一种测试夹具自动化管理系统及方法
文献发布时间:2023-06-19 19:20:08
技术领域
本发明主要涉及夹具技术领域,具体涉及一种测试夹具自动化管理系统及方法。
背景技术
ICT夹具是在线测试夹具,是对在线元器件的性能、原理及电气连接进行测试来检查生产制造缺陷及元器件不良的一种治具。其在轨道交通、汽车电子等行业应用广泛。而在电路板的生产过程中,由于不同的PCBA测试需要制作不同的ICT夹具,ICT夹具会日益增多,势必会带来ICT夹具的管理问题。比如:夹具调用错误、程序调用错误等。夹具调用错误导致插件报废或夹具损伤,会引起不必要的经济损失,甚至影响产品整体交付。而程序调用错误会导致写错程序的单板在后工序出现异常造成停滞,甚至于出厂为公司带来不可估量的经济损失。除此之外,前期的准备工作中操作员常常花费不少的时间去寻找夹具,效率低下。故现有的夹具管理方式已经无法满足当前的生产效率和质量要求。
发明内容
本发明要解决的技术问题就在于:针对现有技术存在的问题,本发明提供一种自动化程度高、效率高且准确度高的测试夹具自动化管理系统及方法。
为解决上述技术问题,本发明提出的技术方案为:
一种测试夹具自动化管理系统,包括扫码单元和夹具管理单元,所述扫码单元与所述夹具管理单元相连,所述扫码单元用于对被测电路板上的二维码或条形码进行扫码,获取序列号信息;所述夹具管理单元,用于通过获取的序列号信息与MES系统进行信息交互,从而获得对应的图号信息;再根据所获得的图号信息和当前使用的测试台编号获取对应的夹具ID;进而根据夹具ID信息从服务器上获取夹具使用次数及夹具的使用时间,根据逻辑判断夹具状态以及夹具位置信息,再自动加载程序并开始测试。
作为上述技术方案的进一步改进:
所述扫码单元包括扫码枪。
所述夹具管理单元采用数据库和客户端的架构,数据库部署于调试专网服务器上。
本发明还公开了一种基于如上所述的测试夹具自动化管理系统的测试方法,包括步骤:
所述扫码单元对被测电路板上的二维码或条形码进行扫码,获取序列号信息;
所述夹具管理单元通过获取的序列号信息与MES系统进行信息交互,从而获得对应的图号信息;再根据所获得的图号信息和当前使用的测试台编号获取对应的夹具ID;进而根据夹具ID信息从服务器上获取夹具使用次数及夹具的使用时间,根据逻辑判断夹具状态以及夹具位置信息,从而自动加载程序并开始测试。
作为上述技术方案的进一步改进:
夹具状态状态的具体过程为:采用了将[(当前时间-最新使用时间)<使用时间间隔]&[(当前时间-最新维保时间)<维保时间间隔]&[(当前时间-最新校检时间)<校检时间间隔]&(使用计数<计数上限)组合校验,以保证夹具状态准确性及实现自动判断。
夹具位置定位的过程为:将夹具位置信息作为夹具必填信息录入至数据库的方式,通过夹具ID来找夹具位置,以保证夹具位置的准确性及实现夹具的快速定位。
在加载程序时,采用开发ICT程序的DOS调用命令并在夹具管理单元中增加夹具状态和调用逻辑判断的方式,保证夹具只有在状态正常的情况下才能进行程序的调用以及程序的一键自动加载。
