一种多泡装小罐茶的连续化生产线
文献发布时间:2023-06-19 10:25:58
技术领域
本发明涉及茶叶包装技术领域,尤其是涉及一种多泡装小罐茶的连续化生产线。
背景技术
多泡装小罐茶,是一种“大容量”、“品质优良”的罐装茶。该罐采用高度103毫米,直径64毫米的铝罐,内装量为50克名优茶,故称为多泡装小罐茶。现有多泡装小罐茶的生产线,先对茶叶进行复烘,然后通过称茶机、装料机、充氮机、贴膜机、封膜机、封盖机、贴标机、套膜塑封机进行包装制备。
但这种罐装制备工艺,茶叶在3-5年长期存放后,有时会发现茶叶变色、口感下降,甚至霉变的情况。经研究发现,其主要原因:一是,由于茶叶罐中空气排除不彻底,充氮量不足,不能保证密封后茶叶能在罐内处于高氮气环境下保鲜,所以时间长了会导致茶叶氧化变质。二是,由于没有对茶叶罐、包材等材料进行灭菌除杂,这些污物细菌会使茶叶在存放过程中再次受到污染,从而引起变质。为了进一步提升多泡装小罐茶品质的稳定性,特研发了本项茶叶罐装生产线,以克服现有茶叶罐装中出现的问题,确保色香味品质优良和质量安全。
发明内容
本发明的目的是提供一种多泡装小罐茶的连续化生产线,解决现有茶叶罐装生产线充氮量不能保证,且茶叶包材易污染茶叶造成茶叶保质期短,茶叶品质下降的问题。
本发明解决其技术问题所采用的技术方案是:一种多泡装小罐茶的连续化生产线,包括茶叶提香灭菌模块,包装材料灭菌除杂模块,茶叶充氮罐装模块,塑封包装模块。
所述茶叶提香灭菌模块,包括茶叶提香灭菌机;所述包装材料灭菌除杂模块,包括茶罐灭菌机、包材灭菌机和装盒灭菌机;所述茶叶充氮罐装模块,包括无菌罐装间和设置在无菌罐装间内的氮气舱。所述无菌罐装间的顶部设置有一组光波灭菌灯,无菌罐装间内设置有空罐称重机,空罐称重机与茶罐灭菌机间设置有第一传送带。
所述氮气舱的进料端,设置有进料储料带,进料储料带与空罐称重机间,设置有将茶叶罐从空罐称重机转移至进料储料带的第一进料抓取机械手;所述进料储料带之后,设置有氮气舱输送带,氮气舱输送带与进料储料带间,设置有第二进料抓取机械手;所述氮气舱输送带的上方,依次设置有称茶装料机、充氮机、贴膜机、封膜机;所述称茶装料机的进料口与茶叶提香灭菌机间设置有提升机;所述氮气舱输送带之后,设置有出料储料带;所述无菌罐装间内,还设置有对罐装后的茶叶进行称重的称净重机以及将罐盖旋入茶叶罐的旋盖机;所述氮气舱输送带与出料储料带间,设置有第一出料抓取机械手,出料储料带与称净重机间,设置有第二出料抓取机械手;所述称净重机之后设置有第二传送带;所述旋盖机位于第二传送带的上方。
所述塑封包装模块,包括对茶叶罐进行贴标的贴标机和套膜塑封包装机;所述第二传送带的末端与贴标机连接,将旋盖后的茶叶罐送入贴标机内进行贴标;所述包材灭菌机与装盒灭菌机间,设置有包材传送带;所述贴标机与装盒灭菌机间,设置有茶叶罐传送带,所述装盒灭菌机内,设置有与茶叶罐传送带对接的茶叶罐存放带,还设置有与包材传送带对接的包材主输送带,还设置有将茶叶罐装入包材内的装盒机械手;所述装盒灭菌机与套膜塑封包装机间设置有第三传送带。
