用于制造绝缘间隔件的部件和方法
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及用于电力传输和分配电网的电磁感应设备(例如功率变压器)的领域。
更具体地,本发明涉及用于制造意在用在电磁感应设备的电绕组中的绝缘间隔件的部件和方法。
背景技术
通常,电磁感应设备的电绕组包括根据缠绕方向布置的多个匝,并且具有轴向通道和径向通道以确保电绝缘介质(例如绝缘流体或固体铸塑树脂(cast resin))在匝之间通过。
通常,电绕组的轴向通道是通过布置平行于电绕组的缠绕方向定向的绝缘杆获得的,而插置在电绕组的相邻的匝之间并且相对于缠绕方向径向地定向的电绝缘间隔件被布置成限定上文所提及的径向通道。
大多数传统的绝缘间隔件由压制纸板或木材材料制成。然而,现在通常使用由所选择的、具有相对高的电介质刚性的聚合物材料(例如聚醚酰亚胺-PEI)制成的绝缘间隔件。
尽管它们代表先进技术的大多数传统的间隔件的有效替代方案,但是由塑性材料制成的绝缘间隔件仍具有一些制造约束。
众所周知,这些绝缘间隔件通常是通过工业模制工艺制造的。
如果制造的间隔件的长度短于给定阈值(通常大约100mm),则这些制造工艺提供高质量的产品。然而,已经看出,具有较长尺寸的绝缘间隔件通常示出相关的结构缺陷。
这基本上是由于以下事实:上文所提及的具有高电刚性的塑性材料不适合在大型工业模具中被模制,因为它们不能够被恰当地分布和均匀地填充模制腔。
因此,当必须制造具有延长长度的绝缘间隔件时,生产废料可能达到不可接受的水平,因为当需要组装具有巨大尺寸的电绕组时,延长长度的绝缘间隔件将是要求的。
由于此原因,由塑性材料制成的绝缘间隔件通常被用在具有有限尺寸的电绕组中。显然,从工业的角度来看,此情况代表严重的限制。
此技术问题可以通过采用其他工业工艺(例如挤压)来制造塑料绝缘间隔件来克服。然而,这样的解决方案已经被证明需要增加制造时间和成本。
WO 2007/111889 A1涉及分立绝缘间隔件元件,该间隔件元件被用来分离和维持变压器的传导绕组或线圈之间的空间,其中所述间隔件元件由液晶聚合物制成。
WO 2016/073576 A1涉及一种电气变压器,所述电气变压器包括具有绕组的线圈组件(coil pack)和间隔件,所述间隔件将绕组的匝相互轴向地间隔开并且由热塑性材料形成。
因此,在先进技术中,感觉到非常需要能够克服或减轻上文所提及的技术问题的创新技术解决方案。
发明内容
为了回应此需要,本发明提供了根据以下提出的权利要求的用于制造用于电磁感应设备的绝缘间隔件的部件和方法。
在一般定义中,根据本发明的部件由塑性材料的扁平细长体形成、具有相对的第一表面和第二表面、相对的第一侧和第二侧以及相对的第三侧和第四侧。
所述第一表面和第二表面之间的第一距离限定所述部件的厚度,所述第三侧和第四侧之间的第二距离限定所述部件的宽度,并且所述第一侧和第二侧之间的第三距离限定所述部件的长度。
所述第一侧和第二侧中的至少一个包括联接装置,用于与根据本发明的另一个这样的部件的互补联接装置联接。
所述联接装置包括:一个或多个公插入元件,用于与另一个这样的部件的一个或多个互补母插入元件联接;和/或一个或多个母插入元件,用于与另一个这样的部件的一个或多个互补公插入元件联接。
因此,根据本发明的部件可以在所述第一侧和第二侧中的一个处或在所述第一侧和所述第二侧二者处仅具有公插入元件或仅具有母插入元件、或既具有公插入元件又具有母插入元件。
根据本发明的一些实施方案,根据本发明的部件的联接装置被配置为使得与根据本发明的另一个这样的部件的互补联接装置的联接要求所述部件相对于所述另一个这样的部件的第一相对平移运动,其中所述第一相对平移运动是沿所述部件的长度定向的。