在获取产品序列号与图号后,采用开发VB语言通过MES系统来完成产品序列号与图号的校验,以保证夹具管理单元的图号正确。
在获取夹具ID号,进行ICT程序ID校验:采用ICT程序开发ID校验代码,通过ICT测试台检测夹具16位硬件ID的方式,保证产品夹具调用正确及实现ICT夹具ID自动校验。
夹具ID、测试设备和图号通过映射的方式进行对应关系的建立。
与现有技术相比,本发明的优点在于:
本发明极大的提高了测试前准备工作的效率,测试前夹具搜索时间由原来的3分钟缩短至20秒;本发明实现测试设备与夹具信息及MES信息系统交互,可对测试夹具工作状态进行实时管理和自动化判断;程序加载过程不需要人工进行干预,只需通过夹具管理系统的一键加载按钮即可调取对应的测试程序,且调取程序的准确率可达100%;同时通过DOS命令开发一键加载功能减少程序调取的时间,程序加载时间由原来人工调取的70秒缩短至25秒;通过对ICT程序的开发,实现夹具ID与产品程序的绑定,对于不配套的电路板和夹具100%不会出现混用的情况;将人为操作的所带来的风险点降至最低,操作员无需经过专业的培训即可操作,降低对人的依赖性。
附图说明
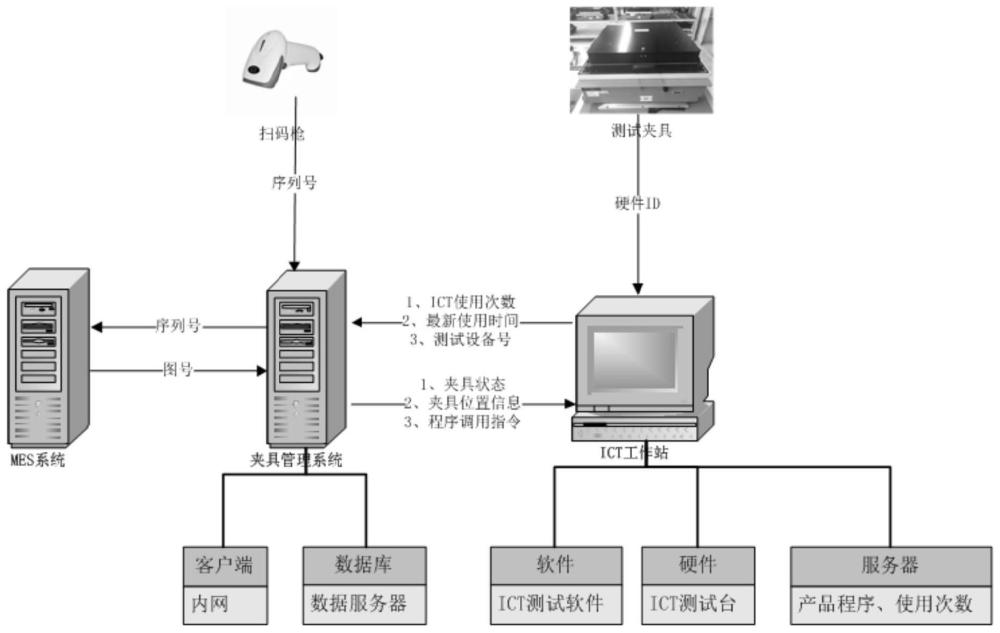
图1为本发明的夹具自动化管理系统在实施例中的结构框图。
图2为本发明的方法在具体实施例中的流程图。
图3为本发明中的数据库和客户端的架构图。
具体实施方式
以下结合说明书附图和具体实施例对本发明作进一步描述。
如图1所示,本发明实施例的测试夹具自动化管理系统,包括扫码单元和夹具管理单元,扫码单元与夹具管理单元相连,扫码单元用于对被测电路板上的二维码或条形码进行扫码,获取序列号信息;夹具管理单元,用于通过获取的序列号信息与MES系统进行信息交互,从而获得对应的图号信息;再根据所获得的图号信息和当前使用的测试台编号获取对应的夹具ID;进而根据夹具ID信息从服务器上获取夹具使用次数及夹具的使用时间,根据逻辑判断夹具状态以及夹具位置信息,再自动加载程序并开始测试。
在一具体实施例中,扫码单元为扫码枪;夹具管理单元使用Visual Basic语言进行开发,采用数据库和客户端的架构,数据库部署于调试专网服务器上,架构图如图3所示。
如图2所示,本发明实施例还公开了一种基于如上所述的测试夹具自动化管理系统的测试方法,具体步骤为:扫码单元对被测电路板上的二维码或条形码进行扫码,获取序列号信息;夹具管理单元通过获取的序列号信息与MES系统进行信息交互,从而获得对应的图号信息;再根据所获得的图号信息和当前使用的测试台编号获取对应的夹具ID;进而根据夹具ID信息从服务器上获取夹具使用次数及夹具的使用时间,根据逻辑判断夹具状态以及夹具位置信息,再完成夹具的搬运、更换并在夹具连接好后,完成夹具程序的自动加载并开始测试。具体地,若夹具状态为不可用,则一键加载程序按钮不可选定,无法加载程序进行测试,同时告知夹具不可用原因,根据原因对夹具进行处理后,方可使用。若夹具状态为可用状态,则一键加载按钮为可选定状态,点击一键加载按钮,自动加载程序并开始测试。