为给茶叶罐进行很好的灭菌,所述茶罐灭菌机,包括茶罐灭菌机舱体,设置在茶罐灭菌机舱体中间,设置有隔板,隔板将茶罐灭菌机舱体,分为离子风除杂舱室和光波灭菌舱室;所述离子风除杂舱室内,设置有茶叶罐抓取旋转装置、离子风扇及灰尘收集装置;所述光波灭菌舱室内,设置有第一茶叶罐输送带和一组光波灭菌灯。
进一步的,所述茶叶罐抓取旋转装置,包括平行设置的两根丝杆;所述丝杆上设置有丝杆螺母,丝杆螺母上固定设置有支撑座,两支撑座间设置有转动轴,转动轴上设置有一组抓取装置,所述抓取装置为固定端固定在转动轴上的手指气缸或真空吸盘。
为保证茶叶装罐后茶叶罐内充入足量的氮气,所述充氮机,包括扣压在茶叶罐上的罩盖,所述罩盖上连接设置有抽真空管道和充氮针管,所述抽真空管道上设置有截止阀,所述充氮针管上方连接设置有充氮注射器,充氮注射器包括带有刻度标识的计量筒和注射塞,注射塞的一端,连接设置有带动注射塞来回运动的动力装置,注射塞的行程与茶叶罐每次注入的氮气量相适配;所述计量筒的一侧,还连接设置有氮气进气管道,所述罩盖内还设置有一层防止茶叶吸入抽真空管道内的筛网。
为给包材提供灭菌,所述包材灭菌机,包括除杂隧道,设置在除杂隧道内的包材输送带;所述除杂隧道的前段,间隔设置有一组光波灭菌灯;所述除杂隧道在光波灭菌灯之后,间隔设置有一组离子风扇,所述离子风扇的上方,还设置有与离子风扇管道连接的吸尘罩。
为保证茶叶灭菌的效果,所述茶叶提香灭菌机,包括烘干舱体,设置在烘干舱体内的回转烘干床;所述回转烘干床,为带网孔的不锈钢板结构,在回转烘干床的下方,设置有电磁加热器,电磁加热器与回转烘干床之间的距离为2~3cm,并设有防电磁热扩散的保温防护罩。
为保证茶叶,准确入料和防止茶叶在落料时断碎,所述称茶装料机包括储料斗,设置在储料斗下方与茶叶罐配合的多头称重单元;所述多头称重单元,包括一组称量筒,设置在称量筒底部可翻转的称重台,称量筒的上部设置有可开闭的落料阀;所述储料斗的底部,设置有一组与称量筒相适配的落料口;所述多头称重单元连接设置有控制单元及用于显示和操作的显示屏。
为保证茶叶进入称量筒同时减少茶叶断碎,所述储料斗的底部,设置有带动储料斗震动的震动器及支撑储料斗的支撑腿,支撑腿的底部设置有缓冲弹簧。
为保证进入储料斗内的茶叶均匀一致性,避免断茎碎叶进入,所述储料斗的上方,设置有抖筛机,抖筛机上设置有一层抖筛网,抖筛网的目数为10目,抖筛网的上层出料口与储料斗对接。
本发明的有益效果:本发明通过在茶叶包装时,对茶叶以及茶叶罐和外部包材都进行杀菌去杂,从而保证了茶叶在封装后,不会因为茶叶罐及包材污染,使再次受到污染变质,从而保证其色香味形品质稳定。整个生产线,通过机械手和输送带完成茶叶罐装,包装,运输,不但实现了连续化生产,而且还避免人工操作对茶叶、茶罐、外包装材料造成二次污染影响品质。生产线配置的无菌罐装间,能使茶叶在装罐时确保在无菌的环境中进行,可避免茶叶在装罐时受到外界的污染。生产线配置的氮气舱,能使茶叶罐装在密封的氮气环境中,进行连续化充氮、贴膜、封膜等作业,并可减少氮气的流失。同时本发明的充氮机,充氮精度高,可以根据茶叶罐的需求量进行精准充氮,不仅能保证茶叶罐内有充足的氮气,防止茶叶在封装保存内氧化变质,而且还能克服传统开放式充氮,氮气使用量大,造成氮气浪费的问题。所述进料储料带和出料储料带,能够一次囤积一定量的茶叶罐,减少氮气舱舱门的开闭次数,从而减少氮气的流失。所述称茶装料机,能够减少茶叶在落料时的断碎率,从而保证装入罐中的茶叶匀整洁净,且装料精度高,速度快。所以本生产线,能够保证茶叶罐装无菌清洁,茶叶罐内氮气充足,可克服现有茶叶罐装中各种技术障碍,可确保小罐茶色香味品质优良和质量安全。