根据本发明的其他实施方案,根据本发明的部件的联接装置被配置为使得与根据本发明的另一个这样的部件的互补联接装置的联接要求所述部件相对于所述另一个这样的部件的第二相对平移运动,其中所述第二相对平移运动是沿所述部件的宽度定向的。
根据本发明的其他实施方案,根据本发明的部件的联接装置被配置为使得与根据本发明的另一个这样的部件的互补联接装置的联接要求所述部件相对于所述另一个这样的部件的第三相对旋转-平移运动,其中所述第三相对旋转-平移运动包括所述部件围绕所述部件的宽度的旋转和所述部件沿所述部件的长度的平移。
根据本发明的其他实施方案,根据本发明的部件的联接装置被配置为使得与根据本发明的另一个这样的部件的互补联接装置的联接要求所述部件相对于所述另一个这样的部件的第四相对平移运动,其中所述第四相对平移运动垂直于所述部件的第一表面和第二表面定向。
优选地,根据本发明的部件具有前述第一侧和第二侧中的至少一个,所述至少一个侧包括固定装置,用于与电绕组的支撑元件联接。
本发明还涉及一种用于电磁感应设备的绝缘间隔件,所述绝缘间隔件包括如上文所描述的、根据本发明的至少两个部件。
具体地,根据本发明的绝缘间隔件至少包括根据本发明的第一部件和根据本发明的第二部件。在第一侧处或第二侧处,所述第一部件具有在所述第二部件的第一侧处或第二侧处的、所述第二部件的互补联接装置联接的联接装置。
本发明还涉及一种制造用于电磁感应设备的绝缘间隔件的方法。
根据本发明的方法包括以下步骤:
-至少提供如上文所描述的、根据本发明的第一部件和第二部件;
-通过将在所述第一部件的第一侧或第二侧处的、所述第一部件的联接装置与在所述第二部件的第一侧或第二侧处的、所述第二部件的互补联接装置联接来连接所述第一部件和所述第二部件。
附图说明
参考下文给出的描述和附图,本发明的其他特征和优点将更明显,所述描述和附图纯粹是为了解释和非限制性目的而提供的,其中:
-图1-图2示意性地示出了根据本发明的一个实施方案的用于制造绝缘间隔件的部件;
-图3-图4示意性地示出了根据本发明的另一个实施方案的用于制造绝缘间隔件的其它部件;
-图5-图13示意性地示出了根据本发明的多个实施方案的用于制造绝缘间隔件的其它部件;
-图14示意性地示出了根据本发明的用于制造绝缘间隔件的部件的一些变型方案;
-图15示意性地示出了包括根据本发明的多个部件的绝缘间隔件的一个实施例,所述多个部件被模块化地组合;
-图16示意性地示出了包括根据本发明的多个部件的绝缘间隔件的另一个实施例,所述多个部件被模块化地组合;
-图17示意性地示出了用于电磁感应设备的电绕组,所述电磁感应设备包括根据本发明的方法制成的多个绝缘间隔件。
具体实施方式
参考前述附图,本发明涉及用于制造用于电磁感应设备(未示出)的电绕组的绝缘间隔件的部件1A、1B,所述电磁感应设备意在被安装在电力传输和分配电网中。
所述电磁感应设备的一个实施例可以是用于电力传输和分配电网的电变压器,例如功率变压器或分配变压器。
前述部件1A、1B由塑性材料体形成。
优选地,这样的塑性材料可以是适合于工业模制工艺并且具有相对高的电刚性的任何聚合物材料。作为一个实施例,所述塑性材料可以是PEI,诸如商业上被称为ULTEM
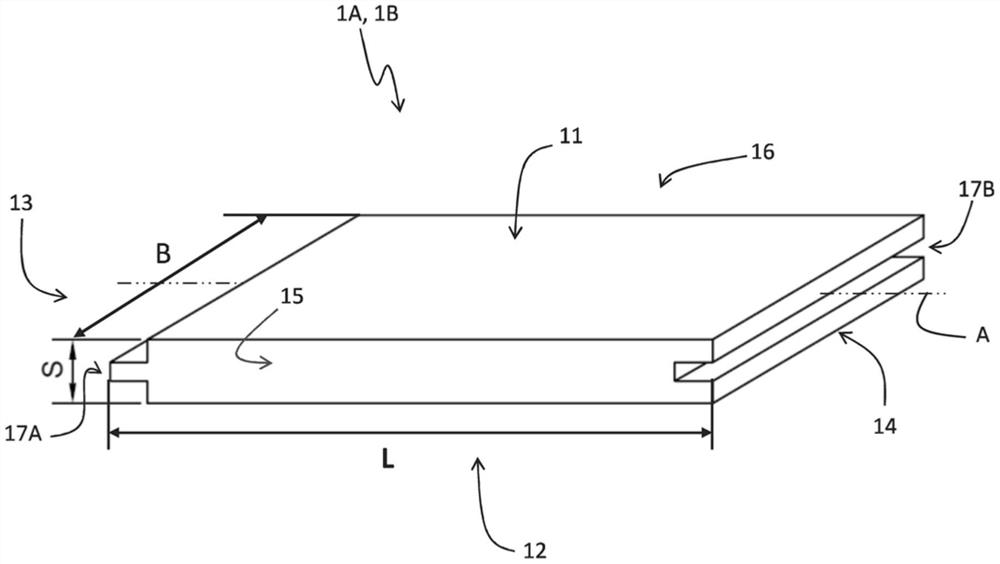
优选地,形成部件1A、1B的塑料体具有沿主纵向轴线A延伸的扁平细长形状(图1)。
部件1A、1B具有相对的第一表面11和第二表面12、相对的第一侧13和第二侧14以及相对的第三侧15和第四侧16。
第一表面11和第二表面12之间的第一距离限定部件的厚度S,第三侧15和第四侧16之间的第二距离限定部件的宽度B,并且第一侧13和第二侧14之间的第三距离限定部件的长度L。
优选地,第一侧13和第二侧14平行于第一表面11和第二表面12,并且垂直于第三侧15和第四侧16并且垂直于主纵向轴线A。
