一种高低熔点金属熔接的装置、方法及应用
文献发布时间:2023-06-19 13:46:35
技术领域
本发明涉及金属熔接技术领域,具体涉及一种高低熔点金属熔接的装置、方法及应用。
背景技术
接地体又称接地极,是直接与大地接触的金属导体。
接地网将多个接地体用接地干线连接成网络,具有接地可靠,接地电阻小的特点,适合大量电气设备接地的需要,多用于配电所,大型车间等场所。
接地网形成接地环路。接地环路工作区域内由接地体构成环路。环路式接地极的电位分布均匀。
接地极由于必须采用金属制成,而现有的金属材料中,铝及其合金材料具有轻便、导电性好、耐腐蚀性强和易加工等诸多优点。
在接地网建设中,意图采用铝及其合金材料作为接地极的一部分,以充分利用材料的性能。过程中,会涉及到铝及其合金材料与传统接地材料的连接。现有技术中有套管压接和金属夹具连接,这些连接方式存在接头松动、接头表面极容易氧化使得电阻增大,不能承接故障电流或雷电流通过的缺陷。
因此,最佳的连接方式应该是熔接。
但,由于铝及其合金材料与传统的接地金属——铜和钢相比,熔点差距大,而现有的金属熔接模具只能满足铜与铜、钢与钢、铜与钢金属材料的金属熔接,无法适应铝及其合金材料。
如果采用普通的放热熔接模具熔接,在熔化高熔点金属材料就会改变低熔点金属材料(铝及其合金)的金属结构和性质,使其变得硬而脆,稍微受力就会断裂,无法满足熔接连接后使用的目的;如若降低金属熔接中的融化温度,高熔点金属材料无法熔化,无法实现熔接。除此以外,其余高低熔点金属在熔接时也存在相同或相似的问题。
因此,急需一种能将高低熔点金属(例如铝及其合金材料与铜或/和钢)进行熔接,并保证熔接后使用性能的新型熔接技术。
发明内容
基于上述低熔点金属材料不易与高熔点金属材料实现使用性能良好的熔接的技术问题,本发明的目的之一在于提供一种高低熔点金属熔接的装置,以实现高熔点金属和低熔点金属熔接,且熔接后使用性能良好的目的。
一种高低熔点金属熔接的装置,包括:熔接模具,所述熔接模具上形成有焊料反应腔和焊接腔,所述焊接腔位于所述焊料反应腔下方,且所述焊料反应腔与焊接腔通过引流槽接通;所述焊接模具上还形成有用于高熔点材料通过的第一通道,和用于低熔点材料通过的第二通道,且所述第一通道和第二通道接通于所述焊接腔,所述第一通道位于所述第二通道的下方;所述焊接模具上形成有挡块进入孔,该挡块进入孔接通于所述焊接腔;引流挡块,所述引流挡块的形状和尺寸适配于所述挡块进入孔,且所述引流挡块通过所述挡块进入孔进入到所述焊接腔时,所述引流挡块位于所述第二通道的上方,以及所述引流挡块的边沿与所述焊接腔的侧壁形成间距。
在一些实施方式中,所述第一通道和第二通道均呈条状,且相互垂直地设置。
在一些实施方式中,所述第一通道位于所述第二通道的正下方。
在一些实施方式中,所述焊接模具包括对合成整体的左模具单体和右模具单体。
在一些实施方式中,所述反应腔、焊接腔、引流槽、第一通道、第二通道和挡块进入孔均分为两部分,且分别形成于所述左模具单体和右模具单体。
在一些实施方式中,还包括紧固装置,以在所述左模具单体和右模具单体对合为整体时进行固定。
本发明的目的之二是提供一种高熔点金属和低熔点金属熔接的方法,以实现高熔点金属和低熔点金属熔接,且熔接后使用性能良好的目的。
