AB胶气泡检测设备
文献发布时间:2023-06-19 13:49:36
技术领域
本发明涉及自动化设备技术领域,尤其涉及一种AB胶气泡检测设备。
背景技术
在各种智能设备,如智能手机、相机、平板电脑及智能手环等的生产制造过程中,经常需要将构成其结构的其中两个组件通过AB胶平整的粘连固定在一起,如需要将构成智能手机的显示屏或背部玻璃装饰板通过AB胶平整的粘连固定至其框架壳体上。
所使用的AB胶包括A胶及B胶,使用前,A胶和B胶是分开的,使用时需要将其对应挤入一Y型流道的两个分支管,以使同步流入相应Y型流道的另一分支管进行均匀混合,而后,才能实现将混合均匀的AB胶导流至需要粘连的两个组件上待粘连部位。
然而,在上述操作过程中,所使用的A胶及B胶在对应挤入一Y型流道的两个分支管中时,其均会产生一定量的气泡,当其所产生的气泡较大并在混合后被导流至需要粘连的两个组件上待粘连部位时,需要粘连的两个组件上AB胶气泡较大的部位AB胶含量少,需要粘连的两个组件上AB胶气泡较小的部位AB胶含量多,这就使得需要粘连的两个组件上待粘连部位在相互粘连时会粘连不平整,以致影响产品的质量及性能。
为此,本专利发明人根据工作经验,设计出本申请,以解决相关技术问题。
发明内容
本发明旨在至少在一定程度上解决相关技术中的技术问题之一。为此,本发明的一个目的在于提出一种AB胶气泡检测设备。
为实现上述目的,根据本发明实施例的AB胶气泡检测设备,包括安装架、透视型进胶容器及用以摄像来检测A胶料气泡大小和B胶料气泡大小的CCD摄像检测装置;
所述透视型进胶容器及所述CCD摄像检测装置均设于所述安装架;所述透视型进胶容器内设有A胶料进胶流道及B胶料进胶流道;所述CCD摄像检测装置正对所述A胶料进胶流道及所述B胶料进胶流道。
另外,根据本发明上述实施例的AB胶气泡检测设备,还可以具有如下附加的技术特征:
根据本发明的一个实施例,所述A胶料进胶流道与所述B胶料进胶流道相并列设置,所述透视型进胶容器上部设有连通至其内所述A胶料进胶流道的A胶料进胶管路及连通至其内所述B胶料进胶流道的B胶料进胶管路。
根据本发明的一个实施例,所述A胶料进胶管路上设有A胶料进胶开关阀,所述B胶料进胶管路上设有B胶料进胶开关阀。
根据本发明的一个实施例,所述透视型进胶容器底部设有连通至其内所述A胶料进胶流道的A胶料排胶管路及连通至其内所述B胶料进胶流道的B胶料排胶管路。
根据本发明的一个实施例,所述A胶料排胶管路为三通结构,包括三通换向阀A、对应连接至所述三通换向阀A的三个接口的A胶料导流管、用以排放合格A胶料的第一A胶料排胶管及用以排放不合格A胶料的第二A胶料排胶管;所述A胶料导流管端部连接至所述A胶料进胶流道。
根据本发明的一个实施例,所述B胶料排胶管路为三通结构,包括三通换向阀B、对应连接至所述三通换向阀B的三个接口的B胶料导流管、用以排放合格B胶料的第一B胶料排胶管及用以排放不合格B胶料的第二B胶料排胶管;所述B胶料导流管端部连接至所述B胶料进胶流道。
根据本发明的一个实施例,合格A胶料气泡直径大小及合格B胶料气泡直径大小均为D1;不合格A胶料气泡直径大小及不合格B胶料气泡直径大小均为D2;所述D1≤0.5mm;所述D2>0.5mm。
根据本发明的一个实施例,所述透视型进胶容器包括后面板及前盖板;
