一种铆接顶盖及其装配方法和方壳电芯
文献发布时间:2023-06-19 10:51:07
技术领域
本发明涉及动力电池技术领域,具体地涉及一种铆接顶盖及其装配方法和方壳电芯。
背景技术
当前锂电池新能源市场发展迅猛,市面上锂电池主要以方壳电芯、圆柱电芯和软包电芯为主,其中方壳电芯的市场占有量最大,方壳电芯结构强度大,成组效率高,作为锂离子电芯结构件极具优势。方壳电芯通常由壳体、顶盖和电芯模组构成。传统方壳电芯主要存在以下问题:
1.传统方壳电芯极柱为螺栓结构,结构复杂,成组装配效率低,且接触电阻较大;
2.传统方壳电芯极柱气密性及其耐久性不佳,气密性的保证对于锂离子电池安全至关重要;
3.传统方壳电芯极柱较高,占用空间大。
发明内容
本发明的目的是提供一种结构简单,成本低、易于模组装配的顶盖和方壳电芯。
为实现上述目的,本发明采用的技术方案如下:
根据本发明的一方面,提供了一种铆接顶盖,所述铆接顶盖安装在方壳电芯的壳体的上端开口上,其中,所述铆接顶盖包括:
盖板,所述盖板上设有正极柱安装孔、负极柱安装孔和位于所述正极柱安装孔和所述负极柱安装孔之间的防爆片安装孔;
防爆片,所述防爆片安装在所述防爆片安装孔上;
正极上塑胶垫和负极上塑胶垫,所述正极上塑胶垫和负极上塑胶垫安装在所述盖板上表面上并具有与所述正极柱安装孔和所述负极柱安装孔对齐的第一通孔;
正极下塑胶板和负极下塑胶板,所述正极下塑胶板和负极下塑胶板附接在所述盖板的下表面上,具有与所述正极柱安装孔和所述负极柱安装孔对齐的第二通孔以及与所述防爆片安装孔对准的泄压通道;
正极柱和负极柱,所述正极柱和所述负极柱上套设有密封圈,依次穿过所述第二通孔、所述正极柱安装孔和所述负极柱安装孔以及所述第一通孔并通过铆接与所述正极上塑胶垫和负极上塑胶垫、所述正极下塑胶板和负极下塑胶板装配在一起,并且所述正极柱和所述负极柱高出所述盖板的上表面预定高度;
正极铆接块和负极铆接块,所述正极铆接块和负极铆接块与所述正极柱和所述负极柱的上端铆接;
以及正极转接片和负极转接片,所述正极转接片和所述负极转接片固定连接于所述正极柱和负极柱的下端。
在较佳实施例中,所述盖板、所述正极柱和所述负极柱以及所述正极铆接块和负极铆接块均由铝或铝合金制成。
在较佳实施例中,所述正极柱安装孔和负极柱安装孔为沉孔,所述正极上塑胶垫和负极上塑胶垫部分嵌入在所述正极柱安装孔和负极柱安装孔中。
在较佳实施例中,所述正极柱安装孔和负极柱安装孔具有较大方槽上部分和较小圆孔下部分,所述正极上塑胶垫和负极上塑胶垫的形状大小与所述方槽上部分的形状大小一致。
在较佳实施例中,所述正极铆接块和负极铆接块部分嵌入在所述正极上塑胶垫和负极上塑胶垫中。
在较佳实施例中,所述正极下塑胶板和负极下塑胶板的上表面上形成有多个定位柱,所述盖板的下表面上设有与所述定位柱一一对应的多个盲孔,所述定位柱接合在所述盲孔中。
在较佳实施例中,所述正极下塑胶板和所述负极下塑胶板之间通过其中一个所述定位柱与一通孔配合连接。
在较佳实施例中,所述预定高度在2~5mm。