一种高熔点金属和低熔点金属熔接的方法,采用上述金属熔接的装置,并包括如下步骤:
S1、对所述熔接模具进行预热和除湿;
S2、清洁需要熔接的高熔点金属和低熔点金属;
S3、将所述高熔点金属和低熔点金属分别放入所述第一通道和第二通道,且使得所述高熔点金属位于所述低熔点金属的下方,并保持间距;
S4、将所述引流挡块插入到所述挡块进入孔,使得所述引流挡块位于所述低熔点金属的上方,形成遮挡,且所述引流挡块的边沿与所述焊接腔的侧壁形成间距;
S5、在所述焊料反应腔内加入焊料并引燃,产生高温,焊料受高温熔化后通过所述引流槽落入到所述引流挡块处,受到所述引流挡块对所述低熔点金属的遮挡,焊料通过所述引流挡块边沿与所述焊接腔侧壁之间的间距,直接流入到所述焊接腔内;
S6、带有高温的焊料先熔接于所述高熔点金属,产生散热和降温,逐渐堆积后以低温的余热再熔接于所述低熔点金属;
S7、等焊料冷却和凝固后,去除所述熔接模具。
在一些实施方式中,所述步骤S4中所述焊料包括铝热剂、引燃剂和用于焊接的金属垫料,且通过点燃所述引燃剂引燃所述铝热剂,进而熔化所述金属垫料,形成熔化的焊料。
本发明的目的之三是提供一种采用所述金属熔接的方法的应用,具体为用于铝及其合金材料与钢或/和铜的焊接。
本发明的目的之四是提供一种采用所述金属熔接的方法的应用,具体为用于铝材及其合金材料与钢材或/和铜材的焊接,且所述铝材及其合金材料、钢材和铜材为接地网中的接地体。
本发明与现有技术相比,具有如下的优点和有益效果:
本发明巧妙地利用熔化状态的高温焊料先熔接于高熔点金属,利用该熔接过程的散热和降温,使得焊料的温度降低后再熔接于低熔点金属,以避免高熔点金属材料熔化后对应的温度过高直接熔接低熔点金属给其带来的性质改变,在满足熔接连接的同时,依然保持各金属材料自身的性质,使用效果良好。
附图说明
为了更清楚地说明本发明示例性实施方式的技术方案,下面将对实施例中所需要使用的附图作简单地介绍,应当理解,以下附图仅示出了本发明的某些实施例,因此不应被看作是对范围的限定,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他相关的附图。在附图中:
图1为本发明一实施例中焊接模具的结构示意图;
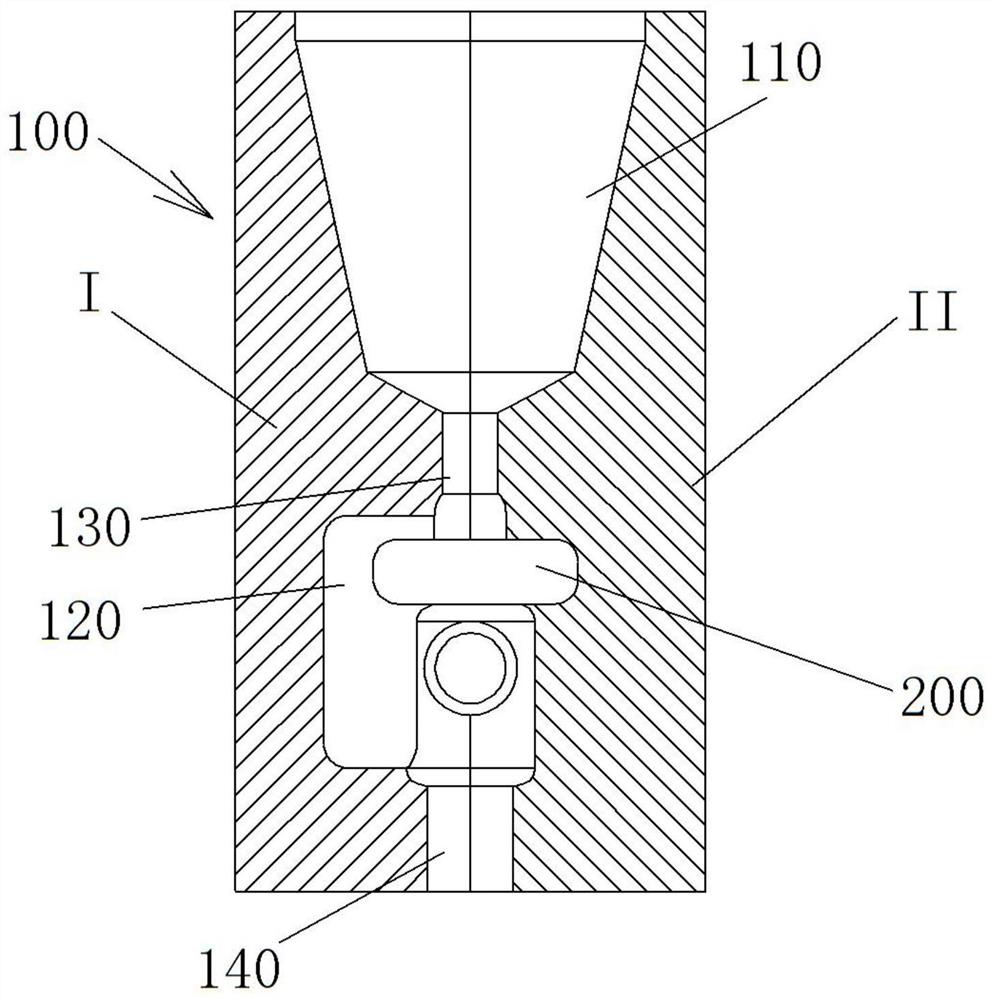
图2为本发明一实施例中一剖视视角下的结构示意图;
图3为本发明一实施例中另一剖视视角下的结构示意图。
附图中标记及对应的零部件名称:
焊接模具-100,焊料反应腔-110,焊接腔-120,引流槽-130,第一通道-140,第二通道 -150;
引流挡块-200。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚明白,下面结合实施例和附图,对本发明作进一步的详细说明,本发明的示意性实施方式及其说明仅用于解释本发明,并不作为对本发明的限定。
一种高低熔点金属熔接的装置,包括熔接模具100和引流挡块200。
熔接模具100用于为熔接提供结构支持。熔接模具100上设置有焊料反应腔110,以用于形成熔化的,高温状态的焊料。
熔接模具100内形成有焊接腔120,以用于为具体的焊接提供空间。