优选地,第三侧15和第四侧16平行于第一表面11和第二表面12,并且平行于主纵向轴线A,并且垂直于第一侧13和第二侧14。
优选地,部件1A、1B具有细长扁平平行六面体的形状,所述平行六面体具有远低于宽度B和长度L(几厘米(cm))的厚度S(几厘米(cm))并且具有比长度L短的宽度B。
部件1A、1B的第一侧13和第二侧14可以根据多种几何轮廓形成形状,如从以下描述中将清楚地显现的那样。
优选地,部件1A、1B的第三侧15和第四侧16是直线的。然而,原则上,它们可以形成不同的形状,例如具有弯曲轮廓。
用于制造绝缘间隔件的部件1A、1B的一个必要特征在于,第一侧13和第二侧14中的至少一个包括联接装置17A、17B,所述联接装置17A、17B意在与根据本发明的另一个部件1B、1A的互补联接装置17B、17A联接。
因此,根据本发明的多个部件1A、1B可以沿它们的长度L联接并且形成具有更长的模块化结构的绝缘间隔件100。
具有期望的长度的绝缘间隔件100可以是通过多个部件1A、1B的对应的联接装置17A、17B将本发明的多个部件1A、1B模块化地组合形成的(图15-图16)。
此外,不同长度的绝缘间隔件100可以是通过使用具有相同尺寸(例如,具有高达8cm的长度)的多个部件形成的,所述尺寸以这样的方式被方便地选择成满足由可用的模制工艺施加的制造约束。
根据本发明的一个方面,根据本发明的部件1A、1B的联接装置17A、17B被配置为通过公母件类型的插入联接与根据本发明的另一个部件1B、1A的互补联接装置17B、17A联接。
部件1A、1B的联接装置17A、17B可以包括:一个或多个公插入元件17A(例如形成突起的形状),用于与另一个部件1B、1A的一个或多个对应的互补母插入元件17B联接;和/或一个或多个母插入元件17B(例如形成凹槽的形状),用于与另一个部件的一个或多个对应的互补公插入元件17A联接。
因此,部件1A、1B可以(在第一侧13和第二侧14中的一个处或既在所述第一侧处又在所述第二侧处)仅具有公插入元件17A,或它可以仅具有母插入元件17B,或它可以既具有公插入元件17A又具有母插入元件17B。
图1示出了根据本发明的设置有在第一侧13处包括公插入元件17A并且在第二侧14处包括母插入元件17B的联接装置的部件1A、1B。在此情况下,此相同类型的多个部件1A、1B可以模块化方式组合,以形成绝缘间隔件100。
图4示出了根据本发明的在第一侧13和第二侧14处都设置有仅包括公插入元件17A的部件1A、1B,而图3示出了在第一侧13和第二侧14处都设置有仅包括母插入元件17B的联接装置的部件1A、1B。在此情况下,这些不同类型(即公型和母型)的多个部件必须以模块化方式组合,以形成绝缘间隔件100。
根据本发明的部件1A、1B的联接装置17A、17B可以根据多种不同配置来设计,每个配置要求部件1A、1B相对于根据本发明的另一个部件1B、1A相对移动,以便在所述部件的其联接装置17A、17B和所述另一个部件的互补联接装置17B、17A之间获得上文所提及的公-母插入联接。
根据本发明的一些实施方案(图1-图7),部件1A、1B具有联接装置17A、17B,所述联接装置17A、17B以这样的方式配置:与另一个部件1B、1A的互补联接装置17B、17A的公-母插入联接要求部件1A、1B相对于另一个部件1B、1A的第一相对平移运动M1。方便地,第一相对平移运动M1是沿部件1A、1B的长度L定向的。
换句话说,根据本发明的这些实施方案,部件1A、1B具有联接装置17A、17B,所述联接装置17A、17B以这样的方式配置:必须使所述部件以平行于长度L的平移运动M1朝向另一个部件1B、1A移动,以与所述另一个部件联接。