以下将结合附图和实施例,对本发明进行较为详细的说明。
附图说明
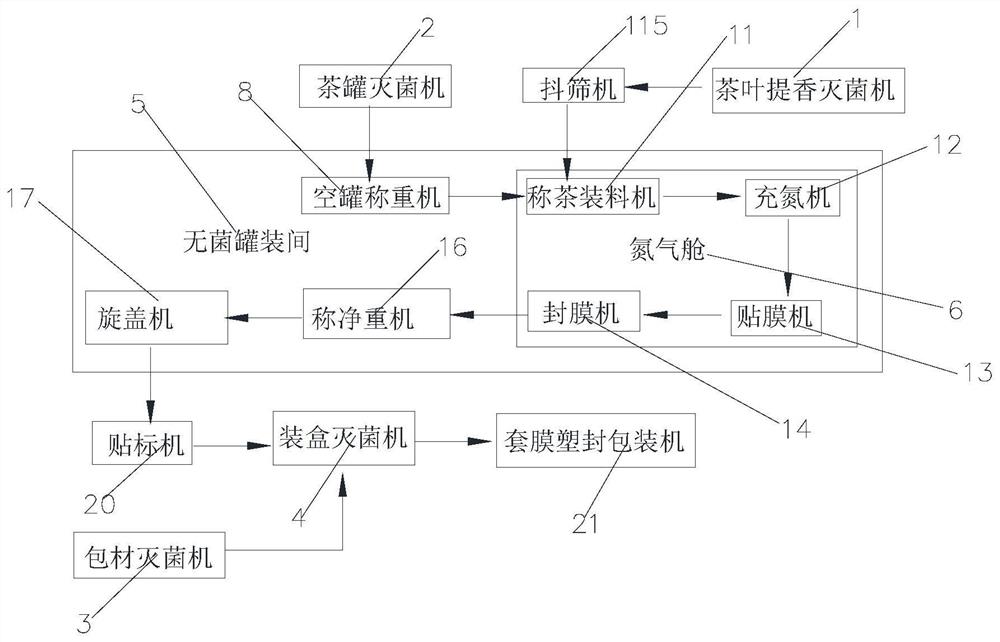
图1为本发明的生产线框图。
图2为本发明生产线的布置结构示意图。
图3为本发明中茶叶提香灭菌机的结构示意图。
图4为本发明中茶罐灭菌机的结构示意图。
图5为本发明中茶叶罐抓取旋转装置的结构示意图。
图6为本发明中第一进料抓取机械手的结构示意图。
图7为本发明中称茶装料机的结构示意图。
图8为本发明中充氮机的结构示意图。
图9为本发明中包材灭菌机的结构示意图。
具体实施方式
实施例,如图1至9所示,一种多泡装小罐茶的连续化生产线,该生产线包括对茶叶进行灭菌的茶叶提香灭菌模块,对包材进行灭菌的包装材料灭菌除杂模块,茶叶充氮罐装模块及塑封包装模块。通过以上四个模块的相互连接配合,形成一套多泡装小罐茶的连续化生产线,实现对茶叶、包材的灭菌、自动化罐装、充氮及塑封。整个过程采用机械自动化加工,加工效率高,且保证茶叶在罐装时不会受到二次污染。该生产线也解决了传统生产线未对包材进行杀菌除杂,易对茶叶造成二次污染以及充氮易泄露不精准等问题。
具体的,所述茶叶提香灭菌模块,包括茶叶提香灭菌机1;所述茶叶提香灭菌机1包括烘干舱体101,设置在烘干舱体101内的回转烘干床102;所述回转烘干床102,为带网孔的不锈钢板结构,在回转烘干床102的下方,设置有电磁加热器103;电磁加热器103与回转烘干床102间的距离为2~3cm,并设有防电磁热扩散的保温防护罩;所述保温防护罩106,从电磁加热器103的底部向上包围至回转烘干床102的底部,从而阻止热量向回转烘干床102以外的地方扩散,可减低热量的损失,提高热效率。此外还设置有温控装置104和定时装置105,分别用于控制电磁加热器103的温度和回转烘干床102的速度。所述提香灭菌机的益处:①利用电磁辐射热深入到茶叶内层,干燥水分,促进芳香物质挥发,杀灭微生物杂菌。②因电磁烘干机,为固态辐射干燥,使茶叶内外表水分挥发均匀,不会对茶叶外形造成损坏和色泽劣变。
所述包装材料灭菌除杂模块,包括茶罐灭菌机2、包材灭菌机3和装盒灭菌机4。
所述茶罐灭菌机2,包括茶罐灭菌机舱体201,设置在茶罐灭菌机舱体201中间,设置有隔板202,隔板202将茶罐灭菌机舱体201分为离子风除杂舱室2011和光波灭菌舱室2012;所述离子风清洗舱室2011内,设置有茶叶罐抓取旋转装置203、离子风扇28及灰尘收集装置205;所述光波灭菌舱室2012内,设置有第一茶叶罐输送带206和一组光波灭菌灯29;所述茶叶罐抓取旋转装置203,包括平行设置的两根丝杆2031,所述丝杆2031上设置有丝杆螺母2032,丝杆螺母2032上固定设置有支撑座2033,两支撑座2033间设置有转动轴2034,转