所述后面板及所述前盖板均为透光材质制作,所述后面板前端面向后相并列的开设有扁平状A胶料观察槽及扁平状B胶料观察槽;所述前盖板相贴合的固设于所述后面板前端面,以密封所述扁平状A胶料观察槽及所述扁平状B胶料观察槽;所述扁平状A胶料观察槽前周缘环设有一抵至所述前盖板后端面的密封圈A,所述扁平状B胶料观察槽前周缘环设有一抵至所述前盖板后端面的密封圈B;
所述后面板上端面相并列的向下并向前弯折开设有连通至所述扁平状A胶料观察槽内上部的A胶料进胶口及向下并向前弯折开设有连通至所述扁平状B胶料观察槽内上部的B胶料进胶口;所述后面板下底面相并列的向上并向前弯折开设有连通至所述扁平状A胶料观察槽内下部的A胶料排胶口及向上并向前弯折开设有连通至所述扁平状B胶料观察槽内下部的B胶料排胶口。
根据本发明的一个实施例,所述CCD摄像检测装置包括CCD摄像头及光源板;
所述安装架包括竖向设置的基板、安装于所述基板前端面的机架及进胶容器固定座;所述进胶容器固定座前端面安装有所述透视型进胶容器,其内固设有所述光源板,其中部开设有以使所述光源板所发出光线照射至所述透视型进胶容器的透光口;所述CCD摄像头安装于所述机架,并向后朝向所述透视型进胶容器。
根据本发明的一个实施例,所述CCD摄像检测装置还包括遮光罩;所述遮光罩连接在所述CCD摄像头后部,其后端罩口抵至所述透视型进胶容器前端面周缘。
本发明的附加方面和优点将在下面的描述中部分给出,部分将从下面的描述中变得明显,或通过本发明的实践了解到。
附图说明
为更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图示出的结构获得其他的附图。
图1是本发明AB胶气泡检测设备的整体结构示意图;
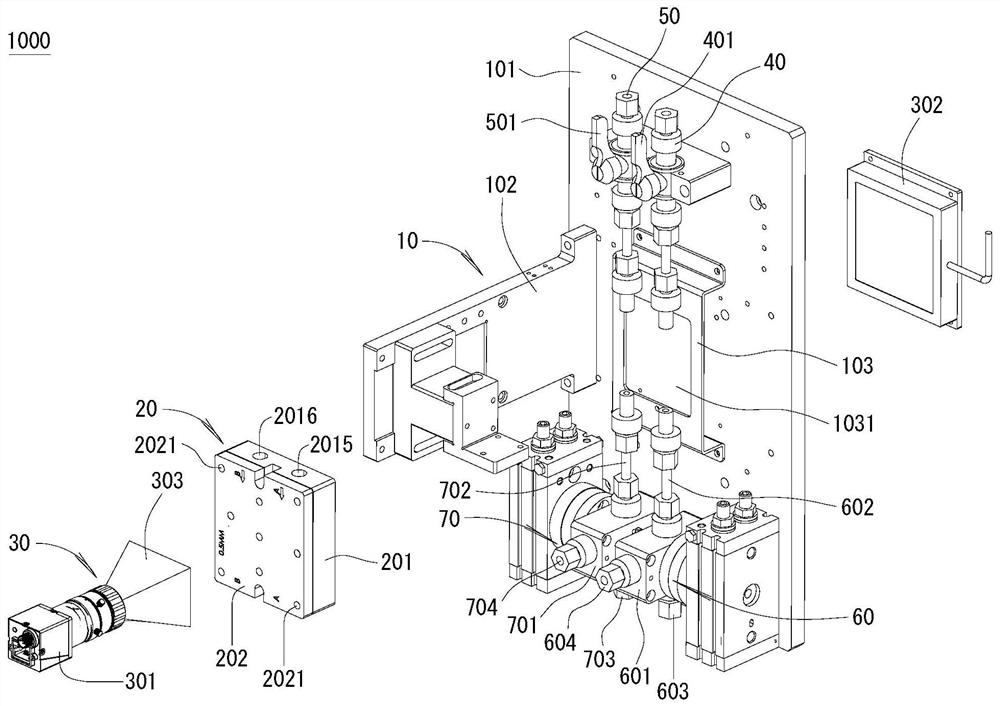
图2是本发明AB胶气泡检测设备的分解图;
图3是图2中所述透视型进胶容器的整体结构示意图;
图4是图3中所述透视型进胶容器的分解图;
图5是图3中所述A胶料进胶流道的右视剖视图;
图6是图3中所述B胶料进胶流道的左视剖视图;
附图标记:
AB胶气泡检测设备1000;
安装架10;
基板101;机架102;进胶容器固定座103;透光口1031;
透视型进胶容器20;
A胶料进胶流道20a;B胶料进胶流道20b;后面板201;扁平状A胶料观察槽2011;扁平状B胶料观察槽2012;密封圈A2013;密封圈B2014;A胶料进胶口2015;B胶料进胶口2016;A胶料排胶口2017;B胶料排胶口2018;螺孔2019;前盖板202;固定孔2021;
CCD摄像检测装置30;
CCD摄像头301;光源板302;遮光罩303;
A胶料进胶管路40;
A胶料进胶开关阀401;
B胶料进胶管路50;
B胶料进胶开关阀501;
A胶料排胶管路60;
三通换向阀A601;A胶料导流管602;第一A胶料排胶管603;第二A胶料排胶管604;
B胶料排胶管路70;
三通换向阀B701;B胶料导流管702;第一B胶料排胶管703;第二B胶料排胶管704;
本发明目的的实现、功能特点及优点将结合实施例,参照附图做进一步说明。
具体实施方式
下面详细描述本发明的实施例,所述实施例的示例在说明书附图中示出,其中自始至终相同或类似的标号表示相同或类似的元件或具有相同或类似功能的元件。下面通过参考附图描述的实施例是示例性的,旨在用于解释本发明,而不能理解为对本发明的限制,基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