在较佳实施例中,所述正极柱和所述负极柱结构相同,均包括方形底部和从所述方形底部中心向上延伸的柱体。
在较佳实施例中,所述柱体包括较大直径的下部和较小直径的上部。
在较佳实施例中,所述密封圈套设在所述柱体的下部上。
在较佳实施例中,所述正极转接片和所述负极转接片分别激光焊接于所述正极柱和所述负极柱的所述方形底部。
在较佳实施例中,所述正极转接片和所述负极转接片结构相同,呈L形,安装成镜像对称。
在较佳实施例中,所述正极转接片和所述负极转接片的内侧面上贴有绝缘片。
在较佳实施例中,所述密封圈为氟橡胶密封圈或陶瓷密封圈。
在较佳实施例中,所述防爆片安装孔为跑道形孔,并且其上端贴有PET保护膜。
根据本发明的另一方面,还提供了一种方壳电芯,包括壳体、电芯模组和顶盖,所述壳体具有上端开口,所述电芯模组从所述上端开口装入所述壳体中,所述顶盖封闭所述上端开口,其中,所述顶盖为如上所述的铆接顶盖。
根据本发明的又一方面,还一种铆接顶盖装配方法,其中,所述铆接顶盖为如上所述的铆接顶盖,其装配方法包括以下步骤:
S1.在将所述防爆片安装在所述盖板的所述防爆片安装孔中后,将所述盖板与所述正极下塑胶板和负极下塑胶板附接在一起;
S2.将所述正极上塑胶垫和负极上塑胶垫分别安装在所述盖板的正极柱安装孔和负极柱安装孔上;
S3.将所述正极柱和所述负极柱套上密封圈后依次穿过所述第二通孔、所述正极柱安装孔和负极柱安装孔以及所述第一通孔并预铆接;
S4.将所述正极铆接块和所述负极铆接块分别铆接于所述正极柱和所述负极柱的上端;
S5.将所述正极转接片和所述负极转接片分别激光焊接于所述正极柱和所述负极柱的下端,并在所述正极转接片和所述负极转接片的内侧上贴上绝缘片,完成所述铆接顶盖的装配。
本发明采用上述技术方案,具有的有益效果是,
1.铆接顶盖结构简单,成本低,制造效率高;
2.铆接极柱金属面积大,易焊接,接触电阻小;
3.极柱高度低,提高电池本体空间,增大电芯能量密度。
附图说明
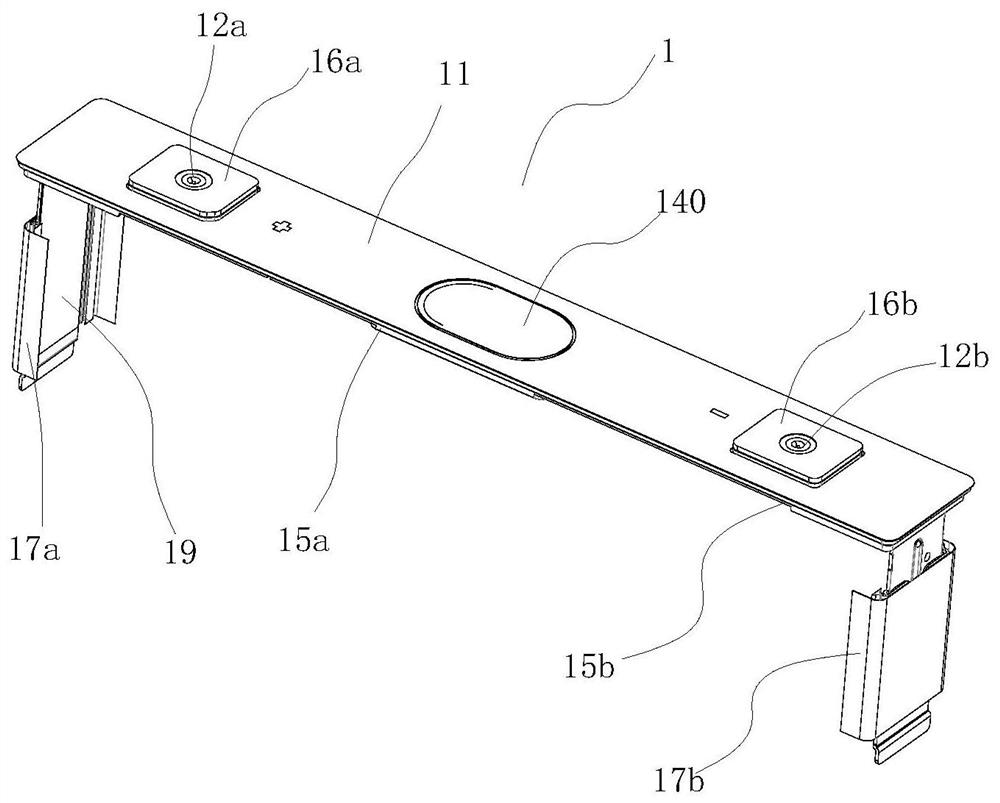
图1是本发明的铆接顶盖的立体图。
图2是图1所示的铆接顶盖的分解图;
图3是图2所示的铆接顶盖的正极柱的立体图;
图4是图2所示的铆接顶盖的盖板的仰视立体图;
图5是图2所示的铆接顶盖的正极下塑胶板的仰视立体图;
图6是图2所示的铆接顶盖的正极上塑胶垫的立体图;
图7是图2所示的铆接顶盖的正极铆接块的仰视立体图;
图8是本发明的方壳电芯的立体图;
图9是图8所示的方壳电芯的分解图。
具体实施方式
以下将结合附图对本发明的优选实施例进行详细说明,以便更清楚理解本发明的目的、特点和优点。应理解的是,附图所示的实施例并不是对本发明范围的限制,而只是为了说明本发明技术方案的实质精神。
在下文的描述中,出于说明各种公开的实施例的目的阐述了某些具体细节以提供对各种公开实施例的透彻理解。但是,相关领域技术人员将认识到可在无这些具体细节中的一个或多个细节的情况来实践实施例。在其它情形下,与本申请相关联的熟知的装置、结构和技术可能并未详细地示出或描述从而避免不必要地混淆实施例的描述。