动轴2034上设置有一组抓取装置2035;所述抓取装置2035,为固定端,固定在转动轴2034上的手指气缸或真空吸盘;丝杆2031转动带动丝杆螺母2032及其支撑座2033来回移动,通过抓取装置2035将茶叶罐抓取并移动至离子风扇28下方,然后转动轴2034转动带动茶叶罐转动,迎着离子风扇作360度旋转进行洗罐,吹除罐内灰尘异味;再通过丝杆将茶叶罐移至第一茶叶罐输送带206上,在第一茶叶罐输送带206的转动下进入光波灭菌腔室2012进行灭菌。本生产线采用茶罐灭菌机的作用,通过离子风清洗空罐和光波辐射灭菌,使整个茶叶罐清洁卫生无菌。所述第一茶叶罐输送带206,为不锈钢网带;所述灰尘收集装置205位于不锈钢网带和茶叶罐抓取旋转装置203的下方;所述灰尘收集装置205,包括排风扇2051,所述排风扇2051的下方,设置有集尘罩2052;所述集尘罩2052,连接设置有排料管2053,排料管2053连接设置有集尘袋2054,该集尘罩2052和集尘袋2054,实现对杂质的收集。
所述茶叶充氮罐装模块,包括无菌罐装间5和设置在无菌罐装间5内的氮气舱6。所述无菌罐装间5,为长7.5米,宽2.8米,高4.5米的塑钢材料车间。在无菌罐装间5的顶部,设置有一组光波灭菌灯29,光波灭菌灯29使置于无菌罐装间5内的设备始终处于灭菌环境中。所述无菌罐装间5内,设置有空罐称重机8,空罐称重机8与茶罐灭菌机2间,设置有第一传送带7,茶叶罐先通过茶罐灭菌机2消毒后,通过第一传动带7,送至空罐称重机8进行称重;空罐称重机8上,设置有机械手,用于剔除不合格的茶罐,确保后续装茶的重量准确无误。
所述氮气舱6,为封闭式舱体结构,在氮气舱6的两端设置有可开闭的舱门601,用于进料和出料。在氮气舱6的进料端,设置有进料储料带30,进料储料带30上,设置有多排茶罐基座901。进料储料带30与空罐称重机8之间,设置有将茶叶罐从空罐称重机8转移至进料储料带30上的第一进料抓取机械手10,第一进料抓取机械手10,将茶叶罐先从第一传动带7上抓取放入空罐称重机8进行称重,然后再将合格的茶叶罐从空罐称重机8上,转移至进料储料带30上的茶罐基座901中;所述进料储料带30之后,设置有氮气舱输送带9,氮气舱输送带9与进料储料带30之间,设置有第二进料抓取机械手40;氮气舱输送带9上,设置有与进料储料带30相适配的茶叶罐基座901;所述氮气舱输送带9的上方,依次设置有称茶装料机11、充氮机12、贴膜机13、封膜机14。所述氮气舱输送带9之后,设置有出料储料带50;所述氮气舱输送带9与出料储料带50之间,设置有第一出料抓取机械手60,茶叶罐在出料储料带50存满后一次性移出氮气舱6;所述氮气舱6之后的无菌罐装间5内,设置有与出料储料带50对接的称净重机16及将罐盖旋入茶叶罐的旋盖机17;出料储料带50与称净重机16之间,设置有第二出料抓取机械手18;所述称净重机16之后,设置有第二传送带19,第二传送带19上,间隔设置有一组茶罐基座901;所述旋盖机17位于第二传送带19的上方,所述第二出料抓取机械手18,将出料储料带50上的茶叶罐转移至称净重机16上进行称重,称重完成后将合格的茶叶罐抓取并转移至第二传送带19上的茶罐基座901内;所述出料储料带50的结构与进料储料带30的结构相同。
