一种铜带压延装置
文献发布时间:2023-06-19 19:38:38
技术领域
本申请涉及铜带压延技术领域,尤其涉及一种铜带压延装置。
背景技术
铜带,又称为光伏焊带,其主要应用于光伏组件电池片之间的连接,发挥导电聚电的重要作用,铜带的生产主要包括压延和镀锡涂覆两大阶段,对于铜带的压延,现有铜带压延装置主要由上下两个压辊组成的压辊组、驱动电机以及轴承组件所构成,通过驱动电机带动轴承转动,进而带动压辊组转动并相对向内挤压铜线,使铜线被挤压逐渐形变呈带状,从而完成铜带的成型制造。
现有铜带压延机在压延制造时,因压辊与铜线相对位置始终固定,进而铜线与压辊的相对挤压点也是固定不变,因此,长期之下,压辊的压延面会产生严重磨损,进而导致压辊精度下降,对铜线的压延效果变差,极大的降低了铜带生产效率,且导致铜带合格率下降。
发明内容
本申请提出了一种铜带压延装置,具备压辊自主循环压延,避免压延面单处受损严重,且有效防止铜线表面残有灰尘,并可及时对压辊表面进行散热的优点,用以解决现有压辊压延面单处受损严重,影响正常生产,且铜线表面残有灰尘,并无法及时给予压辊表面散热的问题。
为达到上述目的,本申请采用如下技术方案:一种铜带压延装置,包括:第一固定板,所述第一固定板的一端活动安装有驱动电机,所述驱动电机的一端固定安装有丝杆,所述第一固定板的一端固定安装有第一气囊环袋,所述第一气囊环袋的一端活动安装有滚珠丝杆移动块,所述滚珠丝杆移动块的一端活动安装有压辊体,所述丝杆的一端外部设有第二气囊环袋,且第二气囊环袋位于压辊体的一端外部,所述第二气囊环袋的一端固定安装有第二固定板,两个所述压辊体的之间设有铜线,所述铜线的一端表面固定套接有套线组件,所述套线组件通过第一送气管与第二气囊环袋一侧表面固定连接,所述套线组件通过第二送气管与第一气囊环袋的一侧表面固定连接,所述第二送气管的一端固定安装有第一单向阀,所述第一送气管的一端固定安装有第二单向阀,所述第一气囊环袋的一端外表面固定安装有第四单向阀,所述第二气囊环袋的一端外表面固定安装有第三单向阀。
进一步,所述套线组件包括套线环体,所述套线环体的内侧壁活动套接在铜线的外表面,所述套线环体的外表面固定套接有容气环腔,所述套线环体的内部活动安装有防扭活杆,所述容气环腔的两端表面固定安装有出气管,所述出气管的一端固定安装有喷气口。
进一步,所述套线环体的形状呈圆环形,且套线环体的内部为中空,所述套线环体的最内侧壁为弹性膜。
进一步,所述防扭活杆具有若干个,且防扭活杆的个数与容气环腔凹陷间隙个数相适配,所述防扭活杆的形状呈“T”字形,所述防扭活杆的一端与套线环体的最内侧壁表面固定相连,而防扭活杆的另一端位于容气环腔的凹陷间隙中。
进一步,所述容气环腔的整体形状呈圆环形,且容气环腔内部为中空,所述容气环腔的内侧壁形成呈均匀的凹凸波形状,所述容气环腔最内侧壁凸起端的两侧表面开设有通气口,且通气口处设有通过铰链以及扭簧进行活动连接的阀门板,所述防扭活杆的一端两侧设有长度固定的拉绳,且拉绳的一端与容气环腔通气口处所设阀门板的一侧表面固定相连。
进一步,所述喷气口的形状呈环形圆台状,且喷气口的内部为中空,所述出气管的一端与容气环腔的一侧表面相互连通,出气管的另一端与喷气口的一端表面相互连通。
进一步,所述驱动电机为伺服电机,所述驱动电机可以正反向循环逆转,且驱动电机正反向循环逆转的周期时长与压辊体的一端经过铜线的表面到压辊体的另一端也经过铜线的表面时横向移动所用时长相适配。
进一步,所述第一气囊环袋和第二气囊环袋的形状均为圆筒形,且第一气囊环袋和第二气囊环袋的内部为中空,所述第一气囊环袋和第二气囊环袋的内部充有气体,所述第一气囊环袋和第二气囊环袋的表面具有弹性,所述压辊体的内部开设有与丝杆外表面螺纹相适配的内螺纹。