在本发明的描述中,需要理解的是,术语“中心”、“纵向”、“横向”、“长度”、“宽度”、“厚度”、“上”、“下”、“前”、“后”、“左”、“右”、“竖直”、“水平”、“顶”、“底”“内”、“外”、“顺时针”、“逆时针”“轴向”、“周向”、“径向”等指示的方位或位置关系为基于说明书附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
此外,术语“第一”、“第二”仅用于描述目的,而不能理解为指示或暗示相对重要性或者隐含指明所指示的技术特征的数量。由此,限定有“第一”、“第二”的特征可以明示或者隐含地包括一个或者更多个该特征。在本发明的描述中,“多个”的含义是两个或两个以上,除非另有明确具体的限定。
在本发明中,除非另有明确的规定和限定,术语“安装”、“相连”、“连接”、“固定”等术语应做广义理解,例如,可以是固定连接,也可以是可拆卸连接,或一体地连接;可以是机械连接,也可以是电连接;可以是直接相连,也可以通过中间媒介间接相连,可以是两个元件内部的连通。对于本领域的普通技术人员而言,可以根据具体情况理解上述术语在本发明中的具体含义。
在本发明中,除非另有明确的规定和限定,第一特征在第二特征之“上”或之“下”可以包括第一和第二特征直接接触,也可以包括第一和第二特征不是直接接触而是通过它们之间的另外的特征接触。而且,第一特征在第二特征“之上”、“上方”和“上面”包括第一特征在第二特征正上方和斜上方,或仅仅表示第一特征水平高度高于第二特征。第一特征在第二特征“之下”、“下方”和“下面”包括第一特征在第二特征正下方和斜下方,或仅仅表示第一特征水平高度小于第二特征。
下面参照附图详细描述本发明实施例的AB胶气泡检测设备1000。
参照图1至图6所示,根据本发明实施例提供的AB胶气泡检测设备1000,包括安装架10、透视型进胶容器20及用以摄像来检测A胶料气泡大小和B胶料气泡大小的CCD摄像检测装置30;
其中,所述透视型进胶容器20及所述CCD摄像检测装置30均设于所述安装架10;所述透视型进胶容器20内设有A胶料进胶流道20a及B胶料进胶流道20b;所述CCD摄像检测装置30正对所述A胶料进胶流道20a及所述B胶料进胶流道20b。
基于上述所述,可以明确的是,本申请在具体实施时,则主要用以作为AB胶气泡检测设备1000使用。
具体操作时,以使需要使用的A胶料流入所述A胶料进胶流道20a,并以使需要使用的B胶料流入所述B胶料进胶流道20b,所流入的A胶料及B胶料均会产生一些气泡,由于所述透视型进胶容器20可透视,由此,则使得可便于所述CCD摄像检测装置30能实时的对每次流入所述A胶料进胶流道20a的A胶料进行摄像拍照以形成图像及能实时的对每次流入所述B胶料进胶流道20b的B胶料进行摄像拍照以形成图像,而后,使用者即可根据所成图像中显示的气泡大小来判断每次需要使用的A胶料产生的气泡大小及每次需要使用的B胶料产生的气泡大小。
当使用者判断每次流入所述A胶料进胶流道20a的需要使用的A胶料产生的气泡大小大于预设规定值时,则表明此时流入所述A胶料进胶流道20a的A胶料为不合格,使用者即可停止对其进行继续使用,反之,当使用者判断每次流入所述A胶料进胶流道20a的需要使用的A胶料产生的气泡大小小于或等于预设规定值时,则表明此时流入所述A胶料进胶流道20a的A胶料为合格,使用者即可继续对其进行使用。
