一种热等静压成形高温合金半球体及其制备方法
文献发布时间:2023-06-19 10:40:10
技术领域
本发明涉及热等静压成形辅助设备技术领域,特别是涉及到是一种热等静压成形高温合金半球体及其制备方法。
背景技术
随着结构功能性材料的日益增强,复杂结构功能性产品在很多领域引起了人们的重视,尤其在航天、航空、轨道交通等工业领域。对于一些特殊结构功能件,采用热等静压技术成形该产品,不但性能优异,而且材料利用率高、周期短。
在热等静压工艺中,不论是将粉末直接装入包套一次成型,还是将冷等静压坯再次进行热等静压的二次成型,原则上均应采用包套。包套的主要作用有三个作用,一是作为气密性容器,在装入粉末或冷压坯后经过真空抽空可排除粉末中的气体和水分;二是在热等静压过程中包套可保证压力介质不进入粉末空隙中,从而确保成型产品的质量;三是包套可作为模具,可使所装入的物料压成预定的形状和尺寸。因而,包套的选择,设计和加工质量具有十分重要的作用。
现有的包套结构复杂,不利于对包套内的粉体进行抽真空操作,且现有的包套制作成本高。
发明内容
为了解决上述技术问题,本发明提供了一种热等静压成形高温合金半球体,具体技术方案如下:
第一方面,本发明实施例提供了一种热等静压成形高温合金半球体,包括:上盖板、下盖板、抽气管;所述下盖板与所述上盖板焊接连接,所述上盖板的形状为半球状,所述下盖板与所述上盖板之间存在空腔,在所述空腔内填充有粉末;所述抽气管设置在所述上盖板上,且所述抽气管连通所述上盖板;所述抽气管的端部开口封焊接,在所述抽气管以及所述空腔内为真空环境。
进一步的,在所述抽气管的内部覆盖设置有筛网,所述筛网用于阻挡所述粉末进入所述抽气管。
进一步的,所述筛网为不锈钢筛网。
进一步的,在所述下盖板的外侧壁上焊接有吊装环。
进一步的,所述真空环境的真空度为10-3Pa以上。
进一步的,在所述下盖板的底部设置有定位孔。
第二方面,本发明提供了一种制备权利要求上述热等静压成形高温合金半球体,包括:
获取半球形冲压模具,利用冲压机冲压成型上盖板;其中,所述上盖板边缘留有2-20mm的翻边;在所述上盖板的顶部预留装粉孔;
机加加工成型下盖板;所述下盖板的直径与所述上盖板底面直径相等;
在所述下盖板的底部加工定位孔;
去所述上盖板与所述下盖板的边缘毛刺;
获取抽气管,在所述抽气管内塞入不锈钢赛王;将所述抽气管焊接在所述装粉孔的顶部开口处,将所述上盖板焊接在所述下盖板上;并通过所述装粉孔装入粉末;形成包套;
对所述包套进行高温抽真空操作,使得上盖板与下盖板之间的空腔的真空度不低于10-3Pa;
对所述抽气管进行封焊,制得所述合金半球体。
进一步的,所述上盖板的材质为304不锈钢、316不锈钢、20#钢、铝合金、铜合金中的任一种;所述下盖板的材质为304不锈钢、316不锈钢、20#钢、铝合金、铜合金中的任一种;所述抽气管的材质为304不锈钢、316不锈钢、20#钢、铝合金、铜合金中的任一种。
本发明提出的热等静压用半球体包套,具有科学的结构设计,牢靠的焊接性,满足热等静压复杂工况的使用需求。该包套结构简单、设计新颖,有助于包套内部抽空处理,有利于其内粉末均匀受力,满足了不同复杂结构功能性材料的需求,产品性能优异。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。
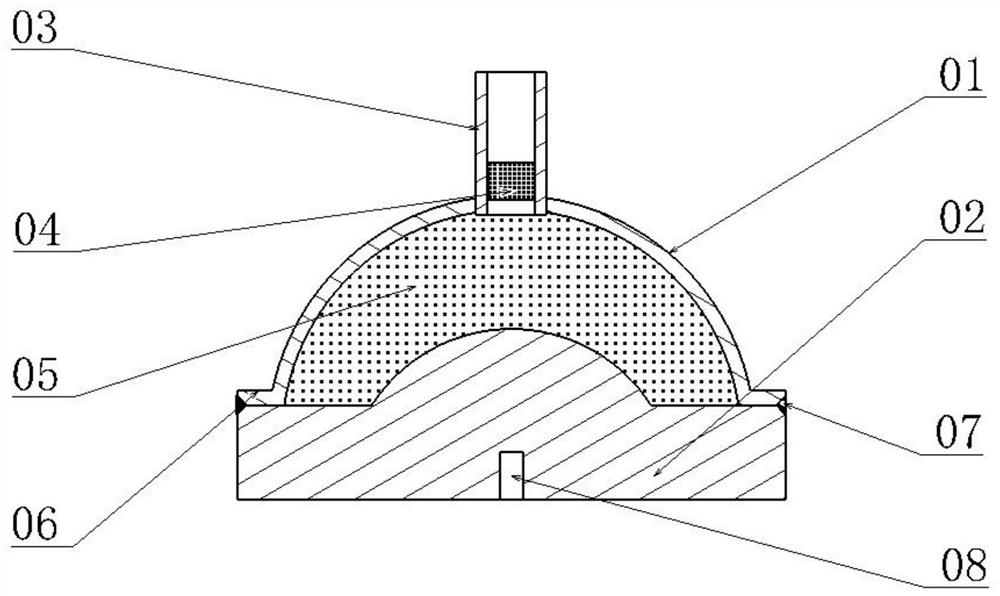
图1为本发明实施例提供的一种热等静压成形高温合金半球体的结构示意图。
图2为本发明实施例提供的一种热等静压成形高温合金半球体的立体结构示意图。
附图标记:
01上盖板,02下盖板,03抽气管,04塞网,05粉体,06翻边,07焊缝,08定位孔。
具体实施方式
