一种包装盒外包薄膜折边装置和方法
文献发布时间:2023-06-19 09:43:16
技术领域
本发明属于包装自动化生产技术领域,尤其涉及一种包装盒外包薄膜折边装置及其方法。
背景技术
商业化社会,企业为宣传自己的产品,都会力争使自己产品的外包装更美观更显高档,通常需在方形包装盒的外表面再包装上一层透明的薄膜。如电子产品、食品、化妆品、医药用品等的外包装上均需用一方形包装袋以起到防潮、防刮花或美观等作用。
现有的薄膜包装机例如中国发明专利申请(CN105366091A,公告日:20160302)公开了一种薄膜包装机,该薄膜包装机将单层薄膜紧密贴合于方形包装盒的表面,并在方形包装盒的一表面上形成一条封装线。该专利还提供一种薄膜包装机的包装工艺,包括:步骤S1:提供一平面状态的单层薄膜和一方形包装盒,方形包装盒行进的方向垂直于单层薄膜所在的平面;步骤S2:该薄膜包装机将薄膜包裹在方形包装盒表面,该方形包装盒的一表面中部形成有一封装线。依靠该专利制成的方形包装袋整体整洁,美观。
目前的包装盒在薄膜包装生产过程中存在以下几点问题:(一)在将薄膜和包装盒初步包装完后没有对其进行定位,从而容易导致后续在折边过程中出现定位不精准,从而造成折边不到位,大大影响了折边质量;(二)在进行薄膜折边过程中,由于无法良好的将包装盒进行固定定位,造成在折边时使包装盒发生移动,造成折边不成功,并且现有的设备在折边时效率较低同时折边精度也较低。
发明内容
本发明的目的是为了解决上述现有电池包装盒与薄膜折边质量差的问题,提供一种包装盒外包薄膜折边装置,该装置通过折边转移机构进行折边转移定位,提升定位精确性,通过前侧折边机构提升前侧折边高效性和精确性,通过后侧折边机构提升后侧折边高效性和精准性,大大提升折边质量。
为本发明之目的,采用以下技术方案:
一种包装盒外包薄膜折边装置,该装置包括折边转移机构、前侧折边机构和后侧折边机构;折边转移机构用于将包装盒外包薄膜组合件进行定位转移;前侧折边机构用于对包装盒外包薄膜组合件的前侧进行折边加工;后侧折边机构包括侧折边配合压紧支架、后侧折边顶部压紧气缸、后侧折边前侧顶紧气缸、后侧折边支架、后侧折边前后移动气缸和后侧折边模块;后侧折边配合压紧支架设置在机架上,且位于折边转移机构前侧,位于后侧折边配合压紧支架的后侧设置有第一后侧折边包装盒限位架;第一后侧折边包装盒限位架的顶部设置有第一限位架矩形凹口;后侧折边顶部压紧气缸纵向设置在后侧折边配合压紧支架的顶部后侧;后侧折边顶部压紧气缸位于折边转移机构上方;后侧折边顶部压紧气缸的底部连接有后侧折边顶部压紧板;后侧折边前侧顶紧气缸前后方向设置在后侧折边配合压紧支架的上部,后侧折边钱侧顶紧气缸的后端连接有后侧顶紧板;后侧折边支架设置在机架上,且位于折边转移机构后侧,位于后侧折边支架的后侧设置有第二后侧折边包装盒限位架;第二后侧折边包装盒限位架的顶部设置有第二限位架矩形凹口;后侧折边前后移动气缸前后方向设置在后侧折边支架的顶部中间,后侧折边前后移动气缸与后侧折边模块连接,并带动后侧折边模块进行前后移动。
作为优选,后侧折边模块包括后侧折边移动架、后侧折边顶紧气缸、第一侧端折边气缸、第二侧端折边气缸、上方后侧折边组和下方后侧折边组;后侧折边移动架与后侧折边前后移动气缸连接,且后侧折边移动架通过后侧折边移动滑轨设置在后侧折边支架;后侧折边顶紧气缸设置在后侧折边移动架后侧中部,后侧折边顶紧气缸的前部连接有后侧折边顶紧杆,后侧折边顶紧杆的后端穿过后侧折边移动架;第一侧部折边气缸和第二侧部折边气缸分别设置在后侧折边移动架后侧面中部的左右两侧;上方后侧折边组和下方后侧折边组对称设置在后侧折边移动架的上下两侧。
作为优选,第一侧部折边气缸和第二侧部折边气缸的移动部上连接有侧端折边推板,每块侧端折边推板的中间设置有侧端折边推块。
作为优选,上方后侧折边组包括后侧折边升降气缸、后侧折边升降板、后侧折边轴;后侧折边升降气缸纵向设置在后侧折边移动架的后侧,后侧折边移动架上位于后侧折边升降气缸的移动部设置有后侧折边升降移动空挡,后侧折边升降气缸的移动部穿过后侧折边升降移动空挡与后侧折边升降板连接,后侧折边升降板通过后侧折边升降滑轨设置在后侧折边移动架后侧,后侧折边升降板的底部设置有后侧折边U型空挡;后侧折边轴通过后侧折边轴承水平设置在后侧折边升降板底部。
