一种卷烟烟支密度测量准确性的评估方法
文献发布时间:2023-06-19 10:43:23
技术领域
本发明涉及烟草检测技术领域,具体涉及一种卷烟烟支密度测量准确性的评估方法。
背景技术
目前卷烟生产研究过程中,卷烟烟支密度对产品卷接保证质量、感官质量以及消耗控制都有着重要的影响。烟丝密度也作为衡量卷烟烟支均匀性的一个指标,人们对烟丝密度重视程度也越来越高。然而由于烟草自身的特殊性,不同状态下烟丝的密度是不同的,因此目前微波密度检测仪器检测卷烟烟支轴向密度是否合适还没有有效的评估标准模具及方法。
CN110726645A的中国发明专利其公开了一种卷烟烟丝轴向密度分布稳定性的评价方法,该方法依据烟支密度分布一般呈两端稠密型分布的特点,先作出烟支密度分布曲线,并对烟支密度数据进行分段(对烟支密度分布曲线进行分析,人为确定将整个烟支段分为几段),然后根据构建的评价指标对烟支密度分布均匀性进行全面评价。但是该申请并未涉及检测结果准确性的评估判定,无法更加有效的保证检测系统的准确、有效性。
发明内容
本发明的目的在于,针对上述现有技术的不足,提出一种卷烟烟支密度测量准确性的评估方法,用于对微波检测卷烟烟支轴向密度测量数据准确性的评估。
本发明提出一种卷烟烟支密度测量准确性的评估方法,包括以下步骤:
S1:根据不同烟支的型号,制作对应型号的模具,并得到模具容积;
S2:将烟丝烘干磨成粉末后,将模具和烟丝粉末共同在恒温恒湿的环境下进行水分平衡;
S3:将平衡后的烟丝粉末快速装入模具中,再将装满烟丝粉末的模具进行封口,并得到烟丝粉末的装填重量;
S4:根据S1中的模具容积和S3中的装填重量,计算出烟丝粉末的理论密度值ρ;
S5:将已封口的模具放入微波密度检测仪中进行检测,得到多个不同位置的实测密度值(Ρ´);
S6:计算S5中的实测密度值(Ρ´)的平均值
S7;通过S6中的平均值
S8:当S6中的变异系数CV和S7中的相对差值A的结果均小于5%时,则密度检测可靠性较高,检测结果数据可以接受;否则,密度检测可靠性较低,检测结果数据不可接受。
进一步地,S1中的所述模具长度误差范围为±0.5mm,圆周误差范围为±0.2mm;模具材质与对应型号烟支卷烟纸密度相同。
进一步地,S2中的水分平衡标准范围为10.5-13.0%。
进一步地,S2中的水分平衡环境为温度20-24℃,湿度55-65%。
进一步地,S3中的装填重量在装填后通过减重法获得,或者检测后直接称量获得。
进一步地,S3中的装填后,封口前需要对模具内烟丝粉末进行施压,施压压力为1000±20g。
进一步地,S6中的变异系数CV的计算公式为CV= X /
进一步地,所述模具包括用于容置烟丝粉末的底模、可拆卸安装于所述底模上用以对所述底模内的烟丝粉末进行推压的推进件和设于所述底模上远离所述推进件用以检测所述底模内的压力计
更进一步地,所述推进件包括推进杆和外壳,所述外壳外壁和所述底模内壁均设有可相互配合用以供所述推进件螺接于所述底模的螺纹部;所述推进件沿轴向中心设置有螺纹孔,所述推进杆外表面设有与所述螺纹孔配合用以使所述推进杆旋进或旋出的外螺纹。
更进一步地,所述推进杆的一端设有用以挤压烟丝粉末的挤压部、另一端设有用以使所述推进杆旋进或旋出的操作部。
本发明具有以下有益效果:
(1)通过本评估方法可以有效确定卷烟烟支轴向密度的检测结果是否可靠,从而可以进一步地通过此方法的评估判定有效的实现了烟支的规范化生产;
(2)本申请可以有效评价检测结果的可靠性,进而实现卷烟烟支轴向密度的检测系统存在偏差的及时纠正和预防,避免了因检测误差带来的损失;