根据本发明的这些实施方案,部件1A、1B可以(在第一侧13和第二侧14中的一个处或在第一侧13和第二侧14二者处)具有由沿所述部件的宽度B延伸的对应的成形突起171所形成的一个或多个公插入元件17A和/或由沿所述部件的宽度B延伸的对应的成形凹槽172所形成的一个或多个母插入元件17B。
如上文所例示的,部件1A、1B可以(在第一侧13和第二侧14中的一个处或在第一侧13和第二侧14二者处)仅具有成形突起171,或它可以仅具有成形凹槽172,或它可以既具有成形突起171又具有成形凹槽172。
图5-图6示出了具有设置有延宽度B延伸的成形凹槽172的第二侧14的部件1A以及具有设置有延宽度B延伸的成形突起171的第一侧13的部件1B。
在图5-图6的实施方案中,成形突起171和成形凹槽172具有互补矩形轮廓。
明显的是,部件1A、1B之间的联接可以通过使部件1A以沿长度L定向的平移运动M1朝向部件1B相对移动来获得。
图7示出了部件1A和部件1B,所述部件1A和部件1B分别具有设置有成形突起171和成形凹槽172的第二侧14和第一侧13。
部件1A、1B的成形突起171和成形凹槽172具有互补形状,并且它们被方便地布置在交替的位置,使得它们可以相互联接。
在图7的实施方案中,成形突起171和成形凹槽172具有互补梯形轮廓。
同样在此情况下,部件1A、1B之间的联接可以通过使部件1A以沿长度L定向的平移运动M1朝向部件1B相对移动来获得。
参考上文所例示的实施例,显然,具有不同几何结构的互补轮廓的成形突起171和成形凹槽172可以被设计为实现相同类型的联接装置17A、17B。
根据本发明的一些实施方案,部件1A、1B具有联接装置17A、17B,所述联接装置17A、17B以这样的方式配置:与另一个部件1B、1A的互补联接装置17B、17A的公-母插入联接要求部件1A、1B相对于另一个部件1B、1A的第二相对平移运动M2。方便地,第二相对平移运动M2是沿部件1A、1B的宽度B定向的。
换句话说,根据本发明的这些实施方案,部件1A、1B具有联接装置17A、17B,所述联接装置17A、17B以这样的方式配置:必须使它以平行于宽度B的平移运动M2朝向另一个部件1B、1A移动,以与所述另一个部件联接。
根据本发明的这些实施方案,部件1A、1B可以(在第一侧13和第二侧14中的一个处或在第一侧13和第二侧14二者处)具有由沿所述部件的宽度B延伸的对应的成形突起173形成的一个或多个公插入元件17A和/或由沿所述部件的宽度B延伸的对应的成形凹槽174形成的一个或多个母插入元件17B。
如上文所例示的,部件1A、1B可以(在第一侧13和第二侧14中的一个处或在第一侧13和第二侧14二者处)仅具有成形突起173,或它可以仅具有成形凹槽174,或它可以具有成形突起173和成形凹槽174。
图8示出了具有设置有沿宽度B延伸的成形凹槽174的第二侧14的部件1A以及具有设置有沿宽度B延伸的成形突起173的第一侧13的部件1B。
在图8的实施方案中,成形突起173和成形凹槽174具有互补楔形榫头轮廓。
明显的是,部件1A、1B之间的联接可以通过使部件1A以沿宽度B定向的平移运动M2朝向部件1B相对移动来获得。
图9示出了具有设置有沿宽度B延伸的成形凹槽174的第二侧14的部件1A以及具有设置有沿宽度B延伸的成形突起173的第一侧13的部件1B。
在图9的实施方案中,成形突起173和成形凹槽174具有互补圆形轮廓(例如火柴头(match head)轮廓)。
明显的是,部件1A、1B之间的联接可以通过使部件1A以沿宽度B定向的平移运动M2朝向部件1B相对移动来获得。
参考上文所例示的实施例,显然,具有不同几何结构的互补轮廓的成形突起173和成形凹槽174可以被设计为实现相同类型的联接装置17A、17B。
