舵面内部蜂窝结构与舵面蒙皮之间焊接质量的检测方法
文献发布时间:2023-06-19 19:38:38
技术领域
本发明涉及无损检测技术领域,尤其涉及一种舵面内部蜂窝结构与舵面蒙皮之间焊接质量的检测方法。
背景技术
超塑成型/扩散连接(SPF/DB)工艺可以使复杂薄壁零件整体化,在降低飞行器结构重量、提高结构完整性和承载效率方面具有独特的技术优势,并且具有成形性好、设计自由度大、成形精确、无残余应力、零件数量少等优点,随着对该技术的不断深入研究,超塑成型/扩散连接工艺技术成熟度和工程化应用程度越来越高,该项技术已经成功在航空航天器的主承力构件上得到越来越广泛的应用,这就对SPF/DB构件的制造技术与内部质量提出了更高的要求。
轻量化翼舵通过超塑成型/扩散连接技术成型,由于该工艺零件的缺陷特征与常规焊接不同,X射线、磁粉、涡流等常规检测方法均不能有效检测和评价其缺陷,因此主要采用水浸超声C扫描对该工艺零件进行无损检测。然而,为了满足航空航天器飞行所需的空气动力学条件,翼舵类产品的每一个面均由几个不同的平面组成,利用超声C扫描检测时,每个平面均需进行调平,操作复杂且耗时较多,并且,一旦调平准确度出现偏差,还会导致成像结果不佳。因此,在进行超声C扫描检测时,首先需要对轻量化翼舵舵面进行调平,现有的调平装置为简单的楔块,完全依靠人工调平,调平效率低,且需要反复调整才能满足检测需求,因此,鉴于同一型号的轻量化舵面为批量化产品,结构尺寸较为固定,亟需设计并加工一套调平装置,简化调平流程,提高检测效率。
发明内容
鉴于上述的分析,本发明实施例旨在提供一种舵面内部蜂窝结构与舵面蒙皮之间焊接质量的检测方法,用以解决现有检测方法中需用人工反复调平待检翼舵,导致检测效率低的问题。
本发明主要是通过以下技术方案实现的:
一方面,本发明提供了一种舵面内部蜂窝结构与舵面蒙皮之间焊接质量的检测方法,包括如下步骤:
步骤1:制作调平装置;
步骤2:将待检测平面对应的调平装置放入水槽中;
步骤3:待检翼舵的卡头置于调平装置的卡槽内;
步骤4:调整超声C扫描装置探头的角度;
步骤5:设置扫描参数,对待检测平面进行超声C扫描检测;
步骤6:根据扫描图像判断舵面内部蜂窝结构与舵面蒙皮之间是否焊接良好。
可选地,所述步骤1包括如下步骤:
步骤11:根据待检翼舵轮廓结构与尺寸,设计调平装置的框架结构与尺寸;
步骤12:根据步骤11设计的形状和尺寸加工出框架以及框架上的卡槽,得到调平装置。
可选地,所述步骤11包括如下步骤:
步骤111:根据待检翼舵的轮廓结构和尺寸确定框架的中空环形的形状和尺寸;
步骤112:根据待检翼舵卡头的位置、形状和尺寸确定框架每一条边的宽度;
步骤113:根据待检翼舵厚度最大处的厚度确定框架的厚度;
步骤114:确定卡头对应的卡槽的深度。
可选地,所述步骤11包括如下步骤:所述步骤中,框架的厚度大于或等于待检翼舵厚度最大处的厚度。
可选地,所述步骤3还包括调整支撑块的高度,以稳定调平装置。
可选地,所述步骤3和所述步骤4之间还包括向水槽内注入水。
可选地,所述步骤5包括对翼舵的各个平面分别进行超声C扫描检测。
可选地,所述步骤5包括根据扫描图像的颜色判断舵面内部蜂窝结构与舵面蒙皮之间是否焊接良好。
可选地,所述步骤1中制作的调平装置的数量为6个。
另一方面,本发明还提供了一种超声C扫描检测调平系统,用于完成上述的检测方法,所述调平系统包括用于使翼舵的待检测平面与基准面保持平行的调平装置;所述调平装置包括框架和支撑块;所述框架用于支撑待检翼舵,所述支撑块设于所述框架的底部,起到支撑框架,以使框架保持稳定的作用;所述框架的顶面上设有用于放置待检翼舵上的卡头的卡槽。