作为优选,折边转移机构包括折边转移底板、折边转移气缸、折边转移移动板和多个折边转移夹紧组件;折边转移底板水平设置在机架底部,折边转移底板的中部设置有转移空挡;折边转移移动板通过两条折边转移滑轨设置在折边转移底板上;折边转移气缸设置在折边转移底板进料端的底部,折边转移气缸的移动部通过折边转移连接板穿过转移空挡与折边转移移动板底部连接,多个折边转移夹紧组件规则排列设置在折边转移移动板上;每个折边转移夹紧组件均包括折边转移夹紧支架、折边转移夹紧顶升气缸、折边转移夹紧顶升移动架和折边转移夹爪气缸;折边转移夹紧支架设置在折边转移移动板上,折边转移夹紧顶升气缸纵向设置在折边转移移动板上,折边转移夹紧顶升气缸的移动部穿过折边转移夹紧支架与折边转移夹紧顶升移动架的底部连接,折边转移夹爪气缸水平设置在折边转移夹紧顶升移动架的顶部,折边转移夹爪气缸的两个L型折边转移夹板;位于进料端的折边转移夹紧组件的前后两侧对称设置有折边前后定位组件。
作为优选,折边前后定位组件包括折边前后定位支架、折边前后定位气缸、折边前后定位移动架、折边前后定位夹爪气缸、折边前后定位顶升气缸;折边前后定位支架设置在机架上,折边前后定位气缸前后方向设置在折边前后定位支架的中部,折边前后定位气缸的移动部通过折边前后定位连接板与折边前后定位移动架连接,折边前后定位夹爪气缸设置在折边前后定位移动架的顶部,折边前后定位夹爪气缸的两个夹爪上均连接有呈Y型的折边定位夹板,每个折边定位夹板的内侧两端均设置有折边定位夹块;折边前后定位顶升气缸纵向设置在折边前后定位支架的内侧,折边前后定位顶升气缸的顶部连接有呈L型的顶升定位移动板。
作为优选,前侧折边机构包括前侧折边配合压紧支架、前侧折边顶部压紧气缸、前侧折边后侧顶紧气缸、前侧折边支架、前侧折边前后移动气缸和前侧折边模块;前侧折边配合压紧支架设置在机架上,且位于折边转移机构后侧,位于前侧折边配合压紧支架的前侧设置有第一前侧折边包装盒限位架;第一前侧折边包装盒限位架的顶部设置有第一矩形凹口;前侧折边顶部压紧气缸纵向设置在前侧折边配合压紧支架的顶部前侧;前侧折边顶部压紧气缸位于折边转移机构上方;前侧折边顶部压紧气缸的底部连接有顶部压紧板;前侧折边后侧顶紧气缸前后方向设置在前侧折边配合压紧支架的上部,前侧折边后侧顶紧气缸的前端连接有后侧顶紧板;前侧折边支架设置在机架上,且位于折边转移机构前侧,位于前侧折边支架的后侧设置有第二前侧折边包装盒限位架;第二前侧折边包装盒限位架的顶部设置有第二矩形凹口;前侧折边前后移动气缸前后方向设置在前侧折边支架的顶部中间,前侧折边前后移动气缸与前侧折边模块连接,并带动前侧折边模块进行前后移动。
作为优选,前侧折边模块包括前侧折边移动架、前侧折边顶紧气缸、第一侧部折边气缸、第二侧部折边气缸、上方前侧折边组和下方前侧折边组;前侧折边移动架与前侧折边前后移动气缸连接,且前侧折边移动架通过前侧折边移动滑轨设置在前侧折边支架;前侧折边顶紧气缸设置在前侧折边移动架前侧中部,前侧折边顶紧气缸的前部连接有前侧折边顶紧杆,前侧折边顶紧杆的后端穿过前侧折边移动架;第一侧部折边气缸和第二侧部折边气缸分别设置在前侧折边移动架后侧面中部的左右两侧;第一侧部折边气缸和第二侧部折边气缸的移动部上连接有侧部折边推板,每块侧部折边推板的中间设置有侧部折边推块;上方前侧折边组和下方前侧折边组对称设置在前侧折边移动架的上下两侧。
作为优选,上方前侧折边组包括前侧折边升降气缸、前侧折边升降板、前侧折边翻转气缸、前侧折边轴;前侧折边升降气缸纵向设置在前侧折边移动架的前侧,前侧折边移动架上位于前侧折边升降气缸的移动部设置有升降移动空挡,前侧折边升降气缸的移动部穿过升降移动空挡与前侧折边升降板连接,前侧折边升降板通过前侧折边升降滑轨设置在前侧折边移动架后侧,前侧折边升降板的底部设置有前侧折边U型空挡;前侧折边翻转气缸纵向设置,且前侧折边翻转气缸的顶部与前侧折边升降板铰接,前侧折边轴通过轴承水平设置在前侧折边升降板底部,前侧折边翻转气缸的移动部与前侧折边轴的内侧连接;前侧折边杆的后侧设置有前侧折边矩形槽。