图8-图9中所示出的实施方案是特别有利的,因为本发明的每个部件1A、1B的联接装置17A、17B被设计成使得当所述部件相互模块化地组合时它们形成具有自支撑结构的绝缘间隔件100。
根据本发明的一些实施方案(图10),部件1A、1B具有联接装置17A、17B,所述联接装置17A、17B以这样的方式配置:与另一个部件1B、1A的互补联接装置17B、17A的公-母插入联接要求部件1A、1B相对于另一个部件1B、1A的第三相对旋转-平移运动M3。方便地,第三相对旋转-平移运动M3包括围绕宽度B的旋转和沿部件1A、1B的长度L的平移。
换句话说,根据本发明的这些实施方案,部件1A、1B具有联接装置17A、17B,所述联接装置17A、17B以这样的方式配置:必须使它以旋转-平移运动M3朝向另一个部件1B、1A移动。
根据本发明的这些实施方案,部件1A、1B可以具有第一侧13和第二侧14中的一个或具有第一侧13和第二侧14二者,所述第一侧13和第二侧14包括第一成形头部部分175或第二成形头部部分177,在所述第一成形头部部分175或第二成形头部部分177处分别获得对应的成形突起176或成形凹槽178。
第一成形头部部分175处的成形突起176形成一个或多个公插入元件17A,而第二成形头部部分177处的成形凹槽178形成一个或多个母插入元件17B。
图10示出了部件1A和部件1B,所述部件1A和部件1B分别具有第二侧14和第一侧13,所述第二侧14和第一侧13分别设置有第一头部部分175和第二头部部分177,所述第一头部部分175和第二头部部分177具有互补形状并且布置在交替的位置使得它们可以相互联接。
第一头部部分175具有成形突起176,而第二头部部分177具有成形凹槽178。
成形突起176和成形凹槽178沿对应的部件1A、1B的宽度B延伸,并且它们具有互补齿形轮廓。
成形突起171和成形凹槽172。
明显的是,部件1A、1B之间的联接可以通过使部件1A以旋转-平移运动M3朝向部件1B相对移动来获得。
参考上文所例示的实施例,显然,成形头部部分175和177、成形突起176和成形凹槽178可以具有不同几何结构的互补轮廓,以实现相同类型的联接装置17A、17B。
同样在本发明的这些实施方案中,本发明的每个部件1A、1B的联接装置17A、17B被设计成使得当这些部件相互模块化地组合时,它们形成具有自支撑结构的绝缘间隔件100。
根据本发明的一些实施方案(图11-图13),部件1A、1B具有联接装置17A、17B,所述联接装置17A、17B以这样的方式配置:与另一个部件1B、1A的互补联接装置17B、17A的公-母插入联接要求部件1A、1B相对于另一个部件1B、1A的第四相对平移运动M4。方便地,第二相对平移运动M2是垂直于第一表面11和第二表面12(即沿部件的厚度S)定向的。
根据本发明的这些实施方案,部件1A、1B具有联接装置17A、17B,所述联接装置17A、17B以这样的方式配置:必须使它以垂直于第一表面11和第二表面12的平移运动M4朝向另一个部件1B、1A移动,以与所述另一个部件联接。
根据本发明的这些实施方案,部件1A、1B可以(在第一侧13和第二侧14中的一个处或在第一侧13和第二侧14二者处)具有由垂直于第一表面11和第二表面12延伸的对应的成形突起179A形成的一个或多个公插入元件17A和/或由垂直于第一表面11和第二表面12延伸的对应的成形凹槽179B形成的一个或多个母插入元件17B。
如上文所例示的,部件1A、1B可以(在第一侧13和第二侧14中的一个处或在第一侧13和第二侧14二者处)仅具有成形突起179A,或它可以仅具有成形凹槽179B,或它可以既具有成形突起179A又具有成形凹槽179B。
图11示出了部件1A和部件1B,所述部件1A和部件1B分别具有设置有成形突起179A和成形凹槽179B的第二侧14和第一侧13。