可选地,所述调平系统包括多个调平装置,所述调平装置的数量为待检翼舵单侧平面数量的2倍,每个平面对应一个所述调平装置,以使待检翼舵置于所述调平装置上后,所述平面与基准面平行。
可选地,所述框架呈内部中空的环形。
可选地,所述框架的材质为防锈材料。
可选地,所述框架的材质为钛合金或铝合金。
可选地,所述框架的抗拉强度不小于300MPa。
可选地,所述框架的厚度大于或等于待检翼舵厚度最大处的厚度。
可选地,所述调平装置的数量为6个。
可选地,所述卡槽的数量与待检翼舵上卡头的数量相等。
可选地,所述框架的每一条边的宽度不完全相同。
可选地,所述支撑块的数量为2个以上,多个所述支撑块分散设于所述框架的底部,并且所述支撑块的高度可调。
与现有技术相比,本发明至少可实现如下有益效果之一:
1、本发明的检测方法每检测一个平面采用与该片面对应的专门的调平装置,无需人工反复调整,大幅提高了检测效率和检测精度。并且本发明的检测方法在对翼舵进行超声C扫描检测时,仅需在检测第一个平面时进行探头调平即可,更换调平装置检测其余平面均无需再次调平探头,进一步提高了检测效率。
2、针对现有的调平装置为简单的楔块,完全依靠人工调平,调平效率低,且需要反复调整才能满足检测需求的技术问题,针对待检翼舵不同的平面结构,本发明针对特定结构的翼舵(单侧具有A1、A2和A3共3个平面的舵面,A2面与水平面平行,且A2面处翼舵的厚度大于A1面和A3面处翼舵的厚度,将翼舵放于水平面上后,A2面与水平面接触,A1面和A3面不与水平面接触)创新性地设计了一套调平系统,该调平系统包括6个调平装置,每个调平装置与一个待测平面一一对应,使得翼舵置于调平装置上后,待检平面与基准面平行,即可进行超声C扫描检测,无需人工反复调整,大幅提高了检测效率和检测精度。并且实现了一套调平系统可以满足待检翼舵产品不同平面的调平需求。
3、本发明根据翼舵产品卡头位置,在调平装置的框架上设置了相应的卡槽,不仅有利于快速确定产品装配位置,也能对待检产品起到固定的作用,避免检测过程中发生相对滑动。
4、本发明在对待检平面进行超声C扫描检测时,仅需选择对应的调平装置,并对齐待检翼舵卡头与调平装置卡槽的位置,即可实现待检面调平,操作简单、调平准确,极大地提高了调平效率,有效地缩短了产品的整体检测周期。
5、本发明通过将调平装置加工成空心结构,一方面便于检测,另一方面能够减轻重量、节约材料成本。
6、本发明通过将支撑块的高度设置为可调,并通过将多个支撑块分散设于框架的底部,便于快速稳定调平装置,提高检测效率。
本发明中,上述各技术方案之间还可以相互组合,以实现更多的优选组合方案。本发明的其他特征和优点将在随后的说明书中阐述,并且,部分优点可从说明书中变得显而易见,或者通过实施本发明而了解。本发明的目的和其他优点可通过说明书以及附图中所特别指出的内容中来实现和获得。
附图说明
附图仅用于示出具体实施例的目的,而并不认为是对本发明的限制,在整个附图中,相同的参考符号表示相同的部件。
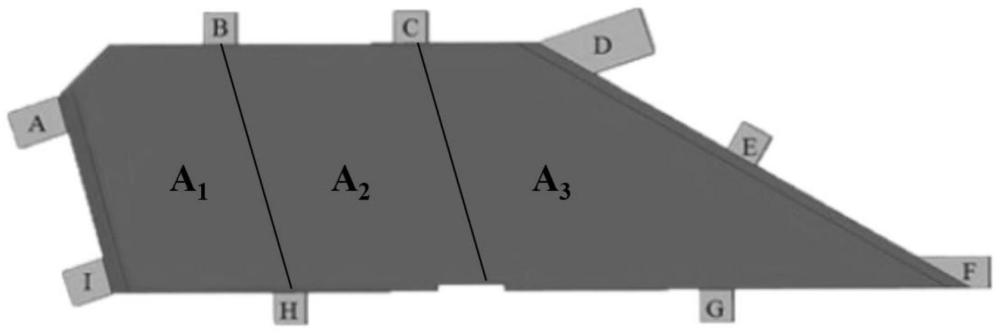
图1(a)为本发明轻量化翼舵舵面示意图;
图1(b)为图1(a)的仰视图;
图2为本发明的调平装置结构示意图。
附图标记:
1-框架;2-支撑块;A-I-卡头;A
具体实施方式