除非语境有其它需要,在整个说明书和权利要求中,词语“包括”和其变型,诸如“包含”和“具有”应被理解为开放的、包含的含义,即应解释为“包括,但不限于”。
在整个说明书中对“一个实施例”或“一实施例”的提及表示结合实施例所描述的特定特点、结构或特征包括于至少一个实施例中。因此,在整个说明书的各个位置“在一个实施例中”或“在一实施例”中的出现无需全都指相同实施例。另外,特定特点、结构或特征可在一个或多个实施例中以任何方式组合。
如该说明书和所附权利要求中所用的单数形式“一”和“所述”包括复数指代物,除非文中清楚地另外规定。应当指出的是术语“或”通常以其包括“和/或”的含义使用,除非文中清楚地另外规定。
在以下描述中,为了清楚展示本发明的结构及工作方式,将借助诸多方向性词语进行描述,但是应当将“前”、“后”、“左”、“右”、“外”、“内”、“向外”、“向内”、“上”、“下”等词语理解为方便用语,而不应当理解为限定性词语。
如图1-7所示,塑胶顶盖1可包括盖板11、正极柱12a、负极柱12b、正极上塑胶垫13a、负极上塑胶垫13b、防爆片14、下正极塑胶板15a、下负极塑胶板15b、正极铆接块16a、负极铆接块16b、正极转接片17a、负极转接片17b和密封圈18等。盖板11为光铝片,其可以通过冲压形成。盖板11的尺寸可根据方壳电芯的规格设计。盖板11上设有正极柱安装孔111、负极柱安装孔112和位于正极柱安装孔111和负极柱安装孔112之间的防爆片安装孔113。正极柱安装孔111、负极柱安装孔112和防爆片安装孔113可以机加工形成。正极柱安装孔111和负极柱安装孔112的结构相同。下面以正极柱安装孔为例进行说明。具体地,正极柱安装孔111为沉孔,以使正极上塑胶垫13a部分嵌入到其中,方便安装。正极柱安装孔111包括方形槽上部分1111和圆孔下部分1112。正极上塑胶垫13a与方形槽上部分1111形状大小一致,以紧密接合在方形槽上部分1111。优选地,方形槽上部分1111的角部为圆角。此外,盖板11上还有注液孔115,注液孔115用于注入电解液。
防爆片14安装在防爆片安装孔113上。在所示实施例中,防爆片安装孔113的上部高出盖板11的上表面,并且其上部的直径小于下部的直径,即,从盖板11的下表面看,防爆片安装孔113是沉孔。也就是说,防爆片16嵌入在盖板11的下表面中。为了保护防爆片14,在防爆片安装孔113的上端贴有保护膜140。优选地,保护膜140为PET贴片。防爆片14在方壳电芯100(参见图8)内的压力大于阈值(例如,0.6MPa)时会破裂,以避免方壳电芯100爆炸。防爆片14可以由铝合金制成,通过激光焊接固定在盖板11上。防爆片安装孔113根据防爆片14的形状设计。在所示实施例中,防爆片安装孔113为跑道形孔。