为了使本发明的上述目的、特征和优点能够更加明显易懂,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例仅仅是本发明的一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动的前提下所获得的所有其它实施例,均属于本发明保护的范围。
需要说明的是,在选择包套材料时,必须遵循以下原则。一是有绝对可靠地气密性,气密性指真空密封性和高压密封性,这是确定热等静压成型得以实现的基本条件;二是不与被压物料反应,包套材料在热等静压周期中的高温、高压下不与被压物料发生化学反应和共晶反应,以防止包套失效;三是有适当的强度和良好的塑形,在高温、高压作用下,包套必须具备必要的强度和塑形,以防止在热压过程中发生破裂或过分软化而可能渗透到粉体05中去;四是易加工成形能够和剥离,热等静压除了成型简单产品外,亦能近净成型复杂产品,因此所选的包套材料应具备优良的加工性能和焊接性能;五是具有良好的经济实效,在满足上述条件的同时,应选择尽可能便宜的包套材料和包套方式。
实施例1
请参见图1、图2,第一方面,本发明实施例提供了一种热等静压成形高温合金半球体,包括:上盖板01、下盖板02、抽气管03;所述下盖板02与所述上盖板01焊接连接,所述上盖板01的形状为半球状,所述下盖板02与所述上盖板01之间存在空腔,在所述空腔内填充有粉末;所述抽气管03设置在所述上盖板01上,且所述抽气管03连通所述上盖板01;所述抽气管03的端部开口封焊接,在所述抽气管03以及所述空腔内为真空环境。
具体的,本发明提供的热等静压用半球体包套主要由三部分组成,即上盖板01、下盖板02、抽气管03。其中上盖板01预留有抽气孔,以确保抽气管03与之相连接;下盖板02具有两个功能,其一与上盖板01配合形成空腔,以容纳粉末,其二下盖板02厚度较厚,可以作为模具以防止下盖板02外周边卷曲变形。通过焊接的方法将上述三部分进行焊接,确保焊后满足气密性要求;在热等静压工艺中,制品的密度、尺寸和形状是靠正确的包套设计来保证的。所述的包套材质包括:304不锈钢、316不锈钢、20#钢、铝合金、铜合金等。上述包套即为本实施例所说的热等静压成形高温合金半球体;包套对压坯的收缩有利,所述的包套壁厚通常选用1~3mm;所述的上盖板01,应选择较薄的壁厚且壁厚应均匀;上盖板01应加工成半球体;在上盖板01的外周圈应加工成3~20mm的翻边06,并在翻边06处预留坡口,以待焊接时使用;上盖板01应预留抽气孔,以满足装粉及封口要求。所述的下盖板02,应选择较厚的壁厚;在下盖板02上加工半球体凸模;在下盖板02的外周圈应加工成3~20mm的翻边06,并在翻边06处预留坡口,以待焊接时与上盖板01配合使用;在下盖板02中心位置预加工定位孔08,在去除包套时确定中心位置。所述的上盖板01和下盖板02在装配前应去除表面毛刺,清洁内外表面。所述的抽气管03,在与上盖板01焊接前,应在其管内塞入不锈钢塞网04,以防止抽空时粉末外出。所述的上盖板01、下盖板02、抽气管03连接方式为焊接;焊后的包套应满足气密性要求;所述焊接后的包套,由于装粉量较大,可以在下盖板02合适位置焊上吊装环,以满足吊装要求;所述的焊接后的包套,应进行高温抽空处理,真空度达到10-3Pa以上后,方可进行封焊。
本发明提出的热等静压用半球体包套,具有科学的结构设计,牢靠的焊接性,满足热等静压复杂工况的使用需求。该包套结构简单、设计新颖,有助于包套内部抽空处理,有利于其内粉末均匀受力,满足了不同复杂结构功能性材料的需求,产品性能优异。
在一种具体实施方式中,在所述抽气管03的内部覆盖设置有筛网,所述筛网用于阻挡所述粉末进入所述抽气管03。
在一种具体实施方式中,所述筛网为不锈钢筛网。采用不锈钢筛网,有利于延长筛网的使用寿命。
在一种具体实施方式中,在所述下盖板02的外侧壁上焊接有吊装环。便于吊装。
