一种模内自动攻螺纹的冷冲压模具
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及模具制造领域,它是一种模内自动攻螺纹的冷冲压模具。
背景技术
现有冷冲件是通过冷冲件上的螺纹孔和螺钉固定进行装配的,在加工具有螺纹孔的冷冲件时,首先是由冲压模具冲压成型并把螺纹底孔冲压出来,然后在模外通过攻牙机进行攻牙生产出螺纹。由于现有技术是先利用冷冲压模具冲压出成型件和成型件的螺纹底孔,然后在模外利用攻牙机在螺纹底孔中攻出螺纹,于是需要通过两个工装才可以完成冲压成型和攻螺纹,导致零件加工过程多、生产效率低,使制造成本提高,生产周期长,不利于现代技术的高效与快速的要求。为了克服上述问题,有必要研制一种冲压成型和攻螺纹整合在一起的模具来解决现有技术的不足。
发明内容
本发明是提供一种模内自动攻螺纹的冷冲压模具。其实施的技术方案是:它是将现有冲压成型和攻螺纹“整合”在一起,在模具冲压成型后,然后由安装在模内的攻牙机在模内自动完成冲压件上螺纹孔的攻牙。一种模内自动攻螺纹的冷冲压模具,解决了现有技术先由冲压模具冲压成型和冲压出螺纹底孔,然后在模外利用攻牙机二次加工出螺纹,加工工序繁琐,生产效率低,生产周期长的问题。一种模内自动攻螺纹的冷冲压模具,其有益效果是:它将现有冲压成型和攻螺纹“整合”在一起,在冲压成型的同时进行螺纹的攻牙,节省了生产成本并缩短了生产周期,它适合冲压成型带有螺纹制件快速生产。
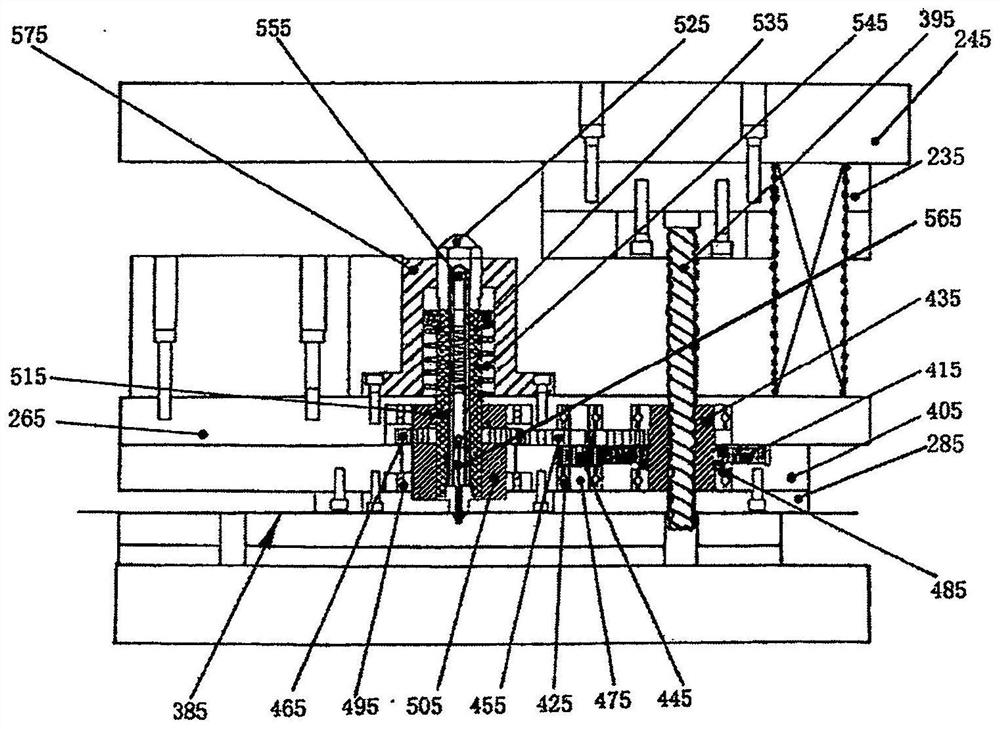
一种模内自动攻螺纹的冷冲压模具,其特征是:它包括冲压成型模具和模内攻牙机335。所述冲压成型模具由上模和下模构成。(请参照图2和图1)上模包括:上模安装板245、上模座235、固定垫板215、固定板205、卸料垫板185、卸料板175,所述上模安装板245与上模座235紧固连接,上模座235中设有第一弹簧安装孔和第二弹簧安装孔,在第一弹簧安装孔内设有第一弹簧115,第一弹簧115的上端顶住上模安装板245的下平面,第一弹簧115的下端顶住限位螺钉125的上端,卸料板175与镶块145成滑动间隙配合,卸料板175中紧固有导套165,导套165与安装在固定板205台阶孔中的导柱155成滑动配合,卸料板175的上方设有卸料垫板185,所述卸料垫板185在顶杆195和第二弹簧225的作用下与卸料板175紧贴,所述第二弹簧225安装在上模座235中的第二弹簧安装孔内,第二弹簧225的上端顶住上模安装板245的下平面,第二弹簧225的下端顶住顶杆195的上端,所述顶杆195安装在固定板205的台阶孔中,顶杆195的下端与卸料垫板185的上平面紧贴,卸料板175与螺钉255紧固连接,所述螺钉255的头部在上模座235的台阶孔中上下浮动,开模时,螺钉255的头部与上模座235中孔的台阶相碰,所述上模座235与固定垫板215和固定板205用螺钉紧固连接。