所述进料储料带30和出料储料带50为多层层叠结构,这样可有效减小氮气舱6的长度,从而减少每次的充氮量。当舱门601开启时,通过第一进料抓取机械手10,将茶叶罐放入进料储料带30内,进料储料带30转动更换位置,直至将进料储料带30上的茶罐基座901装满,然后关闭舱门601,排出空气,向氮气舱6内注入氮气。第二进料抓取机械手40,一次抓取一排茶叶罐,放入氮气舱输送带9上的茶罐基座901内并向前输送,依次经过称茶装料机11装罐、充氮机12对茶叶罐进行充氮、贴膜机13贴膜、封膜机14封膜。以上工序完成后,通过第一出料抓取机械手60,将封装好的茶叶罐送至出料储料带50上,出料储料带50装好一排后即转动一段距离,准备迎接下一批茶叶罐。当出料储料带50装满茶叶罐后,舱门打开进行出料,第二出料抓取机械手18,将茶叶罐抓取至称净重机16上进行称重,再转移至第二传送带19上的茶罐基座901内。
所述第一进料抓取机械手10,包括两平行设置的水平滑轨1001,设置在水平滑轨1001上的滑块1002,设置在两滑块1002上的下行气缸1004,下行气缸1004的活动端连接设置有横杆1003,横杆1003上设置有一组与茶叶罐相适配的手指气缸或吸盘1005,手指气缸或吸盘1005的个数和距离与第一传送带7上单排茶罐基座901的个数和距离相适配,从而一次完成一排茶叶罐的移动和摆放。设置有带动滑块1002移动的水平气缸1006,抓取时先通过水平气缸1006带动滑块1002水平移动至空罐称重机8上方,然后下行气缸1004下行,通过手指气缸或吸盘1005将茶叶罐抓取,下行气缸1004上行与空罐称重机8脱离,在水平气缸1006的带动下向进料储料带30的上方移动,当移动到位后,下行气缸1004下行,将茶叶罐装入进料储料带30内的茶罐基座901中,手指气缸或吸盘1005松开,完成茶叶罐的转移。所述第二进料抓取机械手40,第一出料抓取机械手60和第二出料抓取机械手18的结构均与第一进料抓取机械手10相同。
所述称茶装料机11的进料口与叶提香灭菌机1间设置有提升机15,通过提升机15将茶叶输至称茶装料机11的进料口处。所述称茶装料机11,包括储料斗111,设置在储料斗111下方与茶叶罐配合的多头称重单元112。所述多头称重单元112,包括一组称量筒1121,设置在称量筒1121底部可翻转的称重台1122,称量筒1121的上部设置有可开闭的落料阀1123。所述储料斗111的底部,设置有一组与称量筒1121相适配的落料口1111;茶叶从落料口1111落入称量筒1121中,当称重台1122检测到茶叶重量满足要求后,落料阀1123关闭,称重台1122打开,茶叶落入下方的茶叶罐内。所述多头称重单元112,连接设置有控制单元113及用于显示和操作的显示屏114。操作人员,可以根据茶叶罐的罐体大小选择装罐的重量,并通过显示屏114上的操作来实现调整,同时还可以从显示屏114上记录和读取每次的装茶量,便于控制装罐的准确性。