一种包装盒外包薄膜折边方法,依次通过以下步骤:通过折边转移机构将包装盒外包薄膜组合件输送至前侧折边机构处,通过前侧折边机构进行前侧折边加工;前侧折边完成后通过折边转移机构输送至后侧折边机构处;通过折边转移机构将包装盒外包薄膜组合件输送至第一后侧折边包装盒限位架和第二后侧折边包装盒限位架上,通过后侧折边顶部压紧气缸带动后侧折边顶部压紧板进行升降移动将包装盒外包薄膜组合件的顶部进行压紧;通过后侧折边钱侧顶紧气缸带动后侧顶紧板移动将包装盒外包薄膜组合件的前部进行顶紧;并通过后侧折边顶紧气缸带动后侧折边顶紧杆移动,使后侧折边顶紧杆与后侧顶紧板相配合,将包装盒外包薄膜组合件的前后两端进行夹紧固定;通过第一侧部折边气缸和第二侧部折边气缸带动各自的侧端折边推板向中间移动从而将侧部的薄膜折边至包装盒的后侧;通过上方后侧折边组上的后侧折边升降气缸带动后侧折边升降板向下移动,使下方后侧折边组的后侧折边升降气缸带动后侧折边升降板向上移动;从而使后侧折边轴移动至包装盒后端的上下两侧,通过上下两个后侧折边轴均辊压至包装盒的后侧,使位于包装盒外包薄膜组合件后侧的薄膜分别辊压至包装盒的顶面和底面。
采用上述技术方案的一种包装盒外包薄膜折边装置,通过折边转移机构上的折边转移气缸带动折边转移移动板进行水平移动定位,便于更好的将包装盒进行水平输送。通过折边转移夹紧顶升气缸带动折边转移夹紧顶升移动架进行升降定位,从而便于更好将包装盒进行摆放固定。通过折边转移夹爪气缸便于将包装盒左右两侧进行夹紧,从而在移动过程中防止包装盒掉落。通过两个L型折边转移夹板便于更好的与长方体状的包装盒进行配合,能够较好的固定包装盒的左右两侧,从而进一步的将包装盒进行夹紧固定,提升转移稳定性。通过Y型的折边定位夹板便于将包装盒的前后两端的上下侧进行夹紧固定,提升定位的精确性。通过折边定位夹块便于更好的与长方体状的包装盒相配合,便于与包装盒的前后两端底部进行配合,提升顶升的配合度以及提升顶升的精确性。
通过前侧折边机构上的第二前侧折边包装盒限位架与第一前侧折边包装盒限位架相配合对包装盒进行支撑,通过第一矩形凹口和第二矩形凹口便于更好的与长方体状的包装盒进行配合,提升配合度也便于更好的将包装盒进行限位。通过前侧折边顶部压紧气缸带动顶部压紧板进行升降移动将包装盒的顶部进行压紧。通过前侧折边后侧顶紧气缸带动后侧顶紧板移动将包装盒的后部进行顶紧。通过前侧折边顶紧气缸带动前侧折边顶紧杆移动,使前侧折边顶紧杆与后侧顶紧板相配合,将包装盒的前后两端进行夹紧固定。通过前侧折边U型空挡活动空间。通过前侧折边翻转气缸调动前侧折边轴向上翻转,从而使位于包装盒前侧的薄膜翻折至包装盒的顶面,下方前侧折边组以相同的方式将前侧的薄膜翻折至包装盒的底部,完成包装盒前侧的折边。
通过后侧折边机构上的第一后侧折边包装盒限位架和第二后侧折边包装盒限位架相配合对包装盒进行支撑,通过第一限位架矩形凹口和第二限位架矩形凹口便于更好的与长方体状的包装盒进行配合,提升配合度也便于更好的将包装盒进行限位。通过后侧折边前后移动气缸带动后侧折边移动架进行前后移动定位。通过后侧折边顶紧气缸带动后侧折边顶紧杆移动,使后侧折边顶紧杆与后侧顶紧板相配合,将包装盒的前后两端进行夹紧固定。通过第一侧部折边气缸带动侧端折边推板向中间移动从而将薄膜折边至包装盒的前侧。通过侧端折边推块与包装盒的宽度相配合,便于更好的进行薄膜折边。通过后侧折边升降气缸的移动部穿过后侧折边升降移动空挡与后侧折边升降板连接,通过后侧折边升降气缸带动后侧折边升降板进行升降定位。通过后侧折边U型空挡活动空间。通过后侧折边轴辊压向包装盒的后侧,从而使位于包装盒后侧的薄膜辊压至包装盒的顶面;下方后侧折边组以相同的方式将后侧的薄膜辊压至包装盒的底部,完成包装盒后侧的折边。
综上所述,本专利的优点是提升包装盒外包薄膜转移精准性和稳定性;提升包装盒外包薄膜折边效率以及折边质量;提升电池包装盒自动化包装效率以及提升自动化包装质量。