下面结合附图来具体描述本发明的优选实施例,其中,附图构成本申请一部分,并与本发明的实施例一起用于阐释本发明的原理,并非用于限定本发明的范围。
实施例一
本发明的一个具体实施例,公开了一种检测舵面内部蜂窝结构与舵面蒙皮之间焊接质量的方法,包括以下步骤:
步骤1:根据待检翼舵的结构,制作调平装置。具体包括如下步骤:
步骤11:根据待检翼舵轮廓结构与尺寸,设计调平装置的框架结构与尺寸。具体包括如下步骤:
步骤111:根据待检翼舵的轮廓结构和尺寸确定框架的中空环形的具体形状和尺寸。
步骤112:根据待检翼舵卡头的位置、形状和尺寸确定框架每一条边的宽度,以保证每个卡槽尺寸能够满足对应的卡头的装卡需求。
步骤113:根据待检翼舵厚度最大处的厚度确定框架的厚度。具体地,框架的厚度大于或等于待检翼舵厚度最大处的厚度。在本实施例方式中即为A2平面处翼舵的厚度。
步骤114:确定卡头对应的卡槽的深度。以A1面所对应的调平装置上的卡槽为例,卡头A所对应的卡槽A
卡头A所对应的卡槽A
其中,卡头B的高度是指卡头B的上表面距离水平面的高度,卡头A的高度是指卡头A的上表面距离水平面的高度;卡头B的高度和卡头A的高度参考的是同一水平面。
卡头I所对应的卡槽I
步骤115:采用与步骤114类似的方法分别得到A3和待检舵面另一侧的B1面和B3面所对应的调平装置上的卡槽的深度。A2面和B2面所对应的调平装置上的卡槽的深度等于A2面处和B2面处翼舵的厚度。
步骤12:根据步骤11确定的形状和尺寸加工出框架以及框架上的卡槽,并在每一个调平装置的底部安装可调节高度的支撑块。
步骤2:超声C扫描检测前,将待检测平面对应的调平装置放入水槽中,然后将待检翼舵的卡头A-I置于调平装置的卡槽A
步骤3:调整超声C扫描装置探头的角度,当待测翼舵的上表面回波幅值最高时,探头激励声束与翼舵待检平面恰好垂直。在对翼舵进行超声C扫描检测时,仅需在检测第一个平面时进行探头调平即可,更换调平装置检测其余平面均无需再次调平探头;步骤4:根据检测要求设置扫描参数,进行超声C扫描检测,分别对舵面的A1、A2、A3、B1、B2、B3面进行检测,舵面超声检测主要是针对舵面内部蜂窝结构与舵面蒙皮之间焊接质量进行检测,因此针对A、B面分别进行检测,检测蜂窝两端与蒙皮之间的焊接结合质量,获得对应的翼舵C扫描图像。
步骤5:根据获得的翼舵C扫描图像的颜色,确定舵面内部蜂窝结构与舵面蒙皮之间是否焊接良好。具体地,未焊合位置与焊合位置显示不同的图像颜色。
实施例二
本发明的又一个具体实施例提供了一种轻量化翼舵超声C扫描检测调平系统,该调平系统用于满足具有特定结构的翼舵产品不同平面的调平需求。
待检翼舵的舵面包括正反两面,即A面和B面,每一侧的舵面均由N个平面相接而成。沿舵面厚度方向的外表面一周设有多个向外凸出的卡头,多个卡头的形状和尺寸不完全相同,并且每个平面上至少设有3个卡头。
如图1(a)和图1(b)所示,以N为3为例,待检翼舵的A面包括A1、A2和A3三个平面,A2面与水平面平行,且A2面处翼舵的厚度大于A1面和A3面处翼舵的厚度。将翼舵放于水平面上后,A2面与水平面接触,A1面和A3面不与水平面接触。
具体地,沿舵面厚度方向的外表面一周设有卡头A-H,卡头A和I设于A1面上,卡头B和H设于A1面和A2面的相接处,卡头C设于A2面和A3面的相接处,卡头D、E、F和G设于A3面上。
该调平系统包括调平装置,调平装置用于使翼舵的待检测平面与基准面保持平行。示例性地,基准面为水槽底面。