在一种具体实施方式中,所述真空环境的真空度为10-3Pa以上。采用上述设置,可以有效的保证真空环境的真空度,进而保证产品质量。
在一种具体实施方式中,在所述下盖板02的底部设置有定位孔08。
第二方面,本发明提供了一种制备权利要求上述热等静压成形高温合金半球体,包括:
获取半球形冲压模具,利用冲压机冲压成型上盖板01;其中,所述上盖板01边缘留有2-20mm的翻边06;在所述上盖板01的顶部预留装粉孔;
机加加工成型下盖板02;所述下盖板02的直径与所述上盖板01底面直径相等;
在所述下盖板02的底部加工定位孔08;
去所述上盖板01与所述下盖板02的边缘毛刺;
获取抽气管03,在所述抽气管03内塞入不锈钢赛王;将所述抽气管03焊接在所述装粉孔的顶部开口处,将所述上盖板01焊接在所述下盖板02上;并通过所述装粉孔装入粉末;形成包套;
对所述包套进行高温抽真空操作,使得上盖板01与下盖板02之间的空腔的真空度不低于10-3Pa;
对所述抽气管03进行封焊,制得所述合金半球体。
具体的,一种热等静压用半球体包套主要由三部分组成,即上盖板01、下盖板02、抽气管03。其中上盖板01可通过机加或冲压成型,下盖板02可通过机加成型,同时上盖板01和下盖板02都具有翻边06(3~20mm)的翻边06,翻边06的翻边06可通过机加或冲压成型;上盖板01预留有装粉口,该装粉口还具有与抽气管03抽气管03连接的功能;抽气管03装粉孔内装有塞网04塞网04,以防抽空过程中粉末进入抽空系统内,损坏设备;上盖板01与下盖板02配合后形成空腔,空腔内填入粉体05粉体05;定位孔08是预留定位孔08,在去除包套时确定中心位置。
装配。上盖板01、下盖板02、抽气管03焊接件结合处均预留有焊接坡口,以保证焊接质量,焊缝07为焊缝07。首先将需要装配的部件梳理清楚,清洗零件内外表面;其次再将带有翻边06的上盖板01和下盖板02焊接;沿装粉口再向空腔内振动装入高温合金粉末,直至满足装填要求;最后将塞有塞网04的抽气管03与上盖板01焊接。
氦质朴检漏仪。对上述包套装配体进行检漏,使之满足气密性要求。
真空处理及封焊。将上述装配好的包套置于加热炉中,加热温度为300~600℃,使用真空系统从抽气管03抽气口边加热边抽真空,真空度达到10
热等静压处理。将上述经高温抽空的包套装配体置于热等静压炉进行处理,热等静压工艺参数为:温度1000~1250℃;升温速率:5℃/min;压力120~145MPa;保温保压时间:2~4h;随炉冷却至200℃后出炉。按照热等静压工艺进行处理。
去除包套。采用机加方法或电化学方法去除包套,以获得所需产品。该产品即为经本发明提供的热等静压用半球体包裹后处理的粉末。
在一种具体实施方式中,所述上盖板01的材质为304不锈钢、316不锈钢、20#钢、铝合金、铜合金中的任一种;所述下盖板02的材质为304不锈钢、316不锈钢、20#钢、铝合金、铜合金中的任一种;所述抽气管03的材质为304不锈钢、316不锈钢、20#钢、铝合金、铜合金中的任一种。
本发明提出的热等静压用半球体包套,具有科学的结构设计,牢靠的焊接性,满足热等静压复杂工况的使用需求。该包套结构简单、设计新颖,有助于包套内部抽空处理,有利于其内粉末均匀受力,满足了不同复杂结构功能性材料的需求,产品性能优异。
最后应说明的是:以上各实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述各实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分或者全部技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 一种热等静压成形高温合金半球体及其制备方法
- 一种高温合金致密件的热等静压两步成形方法