附图说明
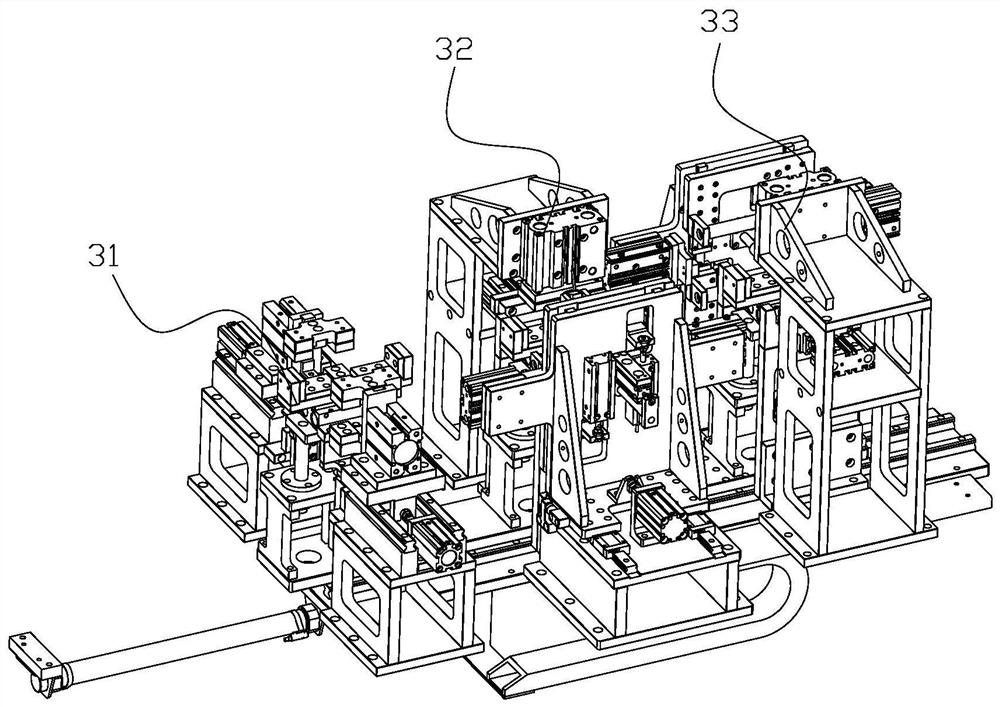
图1为本发明一种包装盒外包薄膜折边装置的结构示意图。
图2为本发明包装盒和薄膜的结构示意图。
图3为本发明折边转移机构的结构示意图。
图4为本发明前侧折边机构的结构示意图。
图5为本发明后侧折边机构的结构示意图。
具体实施方式
下面结合附图对本发明的具体实施方式做一个详细的说明。
如图1所示,一种包装盒外包薄膜折边装置,其特征在于,该装置包括折边转移机构31、前侧折边机构32和后侧折边机构33;折边转移机构31用于将包装盒外包薄膜组合件进行定位转移;前侧折边机构32用于对包装盒外包薄膜组合件的前侧进行折边加工;后侧折边机构33用于对包装盒外包薄膜组合件的后侧进行折边加工。
如图2所示,图中为本发明所要加工的包装盒6和薄膜7,包装盒6整体呈长方体状,通过包装盒自动化生产设备将薄膜7自动包装至包装盒6的外表上,通过包装盒进料装置将包装盒6抓取至薄膜进料包装装置上,通过薄膜进料包装装置初步将薄膜7包装至包装盒6上,再将初步包装好的包装盒外包薄膜组合件转移至薄膜折边装置3上,通过前侧折边机构32和后侧折边机构33将薄膜7进行折边;折边完成后通过检测装置进行绝缘和规格检测,检测后进行下料。
如图3所示,折边转移机构31包括折边转移底板311、折边转移气缸312、折边转移移动板313和多个折边转移夹紧组件314;折边转移底板311水平设置在机架底部,折边转移底板311的中部设置有转移空挡3111;折边转移移动板313通过两条折边转移滑轨设置在折边转移底板311上;折边转移气缸312设置在折边转移底板311进料端的底部,折边转移气缸312的移动部通过折边转移连接板穿过转移空挡3111与折边转移移动板313底部连接,通过折边转移气缸312带动折边转移移动板313进行水平移动定位,便于更好的将包装盒6进行水平输送。多个折边转移夹紧组件314规则排列设置在折边转移移动板313上,每个折边转移夹紧组件314均包括折边转移夹紧支架3141、折边转移夹紧顶升气缸3142、折边转移夹紧顶升移动架3143和折边转移夹爪气缸3144;折边转移夹紧支架3141设置在折边转移移动板313上,折边转移夹紧顶升气缸3142纵向设置在折边转移移动板313上,折边转移夹紧顶升气缸3142的移动部穿过折边转移夹紧支架3141与折边转移夹紧顶升移动架3143的底部连接,折边转移夹紧顶升气缸3142带动折边转移夹紧顶升移动架3143进行升降定位,从而便于更好将包装盒6进行摆放固定。折边转移夹爪气缸3144水平设置在折边转移夹紧顶升移动架3143的顶部,通过折边转移夹爪气缸3144便于将包装盒6左右两侧进行夹紧,从而在移动过程中防止包装盒6掉落。折边转移夹爪气缸3144的两个L型折边转移夹板3145,通过两个L型折边转移夹板3145便于更好的与长方体状的包装盒6进行配合,能够较好的固定包装盒的左右两侧,从而进一步的将包装盒6进行夹紧固定,提升转移稳定性。位于进料端处的折边转移夹紧组件314的前后两侧对称设置有折边前后定位组件315。折边前后定位组件315包括折边前后定位支架3151、折边前后定位气缸3152、折边前后定位移动架3153、折边前后定位夹爪气缸3154和折边前后定位顶升气缸3155;折边前后定位支架3151设置在机架上,折边前后定位气缸3152前后方向设置在折边前后定位支架3151的中部,折边前后定位气缸3152的移动部通过折边前后定位连接板与折边前后定位移动架3153连接,折边前后定位气缸3152带动折边前后定位移动架3153进行前后移动定位。折边前后定位夹爪气缸3154设置在折边前后定位移动架3153的顶部,折边前后定位夹爪气缸3154的两个夹爪上均连接有呈Y型的折边定位夹板31541,通过Y型的折边定位夹板31541便于将包装盒6的前后两端的上下侧进行夹紧固定,提升定位的精确性。每个折边定位夹板31541的内侧两端均设置有折边定位夹块31542,通过折边定位夹块31542进一步提升对包装盒6夹紧的牢固度,并且能带动包装盒6进行精确定位。折边前后定位顶升气缸3155纵向设置在折边前后定位支架3151的内侧,折边前后定位顶升气缸3155用于包装盒6进行升降定位,便于使包装盒6顶升至指定位置。折边前后定位顶升气缸3155的顶部连接有呈L型的顶升定位移动板31551,通过L型的顶升定位移动板31551便于更好的与长方体状的包装盒6相配合,便于与包装盒6的前后两端底部进行配合,提升顶升的配合度以及提升顶升的精确性。