本申请提供的一种铜带压延装置,通过设置驱动电机、丝杆、第一气囊环袋、压辊体以及第二气囊环袋等结构,利用驱动电机的正反循环转动,使压辊体对铜线进行压延时,压辊体的表面是循环对铜线进行施压,进而使压辊体表面的磨损程度均匀一致,达到有效避免现有压辊体和铜线的位置均为固定,两者相互作用的压延面单一且固定,从而导致压辊体的表面单一处磨损严重,进而导致压辊体无法再正常对铜线实施压延,造成铜线压延失败,压延效率降低,铜线的成型合格质量下降的效果。
通过设置容气环腔和防扭活杆,当驱动电机带动丝杆旋转,并带动压辊体进行循环横向移动旋转时,使第一气囊环袋和第二气囊环袋内部气体受挤压作用通过第一送气管或第二送气管向套线组件的内腔排入,当气体排入后,气体通过容气环腔内侧壁表面所开设的通气口,流至容气环腔的凹陷间隙空间处,流至此空间时,气体通过出气管向外流出,经喷气口的结构引导作用,使气体形成气流圈向外喷出,当朝向压辊体的喷气口向外排出气流时,气流对准压辊体和铜线相压延处进行不断的吹拂,对压延面进行降温,从而避免压延面温度过高,而导致铜线表面温度过高而过度形变,影响铜线的成型精度和合格度,而并不朝向压辊体而处于另一侧的喷气口向外排出气流时,气流会不断吹拂铜线的表面,在气流作用下,铜线表面所残留的灰尘被尽数吹落,进而达到有效清洁铜线的表面。
此外,通过设置套线组件,利用铜线表面与套线环体弹性膜表面的摩擦作用,当铜线扭转时,套线环体最内侧壁弹性膜会随铜线的扭转趋势一同扭转,则防扭活杆受套线环体扭转影响会发生倾斜偏移,进而牵动一侧的拉绳,使容气环腔内侧凸起端表面一侧阀门板被拉至通气口处,对通气口实施封闭,则气体只能通过未封闭的一侧通气口向容气环腔的凹陷间隙处流入,进而气体撞击防扭活杆的表面,对防扭活杆产生一个反推力,因气体的反推力方向与套线环体的扭转方向相反,即与铜线的扭转方向相反,进而利用气体反推力作用,从而对铜线的扭转造成反向作用,使铜线无法扭转或反向恢复至正确位置,达到有效提高铜线的压延精度,提高压延质量的效果。
附图说明
构成说明书的一部分的附图描述了本申请公开的实施例,并且连同说明书一起用于解释本申请公开的原理。
参照附图,根据下面的详细描述,可以更加清楚地理解本公开,其中:
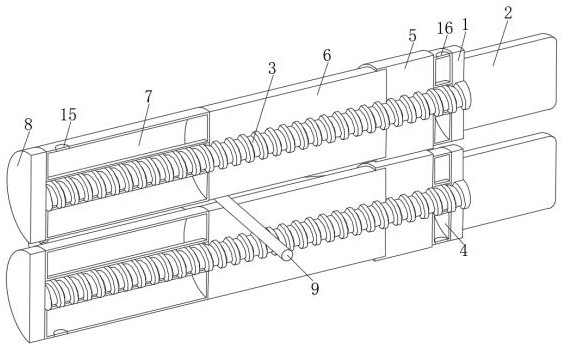
图1为本发明结构立体示意图;
图2为本发明结构剖面立体示意图;
图3为本发明套线组件立体示意图;
图4为本发明套线组件剖面立体示意图;
图5为本发明套线组件剖面正视平面示意图。
图中:1、第一固定板;2、驱动电机;3、丝杆;4、第一气囊环袋;5、滚珠丝杆移动块;6、压辊体;7、第二气囊环袋;8、第二固定板;9、铜线;10、套线组件;1001、套线环体;1002、容气环腔;1003、防扭活杆;1004、出气管;1005、喷气口;11、第一送气管;12、第二送气管;13、第一单向阀;14、第二单向阀;15、第三单向阀;16、第四单向阀。
具体实施方式
下面将结合本申请实施例中的附图,对本申请实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本申请一部分实施例,而不是全部的实施例。基于本申请中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本申请保护的范围。
