一种检测包装机
文献发布时间:2023-06-19 10:57:17
技术领域
本发明涉及包装机领域,具体是一种用于对锅仔片进行检测及包装的检测包装机。
背景技术
锅仔片俗称金属弹片,是一种薄片凸起结构,常应用在PCB板上,通过载带进行包装的锅仔片能让自动贴片机进行使用。现有技术中,对锅仔片进行载带包装的过程为1、人工通过测量仪器对锅仔片的弧度即其凸起部分的弧度进行检测以筛选出弧度合格的锅仔片,弧度不合格的锅仔片会出现回弹性差甚至丧失回弹性的情况;2、人工将弧度合格的锅仔片以其凸面朝上的方向摆放于载带的容纳槽中;3、人工将带有背胶的封膜从封膜卷上拉出并贴合在装有锅仔片的载带上以进行封装;4、人工通过将完成封装的载带缠绕在料盘上。这过程的缺点是1、锅仔片的载带包装过程均通过人工操作,包装效率低;2、人工有时会对锅仔片的凸面方向进行误判,使方向错误的锅仔片摆放于载带中,影响包装准确率。
发明内容
本发明的目的在于提供一种检测包装机,以解决上述背景技术中提出的问题。
为实现上述目的,本发明提供如下技术方案:
一种检测包装机,包括机柜以及均安装在所述机柜上的供料装置、升降旋转上料装置、多余料去除装置、导正装置、侧视CCD检测装置、NG料盒和载带包装装置,所述供料装置、多余料去除装置、导正装置、侧视CCD检测装置、NG料盒以及载带包装装置均位于升降旋转上料装置的旁侧。
进一步地,所述供料装置包括振动盘和旋转分料机构,所述旋转分料机构位于振动盘和升降旋转上料装置之间。
进一步地,所述振动盘的输送轨道和输出轨道之间设有呈倾斜设置的弧形板,所述弧形板具有凹面和凸面,所述弧形板的凸面上设有台阶结构。
进一步地,所述旋转分料机构包括旋转驱动组件和分料转盘,所述分料转盘的中心位置处设有凸台,所述分料转盘上开设有多个呈圆周阵列分布的接料槽,所述分料转盘安装在旋转驱动组件上,所述旋转驱动组件驱动分料转盘做间歇性旋转运动。
进一步地,还包括除静电机构,所述除静电机构安装在机柜上且位于振动盘的旁侧,所述除静电机构包括风机支架和离子风机,所述离子风机安装在风机支架上,所述离子风机的出风口朝下且位于振动盘的正上方。
进一步地,所述多余料去除装置包括支座、中空管和侧喷气嘴,所述中空管的一端上开设有窗口,所述侧喷气嘴与中空管的一端固定连接,所述侧喷气嘴的喷气端位于中空管的内且与窗口的位置处相对应。
进一步地,所述导正装置包括驱动机构和卡爪,所述卡爪的夹持面上设有V形缺口,所述卡爪设置两组且均驱动连接在驱动机构上,所述驱动机构驱动两组卡爪做开合运动。
进一步地,所述侧视CCD检测装置包括位置可调式支架、工业相机一、环形光源一、背光源支架和背光源板,所述工业相机一和环形光源一均安装在位置可调式支架上,所述背光源板安装在背光源支架上且相对于工业相机一的镜头部。
进一步地,所述载带包装装置包括载带放带机构、载带输送机构、封膜放带机构、滚轮机构和载带收带机构,所述载带放带机构安装在机柜上,所述封膜放带机构和载带收带机构沿载带输送机构的输送方向先后设置在载带输送机构的旁侧,所述滚轮机构安装在载带输送机构上。