焊接腔120位于焊料反应腔110的下方,且通过引流槽130接通,以使得熔化状态下,呈流体状的高温焊料受重力自然地通过引流槽130流入到焊接腔120内,进而实现焊接。
熔接模具100上形成有第一通道140,以容纳和设置高熔点材料。
熔接模具100上形成有第二通道150,以容纳和设置低熔点材料。
上述高熔点材料和低熔点材料均为需要熔接在一起的材料。
第一通道140和第二通道150接通于焊接腔120,以帮助高熔点材料和低熔点材料在焊接腔120中焊接为一体。
第一通道140位于第二通道150的下方,以使得流体状的高温焊料流下时,先接触于高熔点材料,后接触低熔点材料。
熔接模具100上形成有挡块进入孔,并接通到焊接腔120。
引流挡块200通过挡块进入孔伸入到焊接腔120内,以在高温焊料流下时,对高温焊料进行遮挡,避免先接触到低熔点材料。
因此,引流挡块200在通过挡块进入孔伸入到焊接腔120内时,引流挡块200位于第二通道150的上方。
同时,为了保证流动的高温焊料能够接触到待焊接的材料,引流挡块200伸入到焊接腔 120内时,引流挡块200的边沿与焊接腔120的侧壁形成间距。
在一些实施方式中,引流挡块200主体呈板状,且一端形成圆柱体,该圆柱体可转动地插接于熔接模具100,另一端悬置,进而通过转动来调节与焊接腔120侧壁的间距大小,进而控制焊料流动的流速。
在一些实施方式中,第一通道140和第二通道150均呈条状,且相互垂直地设置。
如图1所示,条状便于设置待焊接的材料。
在一些实施方式中,第一通道140位于第二通道150的正下方。
将第一通道140设置于第二通道150的正下方,便于焊料将待焊接的材料连接起来。
在一些实施方式中,焊接模具100包括对合成整体的左模具单体I和右模具单体II。
通过将焊接模具100一分为二,便于焊接操作中的装配、清洁、冷却和清理焊渣。
在一些实施方式中,反应腔110、焊接腔120、引流槽130、第一通道140、第二通道150 和挡块进入孔均分为两部分,且分别形成于所述左模具单体I和右模具单体II。
如此设置,便于装配和清洁。
在一些实施方式中,还包括紧固装置,以在左模具单体I和右模具单体II对合为整体时进行固定。
通过设置紧固装置以在左模具单体I和右模具单体II合为整体时,并对位后,对其进行紧固,以保证焊接的效果。
在具体实施时紧固装置一般为夹具。
一种高熔点金属和低熔点金属熔接的方法,采用上述装置,并包括如下步骤S1-S7。
S1、对熔接模具100进行预热和除湿。
通过预热以避免在点燃焊料时温差太大,而造成的损坏。除湿,是为了避免水气对焊料造成影响。
S2、清洁需要熔接的高熔点金属和低熔点金属。
由于在熔接时处于高温状态,而金属表面的污染物等杂质,会对熔接的效果产生不利影响,有些甚至会由于高温产生燃爆,带来危险。
S3、将高熔点金属和低熔点金属分别放入第一通道140和第二通道150,且使得高熔点金属位于低熔点金属的下方,并保持间距。
将待焊接的金属放入对应的,用于容置的通道。高熔点金属位于低熔点金属的下方,为了后续焊接提供结构和位置上的条件。保持间距,以为焊料的降温过程提供支持。
S4、将引流挡块200插入到挡块进入孔,使得引流挡块200位于低熔点金属的上方,形成遮挡,且引流挡块200的边沿与焊接腔120的侧壁形成间距。