工作时,通过折边前后定位顶升气缸3155对包装盒6进行升降高度上的定位,使包装盒6放置在折边转移夹紧组件314上;通过折边前后定位组件315上的折边前后定位气缸3152带动折边前后定位移动架3153上的折边前后定位夹爪气缸3154进行前后移动,从而使前后两个折边前后定位夹爪气缸3154夹紧包装盒6的前后端进行前后移动定位,通过折边转移夹爪气缸3144将包装盒6左右两侧进行限位;通过折边转移气缸312带动折边转移移动板313上的多个折边转移夹紧组件314进行水平转移定位;通过折边转移夹紧顶升气缸3142带动折边转移夹紧顶升移动架3143进行升降定位。
通过折边转移机构31解决了在将薄膜和包装盒初步包装完后没有对其进行定位,从而容易导致后续在折边过程中出现定位不精准的问题。
通过折边转移机构31上的折边转移气缸312带动折边转移移动板313进行水平移动定位,便于更好的将包装盒6进行水平输送。通过折边转移夹紧顶升气缸3142带动折边转移夹紧顶升移动架3143进行升降定位,从而便于更好将包装盒6进行摆放固定。通过折边转移夹爪气缸3144便于将包装盒6左右两侧进行夹紧,从而在移动过程中防止包装盒6掉落。通过两个L型折边转移夹板3145便于更好的与长方体状的包装盒6进行配合,能够较好的固定包装盒的左右两侧,从而进一步的将包装盒6进行夹紧固定,提升转移稳定性。通过Y型的折边定位夹板31541便于将包装盒6的前后两端的上下侧进行夹紧固定,提升定位的精确性。通过折边定位夹块31542进一步提升对包装盒6夹紧的牢固度,并且能带动包装盒6进行精确定位。通过L型的顶升定位移动板31551便于更好的与长方体状的包装盒6相配合,便于与包装盒6的前后两端底部进行配合,提升顶升的配合度以及提升顶升的精确性。
如图4所示,前侧折边机构32包括前侧折边配合压紧支架321、前侧折边顶部压紧气缸322、前侧折边后侧顶紧气缸323、前侧折边支架324、前侧折边前后移动气缸325和前侧折边模块;前侧折边配合压紧支架321设置在机架上,且位于折边转移机构31后侧,位于前侧折边配合压紧支架321的前侧设置有第一前侧折边包装盒限位架3211,通过第一前侧折边包装盒限位架3211便于更好的对包装盒6进行支撑。第一前侧折边包装盒限位架3211的顶部设置有第一矩形凹口3212,通过第一矩形凹口3212便于更好的与长方体状的包装盒6进行配合,提升配合度也便于更好的将包装盒6进行限位。前侧折边顶部压紧气缸322纵向设置在前侧折边配合压紧支架321的顶部前侧;前侧折边顶部压紧气缸322位于折边转移机构31上方;前侧折边顶部压紧气缸322的底部连接有顶部压紧板3221,通过前侧折边顶部压紧气缸322带动顶部压紧板3221进行升降移动将包装盒6的顶部进行压紧。前侧折边后侧顶紧气缸323前后方向设置在前侧折边配合压紧支架321的上部,前侧折边后侧顶紧气缸323的前端连接有后侧顶紧板3231,前侧折边后侧顶紧气缸323带动后侧顶紧板3231移动将包装盒6的后部进行顶紧。前侧折边支架324设置在机架上,且位于折边转移机构31前侧,位于前侧折边支架324的后侧设置有第二前侧折边包装盒限位架3241,第二前侧折边包装盒限位架3241与第一前侧折边包装盒限位架3211相配合对包装盒6进行支撑,第二前侧折边包装盒限位架3241的顶部设置有第二矩形凹口3242,通过第二矩形凹口3242便于更好的与长方体状的包装盒6进行配合,提升配合度也便于更好的将包装盒6进行限位。前侧折边前后移动气缸325前后方向设置在前侧折边支架324的顶部中间,前侧折边前后移动气缸325与前侧折边模块连接,并带动前侧折边模块进行前后移动。
