一种异型铜带自动纠偏装置
文献发布时间:2023-06-19 13:48:08
技术领域
本发明涉及一种异型铜带自动纠偏装置,属于黄铜带技术领域。
背景技术
在异型铜带清洗钝化过程中,铜带在产线上的长度大于50米,铜带在快速运动时,会发生跑偏现象,严重时会导致铜带与产线上其它箱体相碰,导致铜带边缘受损,同时,异型铜带跑偏严重,还会导致异型清洗钝化抛刷不到位,影响其清洗钝化抛刷表面质量。
公开号为CN212768877U的中国专利文献,公开了一种可导向纠偏的黄铜带送料装置,使用时,打开第二电机,第二电机带动传动轴转动,传动轴带动第二导辊转动,黄铜带本体在第一导辊和第二导辊的表面滑动,可对其导向,打开电动伸缩杆,电动伸缩杆推动调节箱向上移动,调节箱带动防护板向上移动,使两个防护板位于黄铜带本体的两侧,打开第一电机,第一电机带动螺纹杆转动,螺纹杆通过表面的正螺纹与反螺纹分别带动两个螺块移动,螺块带动滑块移动,滑块带动防护板向黄铜带本体靠近,防护板带动橡胶垫移动,橡胶垫可防止黄铜带本体在输送时偏移,且可根据不同宽度的黄铜带本体进行调节,解决了黄铜带在加工的过程中需要对其进行送料,一般选用若干个收卷辊进行输送,但黄铜带在输送的过程中易发生偏移的问题。
但是,当黄铜带跑偏时,其边缘会与橡胶垫摩擦,导致橡胶垫快速磨损,同时黄铜带的边缘也会受损,由此可见,该装置的纠偏效果有待进一步提高。
发明内容
为解决上述技术问题,本发明提供了一种异型铜带自动纠偏装置。
本发明通过以下技术方案得以实现:
一种异型铜带自动纠偏装置,包括机座、托辊和控制器,所述机座上设有跑偏检测部件和导向架,所述托辊的一端通过带座轴承B与机座连接,另一端通过带座轴承A与导向架活动连接,所述导向架的一侧设有偏摆驱动组件,且偏摆驱动组件与带座轴承A的轴承座连接,所述控制器与跑偏检测部件电性连接。
所述导向架包括矩形框架,矩形框架内侧的底部和顶部对应设有轨道。
所述矩形框架上远离偏摆驱动组件的一侧螺纹连接有限位杆。
所述带座轴承A为UCT系列带座外球面轴承。
所述偏摆驱动组件包括气缸和电磁阀,气缸通过支架安装在导向架上,气缸的活塞杆通过推拉杆与带座轴承A的轴承座连接,电磁阀通过气管与气缸连接,且电磁阀与控制器电性连接。
所述带座轴承B为带座外球面轴承。
所述跑偏检测部件包括L形支架、调节架和检测组件,L形支架设在机座上,L形支架的一端设有滑套,滑套上连接有锁紧件,调节架与滑套连接,检测组件设在调节架上。
所述调节架包括U形板和圆轴,圆轴的一端与U形板的底部固定连接,且圆轴与滑套滑动连接。
所述检测组件包括并排设在调节架上的检测件A和检测件B。
所述检测件A和检测件B均为红外探头,且红外探头与控制器电性连接。
本发明的有益效果在于:能够实时自动纠偏,使铜带保持在所需位置,纠偏效果好、精度高,有助于保证铜带抛刷质量,同时铜带8的边缘不与其他零部件接触,有效避免其边缘受损。
附图说明
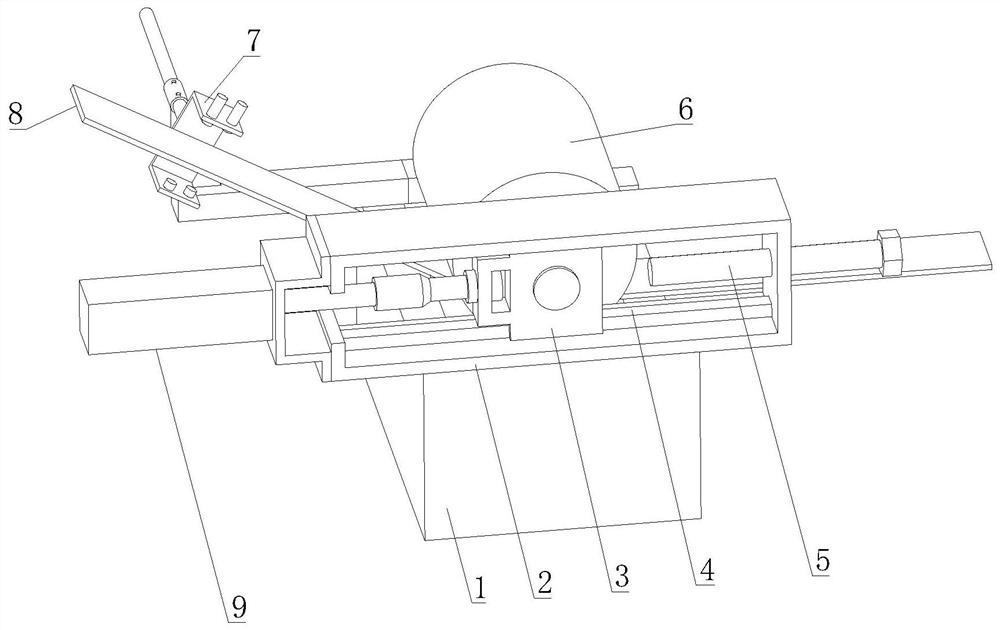
图1为本发明的结构示意图;
图2为图1在另一视角的结构示意图。