(3)本发明的评价方法可以较好的实现微波密度检测仪器的校验和纠偏,避免了微波密度检测仪器在长期使用过程中出现的系统漂移和误差;
(4)本申请巧妙的运用变异系数和相对差值的结合进行评价,通过变异系数来对单一样品的多点位数据的离散程度进行评估,通过相对差值对多点位数据的实际平均值与理论平均值的偏离程度进行评估,这样,即实现了整体数据的二维双评估、双标限定,从而有效的对该检测体系进行准确性的评估;
(5)本发明提供的模具可以快速实现待测样品装填制备,可以更好的实现施压压力的控制,进而保证了评估的准确性和真实性。
说明书附图
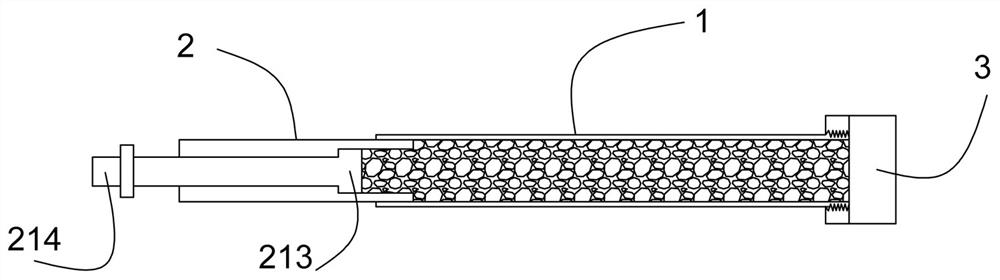
图1为本申请模具使用初始状态示意图;
图2为本申请模具使用检测状态示意图;
图3为本申请模具的推进杆结构示意图;
图4为本申请模具的外壳结构示意图;
图5为本申请模具的底模结构示意图。
附图标记:1-底模、2-推进件、21-推进杆、211-操作部、212-外螺纹、213-挤压部、22-外壳、221-螺纹部、3-压力计。
具体实施方式
为下面结合具体实施例,进一步阐述本发明。应理解,这些实施例仅用于说明本发明而不用于限制本发明的范围。此外,本领域技术人员对本发明所做的各种改动或修改,这些等价形式同样落于本申请所要求保护的范围内。本发明实施例中的配比均为以重量计。
实施例1
S1:制作某M品牌烟支的样品模具,并得到模具容积,填充长度为60mm,填充圆周为24.4mm;
S2:将烟丝烘干磨成粉末后,将模具和烟丝粉末共同在恒温恒湿的环境下进行水分平衡,水分平衡环境为温度22℃,湿度60%;
S3:将平衡后的烟丝粉末快速装入模具中,再将装满烟丝粉末的模具进行封口,并得到烟丝粉末的装填重量,装填重量在装填后通过减重法获得,封口前需要对模具内烟丝粉末进行施压,施压压力为1000g;
S4:根据S1中的模具容积和S3中的装填重量,计算出烟丝粉末的理论密度值ρ;
S5:将已封口的模具放入微波密度检测仪中进行检测,得到60个不同位置的实测密度值(Ρ´);
S6:计算S5中的实测密度值(Ρ´)的平均值
S7;通过S6中的平均值
S8:根据变异系数CV和相对差值A的结果判定密度检测可靠性,进而评估检测结果数据是否可以接受。中间数据(Ρ´)见表1,单位mg/cm
请参阅图1至图5。本发明中涉及的模具包括用于容置烟丝粉末的底模1、可拆卸安装于底模1上用以对底模1内的烟丝粉末进行推压的推进件2和设于底模1上远离推进件2用以检测底模1内的压力计3。本发明中采用的一般都是小型金属应变片式压力传感器,或者压阻式压力传感器,这两种传感器市售品类比较多,型号规格齐全,便于匹配不同型号的底模1大小,本申请选用的是斯巴拓的微小型高精准测力SBT760351A数显,灵敏直观,便于操作,通过焊接一个螺环再螺接至底模1端部,便于拆卸。
推进件2包括推进杆21和外壳22,外壳22外壁和底模1内壁均设有可相互配合用以供推进件2螺接于底模1的螺纹部221;外壳22沿轴向中心设置有螺纹孔,推进杆21外表面设有与螺纹孔配合用以使推进杆21旋进或旋出的外螺纹212。一般来说外壳22与底模1之间不进行拆除操作,除非特殊情况,例如底模1内部卡固比较紧,无法退模时,可拆卸此处进行清理,推进杆21。
推进杆21的一端设有用以挤压烟丝粉末的挤压部213、另一端设有用以使推进杆21旋进或旋出的操作部211。挤压部213和操作部211其实也可以理解为该推进杆21的前后限位部。
本发明中涉及的模具具体使用方法为:
首先,将带有压力计3一端旋拧打开,向底模1内装填烟丝粉末,装满后,即烟丝粉末与底模1边缘持平或凸起,再旋拧安装压力计3,装填完毕,此时推进杆21处于初始位置,压力计3示数为零,慢慢通过操作部211旋转推进杆21,使推进杆21不断向前推进,继而带动挤压部213挤压底模1内部的烟丝粉末,同时,底模1另一端的压力计3直接与烟丝粉末接触,则即实时显示了当前状态的压力值。
实施例2
S1:制作某M品牌烟支的样品模具,并得到模具容积,填充长度为60.1mm,填充圆周为24.5mm;
S2:将烟丝烘干磨成粉末后,将模具和烟丝粉末共同在恒温恒湿的环境下进行水分平衡,水分平衡环境为温度23℃,湿度62%;
S3:将平衡后的烟丝粉末快速装入模具中,再将装满烟丝粉末的模具进行封口,并得到烟丝粉末的装填重量,装填重量在装填后通过减重法获得,封口前需要对模具内烟丝粉末进行施压,施压压力为1000g;
S4:根据S1中的模具容积和S3中的装填重量,计算出烟丝粉末的理论密度值ρ;
S5:将已封口的模具放入微波密度检测仪中进行检测,得到60个不同位置的实测密度值(Ρ´);
S6:计算S5中的实测密度值(Ρ´)的平均值
S7;通过S6中的平均值
S8:根据变异系数CV和相对差值A的结果判定密度检测可靠性,进而评估检测结果数据是否可以接受。中间数据(Ρ´)见表2,单位mg/cm
实施例3
S1:制作某N品牌烟支的样品模具,并得到模具容积,填充长度为60.1mm,填充圆周为23.7mm;
S2:将烟丝烘干磨成粉末后,将模具和烟丝粉末共同在恒温恒湿的环境下进行水分平衡,水分平衡环境为温度20℃,湿度56%;
S3:将平衡后的烟丝粉末快速装入模具中,再将装满烟丝粉末的模具进行封口,并得到烟丝粉末的装填重量,装填重量在装填后通过减重法获得,封口前需要对模具内烟丝粉末进行施压,施压压力为1000g;
S4:根据S1中的模具容积和S3中的装填重量,计算出烟丝粉末的理论密度值ρ;
S5:将已封口的模具放入微波密度检测仪中进行检测,得到60个不同位置的实测密度值(Ρ´);
S6:计算S5中的实测密度值(Ρ´)的平均值
S7;通过S6中的平均值
S8:根据变异系数CV和相对差值A的结果判定密度检测可靠性,进而评估检测结果数据是否可以接受。中间数据(Ρ´)见表3,单位mg/cm
实施例4
S1:制作某N品牌烟支的样品模具,并得到模具容积,填充长度为60.1mm,填充圆周为23.8mm;
S2:将烟丝烘干磨成粉末后,将模具和烟丝粉末共同在恒温恒湿的环境下进行水分平衡,水分平衡环境为温度24℃,湿度65%;
S3:将平衡后的烟丝粉末快速装入模具中,再将装满烟丝粉末的模具进行封口,并得到烟丝粉末的装填重量,装填重量在装填后通过减重法获得,封口前需要对模具内烟丝粉末进行施压,施压压力为1000g;
S4:根据S1中的模具容积和S3中的装填重量,计算出烟丝粉末的理论密度值ρ;
S5:将已封口的模具放入微波密度检测仪中进行检测,得到60个不同位置的实测密度值(Ρ´);
S6:计算S5中的实测密度值(Ρ´)的平均值
S7;通过S6中的平均值
S8:根据变异系数CV和相对差值A的结果判定密度检测可靠性,进而评估检测结果数据是否可以接受。中间数据(Ρ´)见表4,单位mg/cm
将上述四组检测数据进行变异系数CV和相对差值A的计算,并对结果进行评估判定,评估结果见表5。
以上对本发明的实施例进行了示例性说明,但所述内容仅为本发明的较佳实施例,不能被认为用于限定本发明的实施范围。凡依据本发明申请范围的均等变化与改进等,均应归属于本发明的专利涵盖范围之内。
- 一种卷烟烟支密度测量准确性的评估方法
- 一种卷烟设备烟支输送通道烟支异常监测方法及其装置