前侧折边模块包括前侧折边移动架3261、前侧折边顶紧气缸3262、第一侧部折边气缸3263、第二侧部折边气缸3264、上方前侧折边组和下方前侧折边组;前侧折边移动架3261与前侧折边前后移动气缸325连接,且前侧折边移动架3261通过前侧折边移动滑轨设置在前侧折边支架324;通过前侧折边前后移动气缸325带动前侧折边移动架3261进行前后移动定位。前侧折边顶紧气缸3262设置在前侧折边移动架3261前侧中部,前侧折边顶紧气缸3262的前部连接有前侧折边顶紧杆32621,前侧折边顶紧杆32621的后端穿过前侧折边移动架3261,通过前侧折边顶紧气缸3262带动前侧折边顶紧杆32621移动,使前侧折边顶紧杆32621与后侧顶紧板3231相配合,将包装盒6的前后两端进行夹紧固定。第一侧部折边气缸3263和第二侧部折边气缸3264分别设置在前侧折边移动架3261后侧面中部的左右两侧;第一侧部折边气缸3263和第二侧部折边气缸3264的移动部上连接有侧部折边推板32641,通过第一侧部折边气缸3263带动侧部折边推板32641向中间移动从而将薄膜7折边至包装盒6的前侧。每块侧部折边推板32641的中间设置有侧部折边推块32642,通过侧部折边推块32642与包装盒6的宽度相配合,便于更好的进行薄膜7折边。
上方前侧折边组和下方前侧折边组对称设置在前侧折边移动架3261的上下两侧,上方前侧折边组包括前侧折边升降气缸32651、前侧折边升降板32652、前侧折边翻转气缸32653、前侧折边轴32654;前侧折边升降气缸32651纵向设置在前侧折边移动架3261的前侧,前侧折边移动架3261上位于前侧折边升降气缸32651的移动部设置有升降移动空挡,前侧折边升降板32652通过前侧折边升降滑轨设置在前侧折边移动架3261后侧,前侧折边升降气缸32651的移动部穿过升降移动空挡与前侧折边升降板32652连接,通过前侧折边升降气缸32651带动前侧折边升降板32652进行升降定位。前侧折边升降板32652的底部设置有前侧折边U型空挡32656,通过前侧折边U型空挡32656便于更好的提供给前侧折边顶紧杆32621活动空间。前侧折边翻转气缸32653纵向设置,且前侧折边翻转气缸32653的顶部与前侧折边升降板32652铰接,这样便于使前侧折边翻转气缸32653进行转动,从而便于更好的带动前侧折边轴32654进行旋转,从而实现折边操作。前侧折边轴32654通过轴承水平设置在前侧折边升降板32652底部,前侧折边翻转气缸32653的移动部与前侧折边轴32654的内侧连接,前侧折边轴32654的后侧设置有前侧折边矩形槽32655。前侧折边翻转气缸32653调动前侧折边轴32654向上翻转,从而使位于包装盒6前侧的薄膜7翻折至包装盒6的顶面,下方前侧折边组以相同的方式将前侧的薄膜7翻折至包装盒6的底部,完成包装盒6前侧的折边。
工作时,通过折边转移机构31将包装盒6输送至第一前侧折边包装盒限位架3211和第二前侧折边包装盒限位架3241上,通过前侧折边顶部压紧气缸322带动顶部压紧板3221进行升降移动将包装盒6的顶部进行压紧;通过前侧折边后侧顶紧气缸323带动后侧顶紧板3231移动将包装盒6的后部进行顶紧,并通过前侧折边顶紧气缸3262带动前侧折边顶紧杆32621移动,使前侧折边顶紧杆32621与后侧顶紧板3231相配合,将包装盒6的前后两端进行夹紧固定;通过第一侧部折边气缸3263和第二侧部折边气缸3264带动各自的侧部折边推板32641向中间移动从而将侧部的薄膜7折边至包装盒6的前侧;通过上方前侧折边组上的前侧折边升降气缸32651带动前侧折边升降板32652向下移动,并使下方前侧折边组上的前侧折边升降气缸32651带动前侧折边升降板32652向上移动,使上下两侧的前侧折边轴32654移动至包装盒6前端的上下两侧,通过前侧折边翻转气缸32653带动前侧折边轴32654进行旋转,使位于包装盒6前侧的薄膜7分别翻折至包装盒6的顶面和底面。