同理,当使用者判断每次流入所述B胶料进胶流道20b的需要使用的B胶料产生的气泡大小大于预设规定值时,则表明此时流入所述B胶料进胶流道20b的B胶料为不合格,使用者即可停止对其进行继续使用,反之,使用者判断每次流入所述B胶料进胶流道20b的需要使用的B胶料产生的气泡大小小于或等于预设规定值时,则表明此时流入所述B胶料进胶流道20b的B胶料为合格,使用者即可继续对其进行使用。
进而,在需要使用的A胶与需要使用的B胶进行混合之前,本申请用于检测A胶气泡大小及B胶气泡大小,使得便于分流排出出不合格A胶料及不合格B胶料,使得使用起来实用性强,使用效果好。
另外,对照图2-图4所示,根据本发明的一个实施例,所述A胶料进胶流道20a与所述B胶料进胶流道20b相并列设置,所述透视型进胶容器20上部设有连通至其内所述A胶料进胶流道20a的A胶料进胶管路40及连通至其内所述B胶料进胶流道20b的B胶料进胶管路50。
由此,每次需要使用的A胶料即可经所述A胶料进胶管路40流入至所述A胶料进胶流道20a,每次需要使用的B胶料即可经所述B胶料进胶管路50流入至所述B胶料进胶流道20b。
再者,根据本发明的一个实施例,所述A胶料进胶管路40上设有A胶料进胶开关阀401,所述B胶料进胶管路50上设有B胶料进胶开关阀501。
由此,当使用者判断每次需要使用的流入至所述A胶料进胶流道20a的A胶料产生的气泡大小大于预设规定值时,使用者即可关闭所述A胶料进胶开关阀401,以停止对A胶料进行继续输送检测。
同理,当使用者判断每次需要使用的流入至所述B胶料进胶流道20b的B胶料产生的气泡大小大于预设规定值时,使用者即可关闭所述B胶料进胶开关阀501,以停止对B胶料进行继续输送检测。
进一步的,根据本发明的一个实施例,所述透视型进胶容器20底部设有连通至其内所述A胶料进胶流道20a的A胶料排胶管路60及连通至其内所述B胶料进胶流道20b的B胶料排胶管路70。
由此,经检测后的A胶料即可经所述A胶料排胶管路60输出,经检测后的B胶料即可经所述B胶料排胶管路70输出。
优选的,在本技术方案中,根据本发明的一个实施例,所述A胶料排胶管路60为三通结构,包括三通换向阀A601、对应连接至所述三通换向阀A601的三个接口的A胶料导流管602、用以排放合格A胶料的第一A胶料排胶管603及用以排放不合格A胶料的第二A胶料排胶管604;所述A胶料导流管602端部连接至所述A胶料进胶流道20a。
由上所述,可以知晓,在本技术方案中,经检测后的A胶料为分两路输出,当每次流入至所述A胶料进胶流道20a的所检测的A胶料产生的气泡大小小于或等于预设规定值时,即表明此次流入至所述A胶料进胶流道20a的A胶料合格,此时,通过外接控制器控制所述三通换向阀A601,以驱使所述A胶料导流管602与所述第一A胶料排胶管603相导通,相应合格的A胶料即会通过所述第一A胶料排胶管603排出。
反之,当每次流入至所述A胶料进胶流道20a的所检测的A胶料产生的气泡大小大于预设规定值时,即表明此次流入至所述A胶料进胶流道20a的A胶料不合格,此时,通过外接控制器控制所述三通换向阀A601,以驱使所述A胶料导流管602与所述第二A胶料排胶管604相导通,相应不合格的A胶料即会通过所述第二A胶料排胶管604排出。