(请参照图4和图1)所述下模包括:凹模板265、凹模垫板275、下模座285、模脚295、下模安装板305,所述凹模板265开设为凹形框,在所开设的凹形框中设有浮料板365,所述浮料板365与下模限位螺钉355紧固连接,下模限位螺钉355的头部在模脚295和下模安装板305的孔中浮动,所述下模限位螺钉355上套装有压缩弹簧,压缩弹簧的上端顶住浮料板365的下平面,压缩弹簧的下端顶在模脚295的台阶孔的台阶上,浮料板365的台阶孔中安装有导滑件375,所述导滑件375的下端与凹模垫板275和模脚295中的孔成滑动配合,所述凹模垫板275的上方设有浮料块325,浮料块325与凹模板265和凹模垫板275中的孔成滑动配合,浮料块325与连接螺钉585紧固连接,连接螺钉585的头部位于模脚295的孔内,连接螺钉585的头部与圆线弹簧接触,圆线弹簧的下端与下模安装板305的上平面接触,所述凹模板265中设有浮料钉315,浮料钉315与凹模板265成滑动配合,浮料钉315的头部位于凹模垫板275的通孔内,浮料钉315的头部与矩形弹簧紧贴,矩形弹簧的下端与下模安装板305的上平面紧贴。(请参照图3和图5)所述模内攻牙机335包括:机体405、丝杆395、第一齿轮415、第一轴承425、螺旋轴435、第二齿轮445、第三齿轮455、第四齿轮465、第一轴475、第二轴承485、第三轴承495、第二轴505、弹性轴套515、压件525、压圈535、安装套575、夹套555、丝锥565,所述机体405与下模座285紧固连接,机体405内设有第一轴承425、第二轴承485、第三轴承495的安装孔,所述第一轴承425、第二轴承485、第三轴承495紧固安装在机体405中所设的安装孔内,第二轴承485的内圈紧固套装在螺旋轴435的下端,所述丝杆395从螺旋轴435的螺旋孔中旋转穿过,丝杆395通过螺钉与上模座235紧固连接,所述螺旋轴435与第一齿轮415成套装紧固连接,第一齿轮415与第二齿轮445成啮合旋转连接,第二齿轮445的上方设有第三齿轮455,所述第三齿轮455与第一轴475成套装紧固连接,第一轴475与第二齿轮445成套装紧固连接,所述第三齿轮455与第四齿轮465成啮合旋转配合,第四齿轮465与第二轴505成套装紧固连接,所述第三轴承495的內圈与第二轴505成套装紧固连接,第二轴505内设有弹性轴套515,所述弹性轴套515伸入安装套575内,弹性轴套515与弹簧545套装,弹簧545的上方设有压圈535,所述压圈535与弹性轴套515紧固连接,弹性轴套515的内部设有夹紧套555,所述夹紧套555的上端与压件525成螺纹紧固连接,夹紧套555的下端紧固连接丝锥565,所述压件525的下端与压圈535紧贴,压圈535的下平面与弹簧545的上端紧贴,弹簧545的下端与凹模板265的上平面紧贴,所述安装套575与凹模板265用螺钉紧固连接。
附图说明
下面结合附图对本发明进一步说明
图中所示:
图1是上模、下模和模内攻牙机335的总装示意图。
图2是图1中b向上模的结构示意图。
图3是图1中b向模内攻牙机335与模具的连接示意图。
图4是图1中纵向模内攻牙机335与模具连接的局部示意图。
图5是模内攻牙机335旋转机构与模具的连接示意图。
115——第一弹簧 125——限位螺钉 145——镶块
155——导柱 165——导套 175——卸料板
185——卸料垫板 195——顶杆 205——固定板
215——固定垫板 225——第二弹簧 235——上模座
245——上模安装板 255——螺钉 265——凹模板
275——凹模垫板 285——下模座 295——模脚
305——下模安装板 315——浮料钉 325——浮料块
335——模内攻牙机 355——下限位螺钉 365——浮料板
375——导滑件 385——条料 395——丝杆
405——机体 425——第一轴承 435——螺旋轴