进一步地,所述载带输送机构包括底座以及均安装在所述底座上的载带导轨、载带送入组件和载带送出组件,所述载带导轨位于载带送入组件和载带送出组件之间,所述滚轮机构安装在载带导轨上。
本发明的有益效果:
供料装置不断地将凸面朝上的锅仔片输出到旋转分料机构上,旋转分料机构做间歇性旋转运动以不断地接收锅仔片同时带动锅仔片不断地运动到升降旋转上料装置的正下方,升降旋转上料装置不断地从旋转分料机构上的锅仔片进行吸取并且不断地带动每个锅仔片先后进到第一工位、第二工位、第三工位、第四工位中和第五工位中;
锅仔片体积小容易出现静电吸附现象,使得时不时会出现至少两个锅仔片通过静电吸附作用吸在一起的情况,导致升降旋转上料装置吸取的锅仔片下方有时还静电吸附有多余的锅仔片;在第一工位中,多余料去除装置对静电吸附的多余锅仔片进行去除;在第二工位中,导正装置对锅仔片的方位进行导正使其后期能准确进入载带的容纳槽中;在第三工位中,侧视CCD检测装置快速地对锅仔片的弧度进行检测以判断锅仔片为OK锅仔片还是NG锅仔片;在第四工位中,升降旋转上料装置停止对NG锅仔片进行真空吸附使其下落到NG料盒中;在第五工位中,OK锅仔片进到载带包装装置中的载带上,升降旋转上料装置停止对OK锅仔片进行真空吸附,使锅仔片下落在该载带的容纳槽中,最后通过载带包装装置对锅仔片进行载带包装。
与现有技术相比,本发明自动化程度高,节省了人力,包装效率高,能避免对锅仔片的凸面方向进行误判,保证了包装准确率。
附图说明
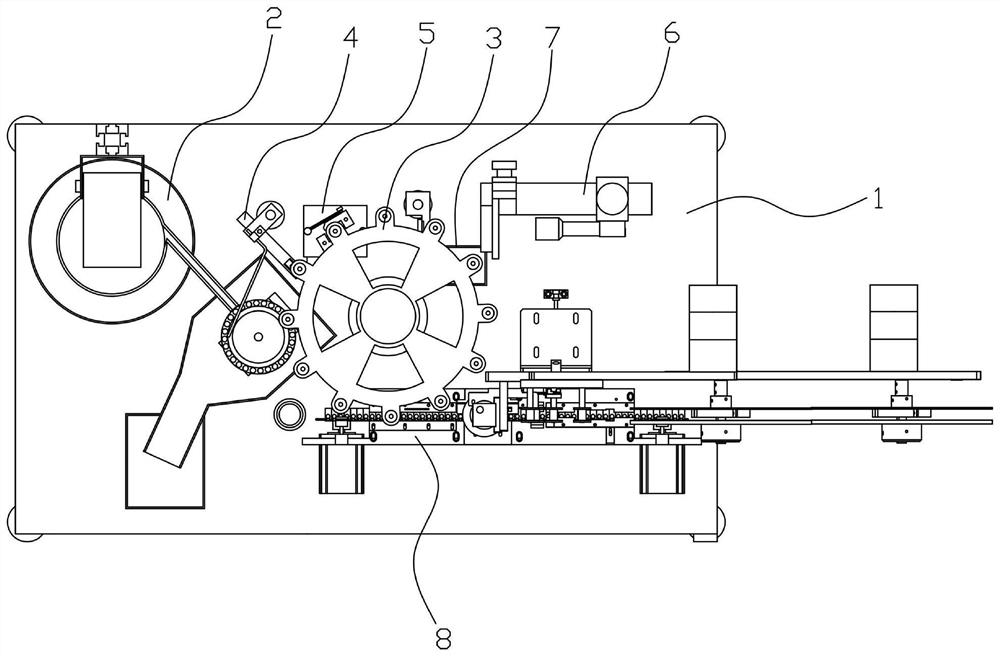
图1:一种检测包装机的俯视示意图。
图2:一种检测包装机的立体示意图。
图3:一种检测包装机的供料装置的立体示意图。
图4:一种检测筛选设备的振动盘的立体示意图。
图5:一种检测筛选设备的弧形板的立体示意图。
图6:一种检测包装机的多余料去除装置的立体示意图。
图7:一种检测包装机的导正装置的俯视示意图。
图8:一种检测包装机的侧视CCD检测装置的立体示意图。
图9:一种检测包装机的载带包装装置的立体示意图。
图10:一种检测包装机的载带输送机构的立体示意图。
具体实施方式
以下结合附图对本发明进行进一步说明:
请参照图1和图2,一种检测包装机,包括机柜1以及均安装在机柜1上的供料装置2、升降旋转上料装置3、多余料去除装置4、导正装置5、侧视CCD检测装置6、NG料盒7和载带包装装置8,供料装置2、多余料去除装置4、导正装置5、侧视CCD检测装置6、NG料盒7以及载带包装装置8按升降旋转上料装置3的旋转方向先后设置在升降旋转上料装置3的旁侧。
供料装置2、升降旋转上料装置3、多余料去除装置4、导正装置5、侧视CCD检测装置6和载带包装装置8均与PLC控制器电连接且均通过PLC控制器进行控制,供料装置2、升降旋转上料装置3、多余料去除装置4、导正装置5、侧视CCD检测装置6、载带包装装置8和PLC控制器均与电源电连接。
请参照图3,供料装置2包括振动盘21和旋转分料机构22,旋转分料机构22位于升降旋转上料装置3和振动盘21之间。