该前侧折边机构32解决了在进行薄膜折边过程中,由于无法良好的将包装盒进行固定定位,造成在折边时使包装盒发生移动,造成折边不成功的问题。
通过前侧折边机构32上的第二前侧折边包装盒限位架3241与第一前侧折边包装盒限位架3211相配合对包装盒6进行支撑,通过第一矩形凹口3212和第二矩形凹口3242便于更好的与长方体状的包装盒6进行配合,提升配合度也便于更好的将包装盒6进行限位。通过前侧折边顶部压紧气缸322带动顶部压紧板3221进行升降移动将包装盒6的顶部进行压紧。通过前侧折边后侧顶紧气缸323带动后侧顶紧板3231移动将包装盒6的后部进行顶紧。通过前侧折边顶紧气缸3262带动前侧折边顶紧杆32621移动,使前侧折边顶紧杆32621与后侧顶紧板3231相配合,将包装盒6的前后两端进行夹紧固定。通过前侧折边U型空挡32656便于更好的提供给前侧折边顶紧杆32621活动空间。通过前侧折边翻转气缸32653调动前侧折边轴32654向上翻转,从而使位于包装盒6前侧的薄膜7翻折至包装盒6的顶面,下方前侧折边组以相同的方式将前侧的薄膜7翻折至包装盒6的底部,完成包装盒6前侧的折边。
如图5所示,后侧折边机构33包括后侧折边配合压紧支架331、后侧折边顶部压紧气缸332、后侧折边前侧顶紧气缸333、后侧折边支架334、后侧折边前后移动气缸335和后侧折边模块;后侧折边配合压紧支架331设置在机架上,且位于折边转移机构31前侧,位于后侧折边配合压紧支架331的后侧设置有第一后侧折边包装盒限位架3311;通过第一后侧折边包装盒限位架3311便于更好的对包装盒6进行支撑。第一后侧折边包装盒限位架3311的顶部设置有第一限位架矩形凹口3312,通过第一限位架矩形凹口3312便于更好的与长方体状的包装盒6进行配合,提升配合度也便于更好的将包装盒6进行限位。后侧折边顶部压紧气缸332纵向设置在后侧折边配合压紧支架331的顶部后侧;后侧折边顶部压紧气缸332位于折边转移机构31上方;后侧折边顶部压紧气缸332的底部连接有后侧折边顶部压紧板3321;通过后侧折边顶部压紧气缸332带动后侧折边顶部压紧板3321进行升降移动将包装盒6的顶部进行压紧。后侧折边前侧顶紧气缸333前后方向设置在后侧折边配合压紧支架331的上部,后侧折边钱侧顶紧气缸333的后端连接有后侧顶紧板3331;通过后侧折边钱侧顶紧气缸333带动后侧顶紧板3331移动将包装盒6的前部进行顶紧。后侧折边支架334设置在机架上,且位于折边转移机构31后侧,位于后侧折边支架334的后侧设置有第二后侧折边包装盒限位架3341,第二后侧折边包装盒限位架3341与第一后侧折边包装盒限位架3311相配合对包装盒6进行支撑,第二后侧折边包装盒限位架3341的顶部设置有第二限位架矩形凹口3342;通过第二限位架矩形凹口3342便于更好的与长方体状的包装盒6进行配合,提升配合度也便于更好的将包装盒6进行限位。后侧折边前后移动气缸335前后方向设置在后侧折边支架334的顶部中间,后侧折边前后移动气缸335与后侧折边模块连接,并带动后侧折边模块进行前后移动。
后侧折边模块包括后侧折边移动架3361、后侧折边顶紧气缸3362、第一侧端折边气缸3363、第二侧端折边气缸3364、上方后侧折边组和下方后侧折边组;后侧折边移动架3361与后侧折边前后移动气缸335连接,且后侧折边移动架3361通过后侧折边移动滑轨设置在后侧折边支架334;通过后侧折边前后移动气缸335带动后侧折边移动架3361进行前后移动定位。后侧折边顶紧气缸3362设置在后侧折边移动架3361后侧中部,后侧折边顶紧气缸3362的前部连接有后侧折边顶紧杆33621,后侧折边顶紧杆33621的后端穿过后侧折边移动架3361;通过后侧折边顶紧气缸3362带动后侧折边顶紧杆33621移动,使后侧折边顶紧杆33621与后侧顶紧板3331相配合,将包装盒6的前后两端进行夹紧固定。第一侧部折边气缸3363和第二侧部折边气缸3364分别设置在后侧折边移动架3361后侧面中部的左右两侧;第一侧部折边气缸3363和第二侧部折边气缸3364的移动部上连接有侧端折边推板33641,通过第一侧部折边气缸3363带动侧端折边推板33641向中间移动从而将薄膜7折边至包装盒6的前侧。每块侧端折边推板33641的中间设置有侧端折边推块33642;通过侧端折边推块33642与包装盒6的宽度相配合,便于更好的进行薄膜7折边。