445——第二齿轮 455——第三齿轮 465——第四齿轮
475——第一轴 485——第二轴承 495——第三轴承
505——第二轴 515——弹性轴套 525——压件
535——压圈 545——弹簧 555——夹套
565——丝锥 575——安装套 585——连接螺钉
具体实施方式:
如图所示是一种模内自动攻螺纹的冷冲压模具,下面对它的工作原理和构造连接作详细说明。
一、构造连接:一种模内自动攻螺纹的冷冲压模具,它包括冲压成型模具和模内攻牙机335。所述冲压成型模具由上模和下模构成。(请参照图2和图1)上模包括:上模安装板245、上模座235、固定垫板215、固定板205、卸料垫板185、卸料板175,所述上模安装板245与上模座235紧固连接,上模座235中设有第一弹簧安装孔和第二弹簧安装孔,在第一弹簧安装孔内设有第一弹簧115,第一弹簧115的上端顶住上模安装板245的下平面,第一弹簧115的下端顶住限位螺钉125的上端,卸料板175与镶块145成滑动间隙配合,卸料板175中紧固有导套165,导套165与安装在固定板205台阶孔中的导柱155成滑动配合,卸料板175的上方设有卸料垫板185,所述卸料垫板185在顶杆195和第二弹簧225的作用下与卸料板175紧贴,所述第二弹簧225安装在上模座235中的第二弹簧安装孔内,第二弹簧225的上端顶住上模安装板245的下平面,第二弹簧225的下端顶住顶杆195的上端,所述顶杆195安装在固定板205的台阶孔中,顶杆195的下端与卸料垫板185的上平面紧贴,卸料板175与螺钉255紧固连接,所述螺钉255的头部在上模座235的台阶孔中上下浮动,开模时,螺钉255的头部与上模座235中孔的台阶相碰,所述上模座235与固定垫板215和固定板205用螺钉紧固连接。(请参照图4和图1)所述下模包括:凹模板265、凹模垫板275、下模座285、模脚295、下模安装板305,所述凹模板265开设为凹形框,在所开设的凹形框中设有浮料板365,所述浮料板365与下模限位螺钉355紧固连接,下模限位螺钉355的头部在模脚295和下模安装板305的孔中浮动,所述下模限位螺钉355上套装有压缩弹簧,压缩弹簧的上端顶住浮料板365的下平面,压缩弹簧的下端顶在模脚295的台阶孔的台阶上,浮料板365的台阶孔中安装有导滑件375,所述导滑件375的下端与凹模垫板275和模脚295中的孔成滑动配合,所述凹模垫板275的上方设有浮料块325,浮料块325与凹模板265和凹模垫板275中的孔成滑动配合,浮料块325与连接螺钉585紧固连接,连接螺钉585的头部位于模脚295的孔内,连接螺钉585的头部与圆线弹簧接触,圆线弹簧的下端与下模安装板305的上平面接触,所述凹模板265中设有浮料钉315,浮料钉315与凹模板265成滑动配合,浮料钉315的头部位于凹模垫板275的通孔内,浮料钉315的头部与矩形弹簧紧贴,矩形弹簧的下端与下模安装板305的上平面紧贴。