请参照图4和图5,振动盘21的输送轨道211和输出轨道213之间设有呈倾斜设置的弧形板212,弧形板212具有凹面和凸面,弧形板212的凸面上设有一体加工成型的台阶结构2121,当振动盘21的振动作用下,输送轨道211带动锅仔片运动到弧形板212上,该锅仔片沿弧形板212的凸面下滑到台阶结构2121上,这过程中,只有锅仔片的凹面与弧形板212的凸面相对的这一类锅仔片会卡在台阶结构2121上,弧形板212和台阶结构2121带动锅仔片运动到输出轨道213上,输出轨道213带动凸面朝上的锅仔运动到旋转分料机构22上。
请参照图3,旋转分料机构22包括旋转驱动组件221和分料转盘222,分料转盘222的中心位置处设有一体加工成型结构的凸台2221,其用于对锅仔片进行阻挡以防止其滑动到分料转盘222的中心位置上,分料转盘222上开设有多个接料槽2222,多个接料槽呈圆周阵列分布且均位于凸台2221的旁侧,分料转盘222安装在旋转驱动组件221上,旋转驱动组件221驱动分料转盘222做间歇性旋转运动。
请参照图3,还包括多余料清理机构23,其用于对分料转盘222上面多余的锅仔片进行清理,多余料清理机构23包括吹气管231和管固定座232,吹气管231通过管固定座232安装在多余料去除装置4或柜体1上,吹气管231的吹气端对准分料转盘222的上表面。吹气管231的进气端通过气管一与电磁阀一的出气端连接,电磁阀的进气端通过气管二与气源连接。
请参照图3,还包括中空料斗24和回收料盒25,中空料斗24倾斜设置且套设在旋转分料机构22外的旋转驱动组件221上,中空料斗24的出料口与回收料盒25的开口对接。
请参照图3,还包括除静电机构26,其用于对振动盘21内的锅仔片进行静电消除以减少锅仔片的静电吸附现象,除静电机构26安装在机柜1上且位于振动盘21的旁侧,除静电机构26包括风机支架和离子风机,离子风机安装在风机支架上,离子风机的出风口朝下且位于振动盘21的正上方。
升降旋转上料装置3包括升降旋转驱动机构、活动盘和多个吸盘,活动盘安装在升降旋转驱动机构上,多个吸盘圆周阵列在活动盘上,升降旋转驱动机构驱动活动盘带动多个吸盘做升降运动以及旋转运动,多个吸盘分别通过多个气管三与多个电磁阀二的出气端连接,多个电磁阀二的进气端分别通过多个气管四与真空发生装置连接。
请参照图6,多余料去除装置4包括支座41、中空管42和侧喷气嘴43,中空管42的一端上开设有窗口421,其用于让锅仔片进入中空管42,侧喷气嘴43与中空管42的一端固定连接,侧喷气嘴43的喷气端位于中空管42的内且位于窗口421的下方,侧喷气嘴43的进气口通过气管五与电磁阀三的出气端连接,电磁阀的进气端通过气管六与气源连接。
还包括下喷气嘴44,下喷气嘴44与中空管42的一端固定连接且位于窗口421的正下方,下喷气嘴44的喷气端朝上。下喷气嘴44的进气口通过气管七与电磁阀四的出气端连接,电磁阀四的进气端通过气管八与气源连接,侧喷气嘴43和下喷气嘴44先后进行喷气,下喷气嘴44用于杜绝吸盘上的锅仔片被侧喷气嘴43吹掉的可能性。