正极上塑胶垫13a和负极上塑胶垫13b安装在盖板11的上表面上,具体地部分嵌入到盖板11的正极柱安装孔111和负极柱安装孔112中。正极上塑胶垫13a和负极上塑胶垫13b的中心具有与正极柱安装孔111和负极柱安装孔112的(具体地,其中心圆孔)对齐的通孔131,以供正负极柱12a和12b穿过。正极上塑胶垫13a和负极上塑胶垫13b的结构相同。下面以正极上塑胶垫13a为例进行说明。正极上塑胶垫13a呈圆角方形,包括较大底部131a和形成在较大底部131a上的较小凹槽132a。通常较大底部131a的边长比较小凹槽132a的边长大1~2毫米。优选地,较大底部131a的厚度与方形槽上部分1111的深度一致。较小凹槽132a用于接纳正极铆接块16a,即正极铆接块16a嵌入较小凹槽132a中。正极上塑胶垫13a和负极上塑胶垫13b可以通过注塑预制。
正下极塑胶板15a和负下极塑胶板15b附接在盖板11的下表面上,用于嵌入安装在方壳电芯100的壳体2中(如图8所示)。具体地,正下极塑胶板15a和负下极塑胶板15b的上表面上形成有多个定位柱152,相应地,盖板11的下表面上设有与定位柱152一一对应的多个盲孔114,通过定位柱152接合在盲孔114中而使正下极塑胶板15a和负下极塑胶板15b附接在盖板11的下表面上。定位柱152的直径可以稍大于盲孔114,以实现过盈配合固定。正下极塑胶板15a和负下极塑胶板15b具有与正极柱安装孔111和负极柱安装孔112对齐的通孔151以及与防爆片安装孔113对准的泄压通道153。泄压通道153为一矩形网状结构。正下极塑胶板15a和负下极塑胶板15b可以通过注塑预制。优选地,正下极塑胶板15a和负下极塑胶板15b连接在一起。具体地,正下极塑胶板15a上具有带通孔154的较小连接部155,负下极塑胶板15b上具有带定位柱152的凹槽状连接端部156。安装时,较小连接部155接合在凹槽状连接端部156上并且定位柱152插入通孔154和盲孔114。
正极柱12a和负极柱12b上套设有密封圈18,依次穿过正下极塑胶板15a和负下极塑胶板15b的通孔151、盖板11的正极柱安装孔111和负极柱安装孔112以及正极上塑胶垫13a和负极上塑胶垫13b的通孔131并通过铆接与正极上塑胶垫13a和负极上塑胶垫13b、正极下塑胶板15a和负极下塑胶板15b装配在一起,并且正极柱12a和负极柱12b高出盖板11的上表面预定高度。预定高度一般很小,即正极柱12a和负极柱12b相比于现有极柱高度低得多,这可以提高电池本体空间,增大电芯能量密度。优选地,预定高度为2~5mm。更优选地,预定高度为3mm左右。由于正极柱12a和负极柱12b上套设有密封圈18,因此,可以确保在正极柱12a和负极柱12b处不会漏气,提高方壳电芯100(参见图8)的整体气密性。