为提高茶叶的质量,减少装罐时的茶叶破碎率,所述储料斗111为振动储料斗,储料斗111的底部,设置有带动储料斗111震动的震动器1112及支撑储料斗111的支撑腿1113,支撑腿1113的底部设置有缓冲弹簧1114,震动器1112带动储料斗111震动,从而使茶叶缓慢落入落料口1111,且不易断碎。为进一步保证茶叶的品质,所述储料斗111的上方,设置有抖筛机115,抖筛机115上设置有一层抖筛网1151,抖筛网1151的目数为10目,抖筛网1151的上层出料口与储料斗111对接,通过抖筛网1151将茶叶中夹带的碎末筛除。
所述充氮机12,包括扣压在茶叶罐上的罩盖121,罩盖121可以上下运动与茶叶罐配合或分离,可通过气缸带动支架上下运动,然后将罩盖121固定安装在支架上随支架一起运动。所述罩盖121上,连接设置有抽真空管道122和充氮针管123;所述充氮针管123上方,连接设置有充氮注射器125;充氮注射器125包括带有刻度标识的计量筒12501和注射塞12502,注射塞12502的一端连接设置有带动注射塞12502来回运动的动力装置12503;动力装置12503优选采用动力泵。注射塞12502的行程与茶叶罐每次注入的氮气量相适配,可根据茶叶罐每次的充氮量,调整注射塞12502的位置,使每次注射塞12502的下压量刚好为每次茶叶罐的充氮量。所述计量筒12501的一侧,还连接设置有氮气进气管道126,当注射塞12502上移时,进气管道126与计量筒12501连通,向计量筒12501送入氮气,当注射塞12502下行充氮时,进气管道126被注射塞12502挡着停止氮气的供应;所述充氮针管123上,设置有控制阀12301用于控制充氮针管123的开闭,先通过抽真空管道122将茶叶罐内的空气排出,然后通过充氮针管123向茶叶罐内注入氮气;所述抽真空管道122上,设置有截止阀124,用于控制抽真空管道122的开闭。为防止在抽真空时,茶叶一起进入抽真空管道122,所述罩盖121内还设置有一层防止茶叶吸入抽真空管道122内的筛网127,筛网的目数为12目。
所述贴膜机13,为机械自动化贴膜机,不需要人工进行操作。所述封口膜为PETALPE复合膜,是由聚酯(PET)与铝箔(AL)及聚乙烯(PE)通过黏合剂复合而成一种包装药品使用膜,不仅阻隔性强,可有效阻止水气光热进入罐内,而且黏合密封度好,常温下贮放3-5年均有良好的密封性,不会开裂脱膜。将贴膜机,设置在氮气舱11内进行无菌贴膜封罐,可杜绝微生物杂菌和氧气进入罐中,使罐中茶叶处于无菌无氧状态保鲜,不仅可延长保鲜期1-1.5倍,而且没有“异味”,可确保其色香味形品质稳定质量安全。
所述封膜机14,为自动高温封膜机。封膜时封膜机7的罩盖套住茶叶罐的罐口,并以一定压力压住封口膜,然后以220-250℃高温进行粘合封膜。
所述旋盖密封机17,为机械手旋盖密封机。旋盖密封机17上的智能机械手,将茶罐的外盖放到封膜后罐口上,随后旋盖器以顺时针方向将罐盖拧紧密封。为进一步提高密封性,罐盖内设置有密封垫,该密封垫为纳米硅胶密封垫,它是采用硅橡胶、纳米氧化锌晶须、纳米氧化铝,通过高温加压制成。该密封垫,具有吸热、吸收电磁波和无异味的特点,不仅可阻止热温、冷湿气、电磁波,从罐口进入茶罐影响色香味品质,而且还克服了现行橡胶密封垫有“异味”的弊端。