引流挡块200的目的在于为低熔点金属提供遮挡,避免高温的焊料首先接触低熔点金属。同时,保证流动的焊料进入到焊接腔120内,因此形成所述间距。
S5、在焊料反应腔110内加入焊料并引燃,产生高温,焊料受高温熔化后通过引流槽130 落入到引流挡块200处,受到引流挡块200对低熔点金属的遮挡,焊料通过引流挡块200边沿与焊接腔120侧壁之间的间距,直接流入到焊接腔120内。
通过引燃焊料,并产生高温,形成熔融体,进而按照结构形成的路径流入到焊接腔120 内。
S6、带有高温的焊料先熔接于高熔点金属,产生散热和降温,逐渐堆积后以低温的余热再熔接于低熔点金属。
高温的焊料首先熔化高熔点金属,并结合为一体,由于在熔化高熔点金属时会散热,进而也就会降温,降温后的焊料处于低温状态,向上堆积,以余热的低温接触到低熔点金属,并熔化,再实现连接。也就避免了高温焊料,以及熔化状态下高熔点材料对低熔点材料的烧蚀,以保证低熔点材料的性质稳定。
S7、等焊料冷却和凝固后,去除熔接模具100。
在一些实施方式中,步骤S4中焊料包括铝热剂、引燃剂和用于焊接的金属垫料,且通过点燃引燃剂引燃铝热剂,进而熔化金属垫料,形成熔化的焊料。
此熔接过程,避免了使用电源和额外的热源,利用金属燃烧放热,可以独立操作,不择场地,操作简单。
一种采用上述金属熔接的方法的应用,用于铝及其合金材料与钢或/和铜的焊接。此种应用中,避免了熔化的钢和铜烧蚀铝及其合金材料,保证了铝材的性质稳定。
一种采用上述金属熔接的方法的应用,用于铝材及其合金材料与钢材或/和铜材的焊接,且所述铝材及其合金材料、钢材和铜材为接地网中的接地体。
在基于铝材及其合金材料作为接地体中,与传统的钢材和铜材制作的接地体进行焊接,有益效果如下:
1.解决铝材和传统钢材和铜材作为接地材料,金属间熔点差异大、在不损坏铝材,不改变铝材性质的情况下,实现金属熔接为一体;
2.通过熔接形成的接地体具有永久性,不会因松动造成高电阻;增强了接地体的导电性和抗拉性,比传统套管压接或金属夹具连接性能更好;
3.形成的接地体载流能力大于或等于接地线的载流能力;
4.本焊接装置在熔接过程中,兼顾高熔点金属需要的高温和低熔点铝复合材料不耐高温的技术要求;
5.通过引流挡块引流,增加流动和除渣时间,避免接地体的两种金属作为接头夹渣,表面和内部结构均不会出现气孔和夹渣;
7.引流挡块改变高温熔融焊料的流向,在达到效果的同时,操作简单,易于培训;
8.引流挡块为独立的装配式装置,可重复使用,经济性好;
10.用于焊接的装置轻便且易携带,方便野外施工,尤其山地施工;
11.用于焊接的装置在金属熔接时不需电源和热源,室内、野外均可独立操作;
12.通过本发明中的装置和方法,熔接为一体的金属材料通过看表面就可以判断焊接质量。
以上所述的具体实施方式,对本发明的目的、技术方案和有益效果进行了进一步详细说明,所应理解的是,以上所述仅为本发明的具体实施方式而已,并不用于限定本发明的保护范围,凡在本发明的精神和原则之内,所做的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种高低熔点金属熔接的装置、方法及应用
- 熔点为60℃的低熔点金属粘接膏及其制备方法和应用