部件1A、1B的成形突起179A和成形凹槽179B具有互补形状,并且它们被方便地布置在交替的位置,使得它们可以相互联接。
在图11的实施方案中,成形突起179A和成形凹槽179B具有互补楔形榫头轮廓。
明显的是,部件1A、1B之间的联接可以通过使部件1A以垂直于第一表面11和第二表面12定向的平移运动M4朝向部件1B相对移动来获得。
图12示出了与图11的部件类似地布置的部件1A和部件1B,其中成形突起179A和成形凹槽179B具有互补矩形轮廓。
同样在此情况下,部件1A、1B之间的联接可以通过使部件1A以垂直于第一表面11和第二表面12定向的平移运动M4朝向部件1B相对移动来获得。
图13示出了与图11-图12的部件类似地布置部件1A和部件1B,其中成形突起179A和成形凹槽179B具有互补圆形轮廓。
同样在此情况下,部件1A、1B之间的联接可以通过使部件1A以垂直于第一表面11和第二表面12定向的平移运动M4朝向部件1B相对移动来获得。
参考上文所例示的实施例,显然,具有不同几何结构的互补轮廓的成形突起179A和成形凹槽170B可以被设计为实现相同类型的联接装置17A、17B。
同样在本发明的这些实施方案中,本发明的每个部件1A、1B的联接装置17A、17B被设计成使得当这些部件相互模块化地组合时,它们形成具有自支撑结构的绝缘间隔件100。
根据本发明的一个方面,部件1A、1B包括固定装置18,用于与电绕组90的支撑元件联接。
优选地,这样的支撑元件是电绕组的绝缘块或杆,所述绝缘块或杆平行于所述电绕组的缠绕方向延伸。
优选地,固定装置18可以被布置在第一侧13处或第二侧14处。然而,原则上,它们也可以被布置在第一侧13和第二侧14二者上。
优选地,固定装置18包括沿垂直于部件1A、1B的第一表面11和第二表面12的方向延伸的成形凹槽。成形凹槽18可以根据多种几何轮廓来配置,诸如楔形榫头轮廓、矩形轮廓或T形轮廓,如图14中所示出的。
如上文所提及的,本发明的部件1A、1B是通过已知类型的工业模制工艺以工业级别制造的。
优选地,根据本发明的用于制造部件1A、1B的方法包括通过工业模制工艺(例如注射模制工艺)提供塑性材料的半成品(例如塑性材料的板或条)的步骤。
优选地,上文所提及的半成品包括预先限定的断裂线。
方便地,所述断裂线可以通过根据已知的模具设计技术合适地设计工业模具来获得。
优选地,所述断裂线被设计成这样的方式来定义具有不同形状和/或尺寸的若干部件1A、1B的轮廓。
优选地,根据本发明的用于制造部件1A、1B的方法包括沿上文所提及的断裂线断裂上文所提及的半成品的步骤。这样就可以最终获得部件1A、1B。
上文所例示的制造方法允许使用同一工业模具获得根据本发明的、具有不同形状或长度的部件1A、1B。显然,这必然节省相关的工业成本。
然而,原则上,本发明的部件1A、1B可以通过采用已知类型的标准工业模制工艺来制造。
根据一个重要方面,本发明还涉及一种用于制造用于电磁感应设备的绝缘间隔件100的方法。
根据本发明的所述方法包括以下步骤。
-提供根据本发明的、具有上文所描述的特征的至少第一部件1A和第二部件1B。
-通过在所述第一部件和第二部件的第一侧13或第二侧14处联接所述第一部件和第二部件的相应的联接装置17A、17B来连接所述第一部件1A和第二部件1B。
根据一个重要方面,本发明还涉及一种用于电磁感应设备的绝缘间隔件100,所述绝缘间隔件100包括根据本发明的、上文所描述的至少两个部件。
具体地,根据本发明的绝缘间隔件100至少包括根据本发明的第一部件和根据本发明的第二部件。
在第一侧13处或第二侧14处,所述第一部件具有在所述第二部件的第一侧13处或第二侧14处的、与所述第二部件的互补联接装置17B、17A联接的联接装置17A、17B。