中空管42的另一端通过吸料管与吸料装置连接的进口连接,吸料装置的出口通过出料管与振动盘21对接,吸料装置通过吸料管将中空管42内被吹掉的锅仔片吸入并通过出料管将该锅仔片排出到振动盘21内。
请参照图7,导正装置5包括驱动机构51和卡爪52,卡爪52的夹持面上设有V形缺口,卡爪52设置两组且均驱动连接在驱动机构51上,驱动机构51驱动两组卡爪52做开合运动。
请参照图8,侧视CCD检测装置6包括位置可调式支架61、工业相机一62、环形光源一63、背光源支架64和背光源板65,工业相机一62和环形光源一63均安装在位置可调式支架61上,背光源板65安装在背光源支架64上且相对于工业相机一62的镜头部。
请参照图2和图9,载带包装装置8包括载带放带机构81、载带导筒82、载带输送机构83、封膜放带机构84、滚轮机构85和载带收带机构86,机柜1的侧壁上设有凹腔,载带放带机构81安装在凹腔内,凹腔的侧壁上开设通孔一,机柜的上方开设通孔二,载带导筒82安装在机柜上且正对在通孔二上,载带导筒82和载带收带机构86分别位于载带输送机构83的输送始端旁侧和输送末尾端旁侧,封膜放带机构84位于载带输送机构83的旁侧且位于载带导筒82和载带收带机构86之间。
请参照图9,还包括俯视CCD检测机构87,俯视CCD检测机构87安装在封膜放带机构84上,俯视CCD检测机构87包括相机座、工业相机二、光源座和环形光源二,工业相机二位于环形光源二的正上方,工业相机二和环形光源二分别通过相机座和光源座安装在封膜放带机构84上。
请参照图10,载带输送机构83包括底座831、载带导轨832、载带送入组件833和载带送出组件834,载带导轨832、载带送入组件833和载带送出组件834均安装在底座831上,载带导轨832位于载带送入组件833和载带送出组件之间,载带送入组件833和载带送出组件834的结构相同。
请参照图10,载带送入组件833包括旋转驱动模块8331、齿盘8332、齿盘压轮8333以及压轮支座8334,齿盘8332的外围上圆周阵列有多个凸点,齿盘8332位于压轮的正下方,齿盘8332与旋转驱动模块8331的输出轴固定连接,旋转驱动模块8331驱动齿盘8332做旋转运动,载带的前侧边从左往右阵列设置有多个通孔,齿盘8332通过凸点与载带前侧边的通孔配合以进行带动载带向右运动,齿盘压轮8333用于对载带的上极限位进行限制,防止载带前侧边上的通孔与齿盘8332的凸点分离,齿盘压轮8333的外围开设有用于避让凸点的环形凹槽,齿盘压轮8333可转动连接在压轮支座8334上,旋转驱动模块8331和压轮支座8334均安装在底座831上。
封膜放带机构84包括立座841以及均安装在立座841上的封膜料盘组件842、封膜缓存组件843和封膜导向组件844,封膜料盘组件842放出的封膜带先后经过封膜缓存组件843和封膜导向组件844进入滚轮机构85和载带之间。
本发明的工作原理:
凸面朝上的锅仔片能方便后续吸盘吸取,振动盘21不断地将凸面朝上的锅仔片输出到接料槽2222上,旋转驱动组件221驱动分料转盘222做间歇性旋转运动实现不断地对锅仔片进行接收并使锅仔片运动到升降旋转上料装置3的正下方,吹气管231进行持续吹气以将残留在相邻接料槽2222之间上方的锅仔片进行吹掉,避免影响升降旋转上料装置3的取料过程,被吹掉的锅仔片首先下落在中空料斗24中,然后沿着中空料斗24的倾斜方向下滑,最后通过中空料斗24的出料口下落到回收料盒25中进行收集;
升降旋转上料装置3工作时,升降旋转驱动组件首先驱动活动盘带动多个吸盘向下运动使吸盘贴合在接料槽2222中的锅仔片上,吸盘对锅仔片进行吸取,接着驱动活动盘通过多个吸盘带动锅仔片向上运动,然后驱动活动盘通过多个吸盘带动锅仔片旋转一定角度,最后驱动活动盘通过多个吸盘带动锅仔片向下运动。升降旋转上料装置3重复进行工作,实现不断地带动每个锅仔片先后进到第一工位、第二工位、第三工位、第四工位和第五工位中;
在第一工位中,锅仔片通过窗口421进到中空管42内,侧喷气嘴43快速地对该锅仔片的下方进行喷气,以将该锅仔片下方静电吸附的多余锅仔片进行吹掉,以免影响后续工作;
在第二工位中,锅仔片进入两组卡爪52之间,驱动机构51驱动两组卡爪52做合并运动使该锅仔片被夹持于两组卡爪52的V形缺口之间,实现对锅仔片的方位进行导正,这时吸盘短暂地停止对该锅仔片进行真空吸附后,又重新对该锅仔片进行真空吸附,实现吸盘吸取方位正确的锅仔片,驱动机构51驱动两组卡爪52做复位运动。
在第三工位中,锅仔片进到背光源板65和环形光源一63之间,工业相机一62对该锅仔片进行拍摄检测,以判断该锅仔片为OK锅仔片还是NG锅仔片,在背光源板65的遮挡作用下,工业相机一62能方便对该锅仔片进行聚焦,在背光源板65的背光作用下,使该锅仔片的轮廓边线清楚呈现,提高了检测精度;
在第四工位中,锅仔片进到NG料盒7的正上方,当该锅仔片为NG锅仔片时,吸盘停止对该锅仔片进行真空吸附使其下落到NG料盒7中;
在第五工位中,OK锅仔片进到载带包装装置8中的载带上,吸盘停止对OK锅仔片进行真空吸附,使锅仔片下落在该载带的容纳槽中;
最后通过载带包装装置8对锅仔片进行载带包装。
载带包装装置8的工作原理:
载带放带机构81将载带放出,放出的载带先后穿过通孔一、通孔二、载带导筒82、载带送入组件833、载带导轨832和载带送出组件834,最后缠绕在载带收带机构86上,这过程中,载带送入组件833和载带送出组件834同步带动载带做间歇性向右运动,实现载带在载带导轨832内进行间歇性向右滑动;
载带在载带导轨832内进行间歇性向右滑动的过程中,升降旋转上料装置3不断地将OK锅仔片摆放于该载带的容纳槽中,俯视CCD检测机构87对该载带进行拍摄以检测容纳槽内是否有料,封膜放带机构84对封模带进行放出并将其导向到滚轮机构85和载带之间,再通过滚轮机构85将封膜带的背胶面压合在载带上实现封装,载带收带机构86对封装好的载带进行收卷。
以上并非对本发明的技术范围作任何限制,凡依据本发明技术实质对以上的实施例所作的任何修改、等同变化与修饰,均仍属于本发明的技术方案的范围内。
- 一种屏蔽罩检测包装机用包装机构
- 一种卷烟包装机烟包剔除杆检测装置及卷烟包装机