实施例一:请参阅图1-图5,其中,套线组件10包括套线环体1001,套线环体1001的内侧壁活动套接在铜线9的外表面,套线环体1001的外表面固定套接有容气环腔1002,套线环体1001的内部活动安装有防扭活杆1003,容气环腔1002的两端表面固定安装有出气管1004,出气管1004的一端固定安装有喷气口1005。
请参阅图1-图5,其中,套线环体1001的形状呈圆环形,且套线环体1001的内部为中空,套线环体1001的最内侧壁为弹性膜,通过设置套线环体1001的最内侧壁为弹性膜,当套线组件10安设在铜线9的表面时,弹性膜可自主与铜线9的表面完全贴合,对铜线9的表面进行包裹,从而可以自主适应不同尺寸的铜线9,提高装置的适用性,同时,因铜线9在压辊体6的压延作用下,铜线9的形状不断发生变化,通过弹性膜自主包裹适应,可以方便该发明装置对铜线9实施精准的固定安装,且弹性膜的柔性包裹可以防止该发明装置损坏铜线9的形状,对铜线9的压延成型造成不良破坏,保障铜线9的成型完整。
请参阅图1-图5,其中,防扭活杆1003具有若干个,且防扭活杆1003的个数与容气环腔1002凹陷间隙个数相适配,防扭活杆1003的形状呈“T”字形,防扭活杆1003的一端与套线环体1001的最内侧壁表面固定相连,而防扭活杆1003的另一端位于容气环腔1002的凹陷间隙中。
请参阅图1-图5,其中,容气环腔1002的整体形状呈圆环形,且容气环腔1002内部为中空,容气环腔1002的内侧壁形成呈均匀的凹凸波形状,容气环腔1002最内侧壁凸起端的两侧表面开设有通气口,且通气口处设有通过铰链以及扭簧进行活动连接的阀门板,防扭活杆1003的一端两侧设有长度固定的拉绳,且拉绳的一端与容气环腔1002通气口处所设阀门板的一侧表面固定相连,通过设置容气环腔1002和防扭活杆1003,当驱动电机2带动丝杆3旋转,进而带动压辊体6进行循环横向移动旋转时,第一气囊环袋4或第二气囊环袋7会受到压辊体6的后压或者前压,进而第一气囊环袋4和第二气囊环袋7内部气体受挤压作用通过第一送气管11或第二送气管12向套线组件10的内腔排入,当气体排入后,气体通过容气环腔1002内侧壁表面所开设的通气口,进而纷纷流至容气环腔1002的凹陷间隙空间处,流至此空间时,气体会再通过出气管1004向外流出,经喷气口1005的结构引导作用,使气体形成气流圈,向外喷出,因此,当朝向压辊体6的喷气口1005向外排出气流时,气流会对准压辊体6和铜线9相压延处进行不断的吹拂,进而对压延面进行降温从而避免压延面温度过高,而导致铜线9表面温度过高而过度形变,影响铜线9的成型精度和合格度。
与此同时,并不朝向压辊体6而处于另一侧的喷气口1005向外排出气流时,气流会不断吹拂铜线9的表面,在气流作用下,铜线9表面所残留的灰尘被尽数吹落,进而达到有效清洁铜线9的表面,使铜线9在进入压辊体6的之间进行压延时,铜线9的表面可以始终保持洁净,从而避免现有铜线9无法自主清洁表面,导致铜线9的表面残有灰尘,在压辊体6对铜线9进行压延时,使灰尘被压入铜线9的内部,不仅影响铜线9的形变成型,而且还会造成铜线9质量下降,成品瑕疵较大的问题。
此外,因铜线9初始压延时,铜线9的结构为圆柱形线体,进而在滚动压延过程中,铜线9极易产生扭矩,若铜线9的线体在传输过程中发生扭转,则在下一步压延时,铜线9的被压延位置会偏移正确位置,压辊体6会压延铜线9不需要进行压延的部分,进而造成铜线9形变不正确,无法正确的形成带状,从而导致铜线9压延失败或者成型尺寸错误,造成极大的不良影响,因此,当铜线9的线体产生扭转状况时,因套线环体1001的最内侧壁弹性膜紧贴覆盖铜线9的表面,利用铜线9表面与套线环体1001弹性膜表面的摩擦作用,进而铜线9扭转时,套线环体1001最内侧壁弹性膜会随铜线9的扭转趋势一