上方后侧折边组和下方后侧折边组对称设置在后侧折边移动架3361的上下两侧,上方后侧折边组包括后侧折边升降气缸33651、后侧折边升降板33652、后侧折边轴33654;后侧折边升降气缸33651纵向设置在后侧折边移动架3361的后侧,后侧折边移动架3361上位于后侧折边升降气缸33651的移动部设置有后侧折边升降移动空挡,后侧折边升降板33652通过后侧折边升降滑轨设置在后侧折边移动架3361后侧,后侧折边升降气缸33651的移动部穿过后侧折边升降移动空挡与后侧折边升降板33652连接,通过后侧折边升降气缸33651带动后侧折边升降板33652进行升降定位。后侧折边升降板33652的底部设置有后侧折边U型空挡33653;通过后侧折边U型空挡33653便于更好的提供给后侧折边顶紧杆33621活动空间。后侧折边轴33654通过后侧折边轴承水平设置在后侧折边升降板33652底部。通过后侧折边轴33654辊压向包装盒6的后侧,从而使位于包装盒6后侧的薄膜7辊压至包装盒6的顶面;下方后侧折边组以相同的方式将后侧的薄膜7辊压至包装盒6的底部,完成包装盒6后侧的折边。
工作时,通过折边转移机构31将包装盒6输送至第一后侧折边包装盒限位架3311和第二后侧折边包装盒限位架3341上,通过后侧折边顶部压紧气缸332带动后侧折边顶部压紧板3321进行升降移动将包装盒6的顶部进行压紧;通过后侧折边钱侧顶紧气缸333带动后侧顶紧板3331移动将包装盒6的前部进行顶紧;并通过后侧折边顶紧气缸3362带动后侧折边顶紧杆33621移动,使后侧折边顶紧杆33621与后侧顶紧板3331相配合,将包装盒6的前后两端进行夹紧固定;通过第一侧部折边气缸3363和第二侧部折边气缸3364带动各自的侧端折边推板33641向中间移动从而将侧部的薄膜7折边至包装盒6的后侧;通过上方后侧折边组上的后侧折边升降气缸33651带动后侧折边升降板33652向下移动,使下方后侧折边组的后侧折边升降气缸33651带动后侧折边升降板33652向上移动;从而使后侧折边轴33654移动至包装盒6后端的上下两侧,通过上下两个后侧折边轴33654均辊压至包装盒6的后侧,使位于包装盒6后侧的薄膜7分别辊压至包装盒6的顶面和底面。
该后侧折边机构33解决了在进行薄膜折边过程中,由于无法良好的将包装盒进行固定定位,造成在折边时使包装盒发生移动,造成折边不成功的问题。
通过后侧折边机构33上的第一后侧折边包装盒限位架3311和第二后侧折边包装盒限位架3341相配合对包装盒6进行支撑,通过第一限位架矩形凹口3312和第二限位架矩形凹口3342便于更好的与长方体状的包装盒6进行配合,提升配合度也便于更好的将包装盒6进行限位。通过后侧折边前后移动气缸335带动后侧折边移动架3361进行前后移动定位。通过后侧折边顶紧气缸3362带动后侧折边顶紧杆33621移动,使后侧折边顶紧杆33621与后侧顶紧板3331相配合,将包装盒6的前后两端进行夹紧固定。通过第一侧部折边气缸3363带动侧端折边推板33641向中间移动从而将薄膜7折边至包装盒6的前侧。通过侧端折边推块33642与包装盒6的宽度相配合,便于更好的进行薄膜7折边。通过后侧折边升降气缸33651的移动部穿过后侧折边升降移动空挡与后侧折边升降板33652连接,通过后侧折边升降气缸33651带动后侧折边升降板33652进行升降定位。通过后侧折边U型空挡33653便于更好的提供给后侧折边顶紧杆33621活动空间。通过后侧折边轴33654辊压向包装盒6的后侧,从而使位于包装盒6后侧的薄膜7辊压至包装盒6的顶面;下方后侧折边组以相同的方式将后侧的薄膜7辊压至包装盒6的底部,完成包装盒6后侧的折边。
- 一种包装盒外包薄膜折边装置和方法
- 一种包装盒外包薄膜折角转移机构和转移方法