钛合金合页深孔加工装置及加工方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于机械加工技术领域,具体涉及钛合金合页深孔加工装置及加工方法,为了解决数控铣床钻削钛合金合页深孔,并且加工过程中实现参数的合理设置。
背景技术
钛合金材料广泛应用于航空、航天、船舶、医疗和石油化工等行业,具有以下性能特点:密度小,强度高,其强度大大超过了高强度钢;热稳定性好,抗腐蚀性能好,尤其在高温下的耐腐蚀性优于不锈钢。
但该类材料在细长孔加工过程中存在较多问题:在半封闭式的钻削过程中,由于切削温度高,切削加工后回弹大,切削易粘连,不易排屑等问题,钻头极易磨损、甚至断刀,即使最终钻通出孔径,也因刀具强度及材料特性问题钻出的细长孔在同轴度上也很难满足要求而使零件报废。采用常规方式进行钛合金深孔钻削加工成为很多制造企业的难题。
传统的钛合金合页加工先是在毛胚上对其钻深孔,不仅加工精度低、表面粗糙度差,加工效率低、操作强度大、质量难以保证,而且很容易引起“堵屑”或者折断钻头,造成更大的加工困难甚至造成零件的报废。
发明内容
为解决上述问题,本发明提出一种钛合金合页深孔加工装置及加工方法,该方法采用数控铣床对钛合金合页进行深孔钻削,通过改进切削参数和优化合金钻头的几何参数,通过分段加工方式来改善了加工状况及效率,延长了刀具的使用寿命,保证了类似钛合金合页零件深孔加工的质量与效率。本装置通过将合页固定在导向模具里,可以避免合页发生位置偏移,同时通过数控铣床参数的合理设置能够快速的对钛合金合页进行钻削加工。
技术方案:本发明一方面提出了钛合金合页深孔加工装置,所述装置包括数控铣床、导向模具、虎钳;所述虎钳固定在数控铣床的工作平台上,所述导向模具夹持在虎钳上,所述导向模具上开有合页安装槽,所述合页放入导向模具合页安装槽内并固定,所述数控铣床上设有钻头,设定数控铣床参数完成钛合金合页进行钻削加工。
优选的,所述导向模具上还设置有锁扣,所述锁扣将合页固定在导向模具;所述锁扣还能够实现合页在导向模具合页安装槽内进行高度上的上下调节。
优选的,所述锁扣为弓形件,所述弓形件一端顶住所述导向模具背部,另一端顶出合页以实现合页的固定。
优选的,所述导向模具选用材料7050-T7451进行自制,其它所用零件均为成品件工具。
本发明另一方面还提出了钛合金合页深孔加工方法,所述方法首先将虎钳固定在数控铣床工作台上,找正虎钳在工作台上的位置,通过虎钳把导向模具夹持固定,将合页置入导向模具的合页安装槽内,通过合页的长度确定合页在导向模具里需要伸出的长度,并用锁扣进行锁紧;合页固定后,使用数控铣床找正所要钻削的合页孔,采用钻头钻削钛合金合页,设置机床参数主轴转速、钻削进给速度、钻孔每次钻削深度对钛合金合页深孔进行加工。