同扭转,当套线环体1001扭转时,防扭活杆1003受套线环体1001扭转影响会发生倾斜偏移,当防扭活杆1003倾斜时,防扭活杆1003会牵动一侧的拉绳,致使容气环腔1002内侧凸起端表面一侧阀门板被拉至通气口处,对通气口实施封闭,则流至容气环腔1002内部的气体,只能通过未封闭的一侧通气口向容气环腔1002的凹陷间隙处流入,当气体流出时,气体撞击防扭活杆1003的表面,对防扭活杆1003产生一个反推力,此时,气体的反推力方向与套线环体1001的扭转方向相反,即与铜线9的扭转方向相反,进而利用气体反推力作用,从而对铜线9的扭转造成反向作用,使铜线9无法扭转或反向恢复至正确位置,从而有效避免铜线9在压延过程中线体扭转而导致铜线9压延失败或者成型不准确的问题,有效提高铜线9的压延精度,提高压延质量。
请参阅图1-图5,其中,喷气口1005的形状呈环形圆台状,且喷气口1005的内部为中空,出气管1004的一端与容气环腔1002的一侧表面相互连通,出气管1004的另一端与喷气口1005的一端表面相互连通。
请参阅图1-图5,其中,驱动电机2为伺服电机,驱动电机2可以正反向循环逆转,且驱动电机2正反向循环逆转的周期时长与压辊体6的一端经过铜线9的表面到压辊体6的另一端也经过铜线9的表面时横向移动所用时长相适配。
请参阅图1-图5,其中,第一气囊环袋4和第二气囊环袋7的形状均为圆筒形,且第一气囊环袋4和第二气囊环袋7的内部为中空,第一气囊环袋4和第二气囊环袋7的内部充有气体,第一气囊环袋4和第二气囊环袋7的表面具有弹性,压辊体6的内部开设有与丝杆3外表面螺纹相适配的内螺纹。
本发明的使用方法工作原理如下:
当需要进行铜线9压延时,首先通过人工手持铜线9,将铜线9依次穿过两个压辊体6之间以及套线组件10的中部,其中,两个压辊体6为一个压辊组,现有压延机设有若干个压辊组,所有压辊组均匀水平设置,在压辊组最末端设有收卷辊,对压制完成的铜带进行收卷,而该发明装置各部件的分布及安装位置与现有压辊组的分布及安装位置为相适配,套线组件10安设在每一个压辊组的一侧,整体为间隔式排布,且通过固定杆或者固定板与现有设备固定架固定相安装,同理,第一固定板1和第二固定板8也是固定架设在现有设备固定架上,用于支撑该发明装置。
当铜线9穿插安装完毕,且所在位置确认无误后,启动驱动电机2,使驱动电机2开始运转,当驱动电机2开始转动时,驱动电机2带动丝杆3一同旋转,当丝杆3开始旋转时,丝杆3带动滚珠丝杆移动块5,使滚珠丝杆移动块5做横向移动,其中,滚珠丝杆移动块5内部结构与现有滚珠丝杆结构相同,滚珠丝杆移动块5在丝杆3的带动下,逐渐向前移动,进而推动压辊体6向前移动,当压辊体6被推动向前时,在丝杆3和压辊体6内外螺纹的作用下,压辊体6开始自转,其中,滚珠丝杆移动块5和压辊体6为滑动连接,当压辊体6旋转时,两个压辊体6上下旋转并挤压铜线9,使铜线9受压形变,利用压辊组的连续挤压,从而使铜线9逐步变成铜带状,进而完成铜带的制备压延。
同时,当压辊体6旋转移动时,压辊体6不断向前挤压第二气囊环袋7的内腔,则第二气囊环袋7内部气体被挤压,第二单向阀14受气压影响而开启阀门,进而第二气囊环袋7内部气体通过第二单向阀14流入第一送气管11内部,再通过第一送气管11而流入套线组件10的内腔,即流入容气环腔1002的内腔中,当气体流入容气环腔1002的内腔后,气体通过容气环腔1002内侧壁表面所开设的通气口,尽数流至容气环腔1002的凹陷间隙空间处,流至此空间时,气体再通过出气管1004向外流出,经过喷气口1005后形成气流圈向外喷出,其中,朝向压辊体6的喷气口1005向外排出气流时,气流对准压辊体6和铜线9相压延处不断吹拂,进而对压延面进行降温,而并不朝向压辊体6且处于另一侧的喷气口1005向外排出气流时,气流会不断吹拂铜线9的表面,在气流作用下,铜线9表面所残留的灰尘被尽数吹落,进而达到有效清洁铜线9的表面的效果,使铜线9在进入压辊体6的之间进行压延时,铜线9的表面可以始终保持洁净。