在一具体实施例中,为了实现基于产品夹具所存在的维度信息,完成夹具状态自动判断,采用了将[(当前时间-最新使用时间)<使用时间间隔]&[(当前时间-最新维保时间)<维保时间间隔]&[(当前时间-最新校检时间)<校检时间间隔]&(使用计数<计数上限)组合校验,保证夹具状态准确性及实现自动判断。
在一具体实施例中,为了实现夹具ID、测试设备及产品图号的自动校验,采用映射的方式进行对应关系的建立,保证夹具的准确性及实现自动管理。
在一具体实施例中,为了实现夹具的快速定位,采用将夹具等位置信息作为夹具必填信息录入至数据库的方式,通过夹具ID来找夹具位置,保证夹具位置的准确性及实现夹具的快速定位。
在一具体实施例中,为了实现程序的一键自动加载,采用开发ICT程序的DOS调用命令并在夹具管理系统增加夹具状态和调用逻辑判断的方式,保证夹具只有在状态OK的情况下才能进行程序的调用及实现产品程序的一键自动加载。
在一具体实施例中,为了实现产品序列号与图号的校验,采用通过开发VB语言通过MES系统来完成自动校验的方式,保证夹具管理系统的图号100%正确。
在一具体实施例中,为了实现ICT程序与夹具ID的自动校验,采用ICT程序开发ID校验代码,通过ICT测试台检测夹具16位硬件ID的方式,保证产品夹具100%调用正确及实现ICT夹具ID自动校验。
在一具体实施例中,在ICT程序当中开发标准代码,用于实现夹具ID校验。当检测到的夹具ID与代码中的字符不一致时,程序自动退出测试界面。只有当检测到的夹具ID与程序代码一致时,才能继续往下进行测试。
在一具体实施例中,通过编制DOS命令的方式尽可能减少操作人员的操作步骤实现程序的自动加载。针对不同的ICT程序只需将Part Number修改为对应产品图号即可完成对应产品的自动加载脚本开发。
本发明极大的提高了测试前准备工作的效率,测试前夹具搜索时间由原来的3分钟缩短至20秒;本发明实现测试设备与夹具信息及MES信息系统交互,可对测试夹具工作状态进行实时管理和自动化判断;程序加载过程不需要人工进行干预,只需通过夹具管理系统的一键加载按钮即可调取对应的测试程序,且调取程序的准确率可达100%;同时通过DOS命令开发一键加载功能减少程序调取的时间,程序加载时间由原来人工调取的70秒缩短至25秒;通过对ICT程序的开发,实现夹具ID与产品程序的绑定,对于不配套的电路板和夹具100%不会出现混用的情况;将人为操作的所带来的风险点降至最低,操作员无需经过专业的培训即可操作,降低对人的依赖性。
以上仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,应视为本发明的保护范围。
- 一种膨胀模拟测试方法及其测试夹具
- 一种自动化测试系统及自动化测试方法
- 一种自动化机械夹具装置及夹取方法
- 一种用于测试闭口销拔出载荷的夹具及其加工方法
- 一种测试夹具的散射参数提取方法
- 自动化测试管理方法和自动化测试管理系统
- 一种软件测试方法及软件测试自动化管理系统