正极柱12a和负极柱12b的结构相同,下面以正极柱13a为例进行说明。正极柱12a包括方形底部121和从方形底部121的中心向上延伸的柱体122。方形底部121接合在设置于正下极塑胶板15a的下表面上的方形槽157。方形底部121用于焊接正极转接片17a和负极转接片17b。由于方形底部121面积大,因此容易焊接,并且接触电阻小。柱体122穿设于通孔151、正极柱安装孔111和通孔131中。柱体122包括较大直径的下部1221和较小直径的上部1222。密封圈18套设在柱体122的下部1221上,以与正下极塑胶板15a配合实现密封。优选地,密封圈18可以是氟橡胶密封圈或陶瓷密封圈,具有密封效果好,耐久性佳的优点。上部1222穿过通孔151、正极柱安装孔111和通孔131与正极铆接块16a铆接。正极柱12和负极柱13通常由金属良导体(例如铝、铜、铜铝或其合金等)制成。
正极铆接块16a和负极铆接块16b分别与正极柱12a和负极柱12b的上端(具体地,柱体122的上部1222)铆接。正极铆接块16a和负极铆接块16b的结构相同。下面以正极铆接块16a为例进行说明。如图7所示,正极铆接块16a呈方形,包括较小底部161a和较大顶部162a,较小底部161a嵌入在正极上塑胶垫13a的较小凹槽132a中,较大顶部162a与正极上塑胶垫13a的较大底部131a形状大小相同。
正极转接片17a和负极转接片17b分别固定连接于正极柱12a和负极柱12b的下端。正极转接片17a和负极转接片17b的结构相同,呈L形,安装成镜像对称。正极转接片17a和负极转接片17b的内侧面上贴有相应绝缘片19,以与电芯模组3绝缘隔开。
此外,在本发明的实施例中,还提供了一种如上所述的铆接顶盖1的装配方法,该装配方法包括以下步骤:
S1.在将防爆片14安装在盖板11的防爆片安装孔113(例如,通过激光焊接)中后,将盖板11与正极下塑胶板15a和负极下塑胶板15b附接在一起;
S2.将正极上塑胶垫13a和负极上塑胶垫13b分别安装在盖板11的正极柱安装孔111和负极柱安装孔112上;
S3.将正极柱12a和负极柱12b套上密封圈18后依次穿过正极下塑胶板15a和负极下塑胶板15b的通孔151、正极柱安装孔111和负极柱安装孔112以及正极上塑胶垫13a和负极上塑胶垫13b的通孔131并进行预铆接;
S4.将正极铆接块16a和负极铆接块16b分别铆接于正极柱12a和负极柱12b的上端;
S5.将正极转接片17a和负极转接片17b分别激光焊接于正极柱12a和负极柱12b的下端,并在正极转接片17a和负极转接片17b的内侧上贴上相应绝缘片19,完成所述铆接顶盖的装配。整个装配过程可以通过自动装配生产线完成,装配效率高。
请参阅图8和9,其中,图8是本发明的一种方壳电芯100的立体图,图9是该方壳电芯100的分解图。方壳电芯100可包括壳体2、电芯模组3和铆接顶盖1,其中,壳体2具有上端开口21,电芯模组3从上端开口21装入壳体2中,铆接顶盖1封闭上端开口21。壳体2通常由铝板拉深加工而成。电芯模组3的结构是公知的,这里不再描述。铆接顶盖1的结构已在上文进行了描述,这里不再赘述。
以上已详细描述了本发明的优选实施例,但应理解到,在阅读了本发明的上述讲授内容之后,本领域技术人员可以对本发明作各种改动或修改。这些等价形式同样落于本申请所附权利要求书所限定的范围。
- 一种铆接顶盖及其装配方法和方壳电芯
- 一种顶盖及其装配方法和方壳电芯