具体地,如图2所示,调平装置包括框架1和支撑块2。其中,框架1主要起到支撑待检翼舵的作用。支撑块2设于框架1的底部,起到支撑框架1,以使框架1保持稳定的作用。
框架1呈内部中空的环形,其底面平行于水平面,框架1的顶面上设有用于放置待检翼舵上卡头的卡槽A
在一种可能的实施方式中,框架1的厚度大于或等于待检翼舵厚度最大处的厚度。在本实施例方式中即为A2平面处翼舵的厚度。
根据卡头的尺寸不同,框架1的每一条边的宽度不完全相同。具体来说,是根据该边上欲放置的卡头的尺寸来确定,以满足翼舵的装卡需求。
需要说明的是,除了满足调平需求外,调平装置还需根据待检翼舵重量具备一定的抗拉强度。例如,抗拉强度不小于300MPa,以保证使用过程中不会发生变形,从而影响调平精度。
另外,本实施例将调平装置加工成空心结构,一方面便于检测,另一方面能够减轻重量、节约材料成本。
考虑到调平装置的应用场景为水下,在一种优选的实施方式中,调平装置的材质为防锈材料,如高温合金、钛合金、铝合金等。或者,对调平装置进行防锈处理,如采用在调平装置的表面涂覆涂层等措施。
具体地,调平装置的数量为待检翼舵单侧平面数量的2倍。以待检翼舵单侧具有3个平面的舵面为例(即N=3),调平装置的数量为6个。每个平面对应一个调平装置,以使待检翼舵置于该调平装置上后,该平面与基准面平行。
下面以A1面所对应的调平装置为例,介绍卡槽的深度。
如图2所示,卡头A、H、I和B位于A1面内,为了保证待检翼舵置于框架上后A1面能够平行于水平面,根据“三点确定一个平面”的几何原理,需要控制四个卡头A、H、I和B中的三个所对应的卡槽的深度。
以选取卡头A、H和B为例:
卡头A所对应的卡槽A
其中,卡头B的高度是指卡头B的上表面距离水平面的高度,卡头A的高度是指卡头A的上表面距离水平面的高度;卡头B的高度和卡头A的高度参考的是同一水平面。
卡头I所对应的卡槽I
其中,卡头B的高度是指卡头B的上表面距离水平面的高度,卡头I的高度是指卡头I的上表面距离水平面的高度;卡头B的高度和卡头I的高度参考的是同一水平面。
卡头B所对应的卡槽B
对于A1面所对应的调平装置上卡槽D
下面介绍A3面所对应的调平装置上卡槽的深度。卡头C、D、E、F和G位于A3面内,为了保证待检翼舵置于框架上后A3面能够平行于水平面,根据“三点确定一个平面”的几何原理,需要控制五个卡头C、D、E、F和G中的三个所对应的卡槽的深度。
以选取卡头D、F和C为例:
卡头D所对应的卡槽D
其中,卡头C的高度是指卡头C的上表面距离水平面的高度,卡头D的高度是指卡头D的上表面距离水平面的高度;卡头C的高度和卡头D的高度参考的是同一水平面。
卡头F所对应的卡槽F
其中,卡头C的高度是指卡头C的上表面距离水平面的高度,卡头F的高度是指卡头F的上表面距离水平面的高度;卡头C的高度和卡头F的高度参考的是同一水平面。
在一种可能的实施方案中,支撑块的数量为2个以上,多个支撑块分散设于框架的底部,并且支撑块的高度可调。本实施例通过将支撑块的高度设置为可调,并通过将多个支撑块分散设于框架的底部,便于快速稳定调平装置,提高检测效率。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,可轻易想到的变化或替换,都应涵盖在本发明的保护范围之内。
- 一种考虑不确定性的蜂窝结构舵面等效参数强稳健性辨识方法
- 舵面蒙皮骨架结构及其制造焊接方法
- 一种无人飞行器的舵面舵机联动结构和舵面驱动方法