当压辊体6横向移动已经从自身一端移动至另一端时,即压辊体6的另一端已经接触并挤压铜线9时,此时,驱动电机2根据周期时长设定,开始反向转动,进而使丝杆3也开始反转,当丝杆3反转时,丝杆3带动滚珠丝杆移动块5反向移动,开始复位,当滚珠丝杆移动块5反向复位时,滚珠丝杆移动块5带动压辊体6一同反向复位,进而使压辊体6从另一端在重新退回至初始状态,再退回时,压辊体6依旧可以对铜线9进行旋转挤压,因压辊组两端设有进料辊和收卷辊,进而铜线9的前进运动不受影响,可正常前行移动,而当压辊体6向后复位移动时,压辊体6会挤压第一气囊环袋4的内腔,使第一气囊环袋4内部气体被挤出,同时,第一单向阀13受压,开启阀门,第一气囊环袋4内部气体通过第一单向阀13流入第二送气管12的内部,进而再通过第二送气管12流入套线组件10的内部,且当压辊体6向后移动时,也同时拉伸第二气囊环袋7的内腔,使第二气囊环袋7内腔变大,进而产生负压,第三单向阀15受压打开阀门,从而外部气体被倒吸入第二气囊环袋7的内腔,进而对第二气囊环袋7内腔进行气体补充,同理,当压辊体6向前移动挤压第二气囊环袋7时,第一气囊环袋4也会通过第四单向阀16而吸取外部空气,进行气体补充。
当气体通过第二送气管12流入套线组件10的内腔,即流入容气环腔1002的内腔中时,气体通过容气环腔1002内侧壁表面所开设的通气口,流至容气环腔1002的凹陷间隙空间处,然后气体再通过出气管1004并经过喷气口1005而向外排出,其中,朝向压辊体6的喷气口1005向外排出气流时,气流对准压辊体6和铜线9相压延处进行吹拂降温,而并不朝向压辊体6且处于另一侧的喷气口1005向外排出气流,气流将铜线9表面所残留的灰尘被尽数吹落。
当压辊体6反向退回至初始处时,此时,驱动电机2再次根据周期时长设定,再次恢复正转状态,进而再带动丝杆3进行正转,进而再次重复上述步骤,以此,使该发明装置循环运作。
与此同时,若压延过程中,铜线9的线体产生扭转状况时,利用铜线9表面与套线环体1001弹性膜表面的摩擦作用,使铜线9扭转时,套线环体1001最内侧壁弹性膜会随铜线9的扭转趋势一同扭转,当套线环体1001扭转时,防扭活杆1003受套线环体1001扭转影响会发生倾斜偏移,当防扭活杆1003倾斜时,防扭活杆1003会牵动一侧的拉绳,致使容气环腔1002内侧凸起端表面一侧阀门板被拉至通气口处,使通气口被封闭无法流通气体,则流至容气环腔1002内部的气体,只能通过未封闭的一侧通气口向容气环腔1002的凹陷间隙处流入,当气体流出时,气体对撞击防扭活杆1003的表面,对防扭活杆1003产生一个反推力,此时,气体的反推力方向与套线环体1001的扭转方向相反,即与铜线9的扭转方向相反,进而利用气体反推力作用,从而对铜线9的扭转造成反向作用,使铜线9无法扭转或反向恢复至正确位置,从而有效避免铜线9在压延过程中线体扭转而导致铜线9压延失败或者成型不准确的问题,有效提高铜线9的压延精度,提高压延质量。
当铜线9压延完毕后,关闭驱动电机2即可。
- 一种新型铜带酸洗装置
- 一种稳定性能好的铜带收卷装置
- 一种用于铜带生产的表面清洗装置及清洗方法
- 一种铜带加工热轧装置
- 一种玻璃压延机压力调节装置
- 一种铜带压延成型装置
- 一种铜带加工用压延装置