(请参照图3和图5)所述模内攻牙机335包括:机体405、丝杆395、第一齿轮415、第一轴承425、螺旋轴435、第二齿轮445、第三齿轮455、第四齿轮465、第一轴475、第二轴承485、第三轴承495、第二轴505、弹性轴套515、压件525、压圈535、安装套575、夹套555、丝锥565,所述机体405与下模座285紧固连接,机体405内设有第一轴承425、第二轴承485、第三轴承495的安装孔,所述第一轴承425、第二轴承485、第三轴承495紧固安装在机体405所设的安装孔内,第二轴承485的內圈紧固套装在螺旋轴435的下端,所述丝杆395从螺旋轴435的螺旋孔中旋转穿过,丝杆395通过螺钉与上模座235紧固连接,所述螺旋轴435与第一齿轮415成套装紧固连接,第一齿轮415与第二齿轮445成啮合旋转连接,第二齿轮445的上方设有第三齿轮455,所述第三齿轮455与第一轴475成套装紧固连接,第一轴475与第二齿轮445成套装紧固连接,所述第三齿轮455与第四齿轮465成啮合旋转配合,第四齿轮465与第二轴505成套装紧固连接,所述第三轴承495的內圈与第二轴505成套装紧固连接,第二轴505内设有弹性轴套515,所述弹性轴套515伸入安装套575内,弹性轴套515与弹簧545套装,弹簧545的上方设有压圈535,所述压圈535与弹性轴套515紧固连接,弹性轴套515的内部设有夹紧套555,所述夹紧套555的上端与压件525成螺纹紧固连接,夹紧套555的下端紧固连接丝锥565,所述压件525的下端与压圈535紧贴,压圈535的下平面与弹簧545的上端紧贴,弹簧545的下端与凹模板265的上平面紧贴,所述安装套575与凹模板265用螺钉紧固连接。
二、工作原理:(请参照图3和图5)当模具安装到冲压机上,冲压时,首先冲压模具将前面各成型工位冲压成型,当成型螺纹孔的材料段被送入一个步距,这时成型螺纹孔的材料段位于丝锥565下方,同时上模下行,在这一动作过程中,丝杆395带动螺旋轴435旋转,于是紧固连接在螺旋轴435上的第一齿轮415带动第二齿轮445旋转,第二齿轮445带动第一轴475旋转,于是紧固连接在第一轴475上的第三齿轮455带动第四齿轮465旋转,由于第四齿轮465与弹性轴套515紧固配合,弹性轴套515与夹套555又紧贴在一起,于是第四齿轮465带动夹持在夹套555内的丝锥565作顺时针旋转,在上模下行的同时,模内攻牙机335使丝锥565对送到下方的材料段进行攻牙。在攻牙过程中,由于夹套555和弹性轴套515是成T形滑动配合在一起的,弹性轴套515由于在弹簧545支撑作用下,使其丝锥565的头部缩在浮料板365内,当上模下行时,丝杆395驱动螺旋轴435和第一齿轮415旋转,第一齿轮415带动第二齿轮445和第一轴475、第三齿轮455旋转,而第三齿轮455带动第四齿轮465和第二轴505旋转,由于第二轴505与弹性轴套515紧固配合连接,弹性夹套515又与夹套555紧贴在一起,于是夹持在夹套555中的丝锥565随夹套555旋转,上模继续下行,当上模座235的下平面与压件525接触时,上模座235迫使压件525带动夹套555沿弹性轴套515内侧壁的T形槽作下滑动作,于是连接在夹套555下端的丝锥565伸出浮料板365,这时丝锥565一边下行一边旋转攻出螺纹。当螺纹攻制完毕后,上模上行时,丝杆395带动第一齿轮415、第二齿轮445、第三齿轮455和第四齿轮465作上模下行时的反向旋转,于是丝锥565也作反向旋转从攻制好的螺纹孔中退出。[注:在上模上行时,上模座235与压件525分开,于是弹簧545失去压力,这时丝锥565一边反向旋转一边随弹簧545的弹力作上行动作从螺纹孔中退出。]上模继续上行,丝锥565缩回浮料板365内。
- 一种模内自动攻螺纹的冷冲压模具
- 一种多工位高精密超薄异料模内铆合冷冲压模具