图15示意性地示出了绝缘间隔件100的一个实施例,所述绝缘间隔件100包括本发明的两个部件1A、1B,所述部件1A、1B根据本发明的方法被模块化地组合。
部件1A包括第一侧13,在所述第一侧13处布置固定装置18,用于固定到电绕组的支撑杆,所述固定装置18包括垂直于该部件的第一表面11的成形凹槽。
部件1A包括第二侧14,在所述第二侧14处布置用于与另一个部件联接的联接装置17B,所述联接装置17B包括平行于所述部件的宽度B延伸的成形凹槽(类似于图5中所示出的实施方案)。
部件1B包括:第一侧13,在所述第一侧13处布置用于与另一个部件联接的联接装置17A,所述联接装置17A包括成形突起(类似于图5中所示出的实施方案);以及具有简单直线轮廓的第二侧14。
部件1A、1B可以用简单手段连接,以该手段使它们相互靠近,例如沿它们的长度的平移移动。
显然,根据本发明的方法,绝缘间隔件100可以由根据本发明的三个或更多个部件形成。
图16示意性地示出了绝缘间隔件100的一个实施例,所述绝缘间隔件100包括本发明的三个部件1A、1B、1C,这三个部件根据本发明的方法被模块化地组合。
部件1A、1B与图15中所示出的部件类似,而部件1C包括用于与另一个部件联接的联接装置17B,该联接装置17B在第一侧13和第二侧14处包括成形凹槽(类似于图3中所示出的实施方案)。
同样在此情况下,部件1A、1B、1C可以用简单手段连接,以该手段使它们相互靠近,例如沿它们的长度的平移移动。
参考上文所例示的实施例,明显的是,可以通过连接根据本发明的两个或更多个部件来获得绝缘间隔件100,所述部件具有与图15-图16中所例示的配置不同的配置,例如在图1-图13中所例示的配置中合适地选择的配置。
在另一个方面,本发明涉及一种用于电磁感应设备的电绕组90,所述电绕组包括根据本发明的一个或多个绝缘间隔件100。
图17示意性地示出了包括根据本发明的绝缘间隔件100的工业绕组90的一个实施例。
优选地,电绕组90包括沿缠绕方向DW缠绕的导体结构91(例如包括连续换位的导体)。
电绕组90具有围绕缠绕方向DW布置的多个相邻的匝92。
每个匝92由包括在导体结构91中的导体的对应的纵向部分形成。
电绕组90包括多个根据本发明的绝缘间隔件100,所述绝缘间隔件100布置在每对相邻的匝92之间。
绝缘间隔件100沿垂直于缠绕方向DW的径向平面延伸,并且形成电绕组90的径向通道93,所述径向通道93确保电绝缘介质(例如绝缘流体或固体铸塑树脂)在相邻的匝92之间通过。
绝缘间隔件100可以通过胶接或根据其他已知类型的解决方案固定到匝92。
根据本发明的部件1A、1B和用于制造绝缘间隔件100的方法提供了相对于先进技术的已知解决方案相关的优点。
根据本发明的方法允许通过将根据本发明的多个(优选地两个)部件1A、1B沿它们的长度进行模块化地组合来获得任何期望的长度的高质量的塑料绝缘间隔件100。
因此,塑料绝缘间隔件也可以被广泛地用在巨大尺寸的电绕组中。
本发明的部件1A、1B较易于在工业级别上以有竞争力的成本实现,因为它可以用已知类型的工业模制工艺制造。
根据本发明的方法非常易于以工业级别实施,甚至可以通过自动处理装置来实施,因为每个部件1A、1B的联接装置17A、17B可以这样的方式被合适地设计成可以用简单手段来实现它们的联接,并且可以这样的方式被合适地设计成提供具有自支撑结构的绝缘间隔件100,而不需要固定装置(例如胶水)来将不同的部件1A、1B维持在它们的操作位置。
- 用于制造混凝土部件的加强件、混凝土部件和制造方法
- 制造高电压构件的高电压绝缘间隔件的方法和包括根据该方法制造的间隔件的高电压构件
- 制造高电压构件的高电压绝缘间隔件的方法和包括根据该方法制造的间隔件的高电压构件