优选的,加工过程中,每次钻削完后,需抬刀至钛合金合页上表面,以方便排削。
优选的,加工过程中采用液冷方式对其进行降温和润滑。
优选的,通过打表找正虎钳在工作台上的位置。
优选的,机床参数包括主轴转速S=1500n/min、钻削进给速度F=20mm/min、、钻孔每次钻削深度0.5mm。
实际钻孔过程中,可通过分段方式(如分二段)对合页孔进行加工解决细长合页孔细长的问题,通过导向模具的导向精度来解决所钻孔的同轴度问题。
本发明取得的有益效果如下:
1.该钛合金合页深孔钻孔的工艺装置通过与数控铣床的配合使用,通过数控铣床进行程序的编制和参数的合理设置,即可对钛合金合页深孔分段进行钻削加工。
2.在合页的装夹过程中,导向模具能够对合页前后左右自由度的限制,使其只能在竖直方向上实现移动,能够快速的对合页进行安装,在钻孔时,使合页不发生移动。
3.由于使用锁扣对合页在导向模具里进行固定,可以对合页伸出导向模具的部分进行合理调节,同时能够对长度不同的合页进行钻削加工。
附图说明
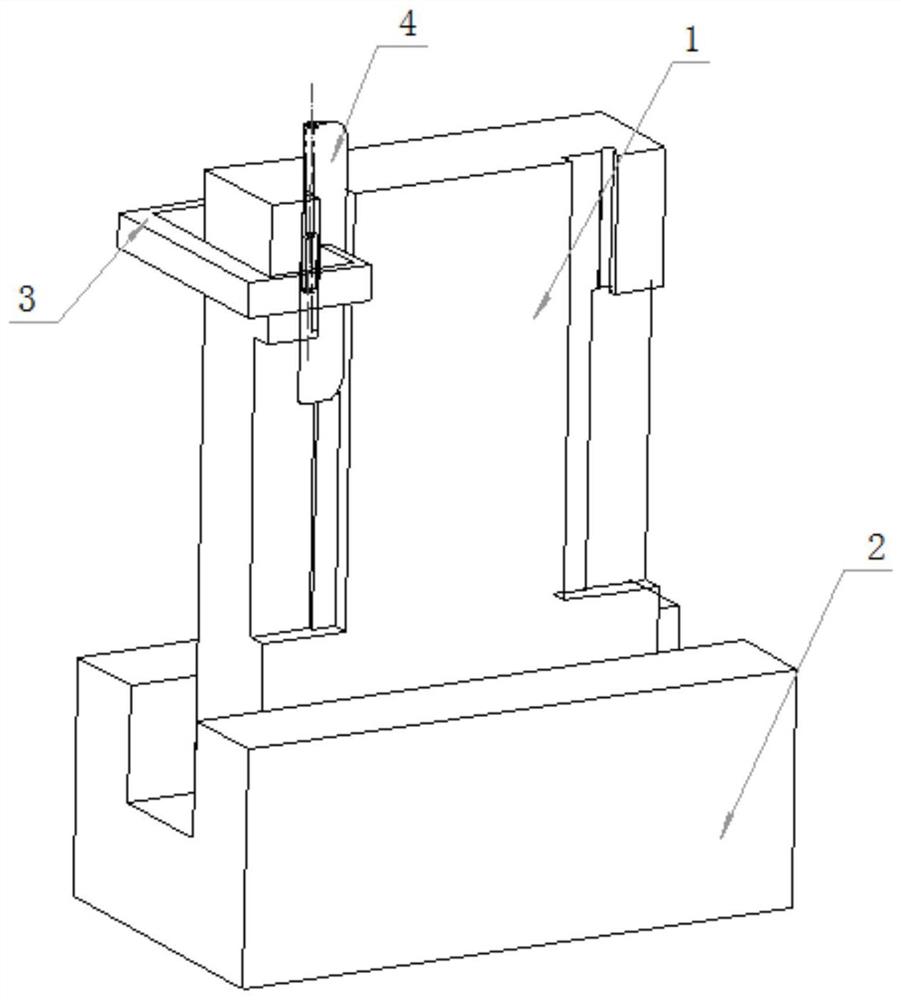
图1为本发明合页装夹结构示意图,
图2为本发明的合页装夹在导向模具的示意图,
图3为本发明的导向模具正示意图,
图4为本发明的导向模具半剖示意图,
图5为本发明的典型合页零件示意图。
其中,1-导向模具,2-虎钳,3-锁扣,4-合页。
具体实施方式
以下结合说明书附图对本发明进行详细描述,参见附图1为本发明的钛合金合页深孔加工装置中合页装夹结构,该结构作为本发明的主体结构,包括虎钳2、导向模具1和锁扣3,所述导向模具1固定安装在虎钳2上,虎钳2固定在数控铣床工作台上,通过锁扣3将合页固定在导向模具1上,并能使合页4在导向模具1上进行上下移动。
为便于操作,提高合页4的安装效率。该合页深孔的固定装置的锁扣3采用成品件,如弓形件,通过锁扣3与导向模具1的配合使用,实现合页4的固定。
使用时,将虎钳2固定在数控铣床工作台上,并通过打表找正虎钳2在工作台上的位置,通过虎钳2把导向模具1夹持固定,将合页4置入导向模具1里,通过合页4的长度确定合页在导向模具1里需要伸出的长度,并用锁扣3进行锁紧。
使用数控铣床找正所要钻削的合页孔,采用合金钻头钻削钛合金合页4,设置机床参数主轴转速S=1500n/min、钻削进给速度F=20mm/min、钻孔每次切削深度0.5mm,并且每次钻削完后,需抬刀至零件表面,以方便排削,采用液冷方式对其进行降温和润滑。
综上所述,结合附图所给出的方案内容,可以衍生出类似的技术方案。但凡是为脱离本发明技术方案的内容,依据本发明的技术实质所做任何的简单修改、等同变化与修饰,均属于本发明技术方案的范围内。
- 钛合金合页深孔加工装置及加工方法
- 深孔加工方法及深孔加工装置