图中:1-机座,2-矩形框架,3-带座轴承A,4-轨道,5-限位杆,6-托辊,7-跑偏检测部件,70-L形支架,71-滑套,72-调节架,73-检测件A,74-检测件B,8-铜带,9-偏摆驱动组件,10-带座轴承B。
具体实施方式
下面进一步描述本发明的技术方案,但要求保护的范围并不局限于所述。
如图1和图2所示,本发明所述的一种异型铜带自动纠偏装置,包括机座1、托辊6和控制器(图中未画出),所述机座1上安装有跑偏检测部件7和导向架,所述托辊6的一端通过带座轴承B10与机座1连接,另一端通过带座轴承A3与导向架活动连接,所述导向架的一侧安装有偏摆驱动组件9,且偏摆驱动组件9与带座轴承A3的轴承座连接,所述控制器与跑偏检测部件7电性连接。
所述导向架包括矩形框架2,矩形框架2内侧的底部和顶部对应安装有轨道4。轨道4与带座轴承A3的轴承座滑动连接。
所述矩形框架2上远离偏摆驱动组件9的一侧螺纹连接有限位杆5。如图1所示,通过限位杆5调节托辊6向右偏摆的最大角度。
所述带座轴承A3为UCT系列带座外球面轴承。
所述偏摆驱动组件9包括气缸和电磁阀,气缸通过支架安装在导向架上,气缸的活塞杆通过推拉杆与带座轴承A3的轴承座连接,电磁阀通过气管与气缸连接,且电磁阀与控制器电性连接。
所述带座轴承B10为带座外球面轴承。使托辊6能够左右小范围摆动。
所述跑偏检测部件7包括L形支架70、调节架72和检测组件,L形支架70安装在机座1上,L形支架70的一端焊接有滑套71,滑套71上连接有锁紧件(图中未画出),调节架72与滑套71连接,检测组件安装在调节架72上。锁紧件为螺栓,用于锁紧固定调节架72。
所述调节架72包括U形板和圆轴,圆轴的一端与U形板的底部固定连接,且圆轴与滑套71滑动连接。
所述检测组件包括并排安装在调节架72上的检测件A73和检测件B74。
所述检测件A73和检测件B74均为红外探头,且红外探头与控制器电性连接。通过两个红外探头检测铜带8的其中一条边缘是否跑偏。
本发明所述的异型铜带自动纠偏装置,其工作原理如下:
如图2所示,铜带8位于托辊6的下侧,并贴靠在托辊6上。装置运行过程中,通过两个红外探头检测铜带8的其中一条边缘是否跑偏,正常情况下该条边缘位于两个红外探头之间,即检测件A73没有检测到铜带8,检测件B74持续监测到铜带8。而当检测件A73和检测件B74均没有检测到铜带8时,说明铜带8向靠近导向架的方向跑偏,控制器通过电磁阀控制气缸动作,其活塞杆通过推拉杆推动带座轴承A3向靠近限位杆5的方向移动一段距离,使托辊6正向偏摆一定角度,进一步使铜带8逐渐向靠近L形支架70的一侧移动复位;同理,当检测件A73和检测件B74均检测到铜带8时,说明铜带8向靠近L形支架70的方向跑偏,气缸动作,使托辊6反向偏摆一定角度,使铜带8逐渐向靠近导向架的一侧移动复位。
本发明提供的异型铜带自动纠偏装置,能够实时自动纠偏,使铜带8保持在所需位置,纠偏效果好、精度高,有助于保证铜带8抛刷质量,同时铜带8的边缘不与其他零部件接触,有效避免其边缘受损。
- 一种异型铜带自动纠偏装置
- 一种异型铜带上引连铸结晶器及异型铜带生产设备