所述塑封包装模块,包括对茶叶罐进行贴标的贴标机20和套膜塑封包装机21。所述第二传送带19的末端与贴标机20连接,将旋盖后的茶叶罐送入贴标机20内进行贴标。所述贴标机20为自动贴标智能识别一体机,该机有放卷轮、缓冲轮、导向辊、驱动辊、收卷轮、剥离板、贴标辊以及智能识别拣剔装置等部件组成。该机配置的智能识别装置,可将错标、歪标、皱标、无标茶罐,进行识别清除,确保贴标罐合格率100%。
所述包材灭菌机3,包括除杂隧道31,设置在除杂隧道31内的包材输送带32,所述除杂隧道31的前段,间隔设置有一组光波灭菌灯29;所述除杂隧道31在光波灭菌灯29之后,间隔设置有一组离子风扇28;所述离子风扇28的上方,还设置有与离子风扇28管道连接的吸尘罩33。该隧道总长4米,前段隧道长2.5米,为光波灭菌舱室,每隔0.7米安装1盏卤素光波灭菌灯,共有3盏灭菌灯,进行光波灭菌。后段隧道长1.5米,为离子风除杂舱室,每隔0.2米安装1台离子风扇,共有6台离子风扇和一个吸尘罩33。包材如包装盒、放置在包装盒内的填充物等,先通过除杂隧道131内的光波灭菌灯29进行光波灭菌,然后通过离子风扇28去除杂物。进一步所述光波灭菌灯,是采用光波波长为253.7nm的强力卤素杀菌灯,它具有高效广谱杀菌,无二次污染,安全可靠等优点。当光波照射到微生物病菌时,可在1分钟内对其DNA产生破坏作用,能够杀死99%的细菌和病毒。本项生产线,采用包材灭菌机的益处,可使多泡装茶的包装材料无菌,无霉变,无灰尘和异味,并解决一些茶叶包装盒,在运输和贮存放中,可能受潮或污染霉变,影响茶叶品质的问题。
所述包材灭菌机3与装盒灭菌机4间,设置有包材传送带22;所述贴标机20与装盒灭菌机4间,设置有茶叶罐传送带23;所述装盒灭菌机4的前段,设置有与茶叶罐传送带23对接的茶叶罐存放带24,还设置有与包材传送带22对接的包材主输送带25,还设置有将茶叶罐装入包材内的装盒机械手26;通过装盒机械手26,将茶叶罐存放带24上的茶叶罐,装入包材主输送带25上的包装盒内进行装盒;所述装盒灭菌机4的后段,为隧道式光波灭菌机401;所述包材主输送带25,一直延伸到隧道式光波灭菌机401内,包装好的茶叶箱送入隧道式光波灭菌机401内进行灭菌处理。所述茶叶罐存放带24与包材主输送带25并排设置;所述装盒灭菌机4与套膜塑封包装机21间,设置有第三传送带27,经打包后的包装盒通过包材主输送带25输出,落在第三传送带27上并送入套膜塑封包装机21内进行套膜塑封。所述套膜塑封包装机21,为套膜、塑封、包装一体机,该机主要有输送带、机械手、塑封机、包装机等机械设备组成。输送带将灭菌后的包装盒输往套膜机位置处,通过机械手套上POT膜,再输往塑封机,以200-220℃,进行高温热风塑封,最后输入智能包装机,将塑封好的包装盒装入包装箱内,打码入库。
以上结合附图,对本发明进行了示例性描述。显然,本发明具体实现并不受上述方式的限制。只要是采用了本发明的方法构思和技术方案进行的各种非实质性的改进;或未经改进,将本发明的上述构思和技术方案直接应用于其它场合的,均在本发明的保护范围之内。
- 一种多泡装小罐茶的连续化生产线
- 一种多泡装小罐茶无菌充氮包装系统