部912被插入至电解液注液孔121。第2部件920的卡合部921与轴部912的抵接面912A抵接。从图5所示的状态起上提第2部件920,通过卡合部921压缩轴部912,由此形成敛缝固定部912B。
在图5所示的状态下,第1部件910的抵接面912A与封口板120的内表面120A的距离(C)被设定为满足1.37≤C/A的关系的范围。
在图5所示的例子中,封口板120的厚度(A)为1.00mm,第1部件910的抵接面912A与封口板120的内表面120A的距离(C)为1.76mm。因此,C/A=1.76。
图6是表示比较例所涉及的封堵部件900的敛缝固定前的构造的剖视图。在图6所示的比较例中,基本构造也与图5所示的构造相同。但是,在图6所示的例子中,封口板120的厚度(A)为1.50mm,第1部件910的抵接面912A与封口板120的内表面120A的距离(C)为1.29mm。因此,C/A=0.86。
这样,在本实施方式所涉及的敛缝固定前的封堵部件900(图5)中,与比较例所涉及的敛缝固定前的封堵部件900(图6)相比,第1部件910的抵接面912A与封口板120的内表面120A的距离(C)相对于封口板120的厚度(A)的比(C/A)高。具体而言,在图5的构造中,由于C/A=1.76,因而满足1.37≤C/A的关系,在图6的构造中,由于C/A=0.86,因而不满足1.37≤C/A的关系。
根据本实施方式所涉及的敛缝固定前的封堵部件900(图5),由于位于第1部件910的抵接面912A与封口板120的内表面120A之间的轴部912的距离被设定得大,所以敛缝工序中的轴部912的压曲裕度(margin for buckling)大。其结果是,能够使形成在第1部件910的抵接面912A与封口板120的内表面120A之间的敛缝固定部912B的形状稳定,保持通过封堵部件900对电解液注液孔121的稳定的封堵状态。
图7A~图7D是表示电解液的注液工序和封堵部件的敛缝工序的图。如图7A所示,使用注液喷嘴10来向电池外壳100内注入电解液200A(注液工序)。
在电解液200A的注液工序之后,实施封堵部件900的敛缝工序。如图7B所示,对封口板120组装封堵部件900。此时,封堵部件900的第1部件910被插入至封口板120的电池外壳100内。在封堵部件900上设置敛缝夹具20。
敛缝夹具20包括夹爪(jaw)21、头部22以及按压部23。如图7C所示,利用设置于头部22内的夹爪21来保持封堵部件900的第2部件920。从该状态朝向图中上侧上提夹爪21。由此,如图7D所示,第1部件910被敛缝固定于封口板120,第2部件920在第1部件910的内部被切断。第1部件910被按压部23朝向图中下侧按压。由此,第3部件930被按压,第1部件910与封口板120之间被第3部件930密封。
图8A~图8C是表示本实施方式所涉及的封堵部件的敛缝工序的剖视图。如图8A所示,第1部件910的轴部912被插入至电解液注液孔121。
接下来,如图8B所示,通过上提第2部件920,使得轴部912的一部分压曲而形成敛缝固定部912B。在本实施方式中,由于如上述那样,轴部912的压曲裕度被确保得大,所以即便第2部件920的移动量小,也能够形成足够的敛缝固定部912B。因此,可抑制所形成的敛缝固定部912B进入至电解液注液孔121的内部。
在形成了敛缝固定部912B之后,如图8C所示,第1部件910被向图中下侧按压,第3部件930被压缩。由于如上述那样,可抑制敛缝固定部912B进入至电解液注液孔121的内部,所以在第1部件910被向下侧按压时(箭头F1),可抑制封口板120的变形。
图9A~图9C是表示比较例所涉及的封堵部件的敛缝工序的剖视图。在图9A~图9C所示的比较例中,基本工序也与图8A~图8C所示的工序相同。但是,在图9A~图9C所示的例子中,由于轴部912的压曲裕度小,所以为了形成具有所需的敛缝强度的敛缝固定部912B,需要增大第2部件920的移动量。因此,所形成的敛缝固定部912B容易进入至电解液注液孔121的内部。其结果是,在第1部件910被向下侧按压时(箭头F1),对封口板120也容易作用有朝向下侧的力(箭头F2),封口板120容易变形。
根据本实施方式所涉及的封堵部件900,由于第1部件910的轴部912的压曲裕度大,所以可抑制敛缝固定部912B进入至电解液注液孔121,可防止封口板120的变形。换言之,能够在抑制封口板120的变形的同时充分压缩第3部件930来提高密封性。作为结果,能够保持通过封堵部件900对电解液注液孔121的稳定的封堵状态。
对本发明的实施方式进行了说明,但应该认为本次公开的实施方式在全部的点上是例示而非限制性的。本发明的范围由技术方案示出,意在包括与技术方案等同的含义以及范围内的全部变更。
- 电池正极片及其制造方法和锂离子电池及其制造方法
- 电池正极片及其制造方法和锂离子电池及其制造方法
- 电池正极片及其制造方法和锂离子电池及其制造方法
- 用于制造全固体电池的方法以及通过该方法制造的全固体电池
- 水系锂离子二次电池用负极的制造方法和水系锂离子二次电池的制造方法
- 涂布方法、燃料电池的制造方法或燃料电池、二次电池的制造方法或二次电池、全固体电池的制造方法或全固体电池
- 碱性蓄电池用正极、碱性蓄电池用正极的制造方法、碱性蓄电池、碱性蓄电池的制造方法、碱性蓄电池用正极活性物质、碱性蓄电池用正极活性物质的制造方法