即本申请能检测每次流入至所述A胶料进胶流道20a的A胶料是否合格,并可对合格的A胶料及不合格的A胶料能进行分流排出。
另外,根据本发明的一个实施例,所述B胶料排胶管路70为三通结构,包括三通换向阀B701、对应连接至所述三通换向阀B701的三个接口的B胶料导流管702、用以排放合格B胶料的第一B胶料排胶管703及用以排放不合格B胶料的第二B胶料排胶管704;所述B胶料导流管702端部连接至所述B胶料进胶流道20b。
由上所述,可以知晓,在本技术方案中,经检测后的B胶料也为分两路输出,当每次流入至所述B胶料进胶流道20b的所检测的B胶料产生的气泡大小小于或等于预设规定值时,即表明此次流入至所述B胶料进胶流道20b的B胶料合格,此时,通过外接控制器控制所述三通换向阀B701,以驱使所述B胶料导流管702与所述第一B胶料排胶管703相导通,相应合格的B胶料即会通过所述第一B胶料排胶管703排出。
反之,当每次流入至所述B胶料进胶流道20b的所检测的B胶料产生的气泡大小大于预设规定值时,即表明此次流入至所述B胶料进胶流道20b的B胶料不合格,此时,通过外接控制器控制所述三通换向阀B701,以驱使所述B胶料导流管702与所述第二B胶料排胶管704相导通,相应不合格的B胶料即会通过所述第二B胶料排胶管704排出。
即本申请还能检测每次流入至所述B胶料进胶流道20b的B胶料是否合格,并可对合格的B胶料及不合格的B胶料能进行分流排出。
进而,在整体上,在需要使用的A胶料及B胶料进行混合使用之前,本申请能检测每次流入至所述A胶料进胶流道20a的A胶料是否合格,并可对合格的A胶料及不合格的A胶料进行分流排出,且能检测每次流入至所述B胶料进胶流道20b的B胶料是否合格,并可对合格的B胶料及不合格的B胶料进行分流排出,以便于最终可将检测合格的A胶料及检测合格的B胶料进行混合来制作气泡大小在合格范围内的AB胶混合胶料,使得所制作的AB胶混合胶料会几乎没有不良率,以致最终利用其粘固的两个组件彼此之间会粘固平整度高,使得产品合格率能得到大大提高。
进而,本申请确实使用效果极佳。
需要补充的是,在本技术方案中,根据本发明的一个实施例,合格A胶料气泡直径大小及合格B胶料气泡直径大小均为D1;不合格A胶料气泡直径大小及不合格B胶料气泡直径大小均为D2;所述D1≤0.5mm;所述D2>0.5mm。
也就是说,在本实施例中,当每次流入至所述A胶料进胶流道20a的所检测的A胶料产生的气泡直径小于或等于0.5mm时,即表明此次流入至所述A胶料进胶流道20a的A胶料合格,此时,即可通过外接控制器控制所述三通换向阀A601,以驱使所述A胶料导流管602与所述第一A胶料排胶管603相导通,相应合格的A胶料即可通过所述第一A胶料排胶管603排出。
反之,当每次流入至所述A胶料进胶流道20a的所检测的A胶料产生的气泡大小大于0.5mm时,即表明此次流入至所述A胶料进胶流道20a的A胶料不合格,此时,即可通过外接控制器控制所述三通换向阀A601,以驱使所述A胶料导流管602与所述第二A胶料排胶管604相导通,相应不合格的A胶料即可通过所述第二A胶料排胶管604排出。
同理,当每次流入至所述B胶料进胶流道20b的所检测的B胶料产生的气泡直径小于或等于0.5mm时,即表明此次流入至所述B胶料进胶流道20b的B胶料合格,此时,即可通过外接控制器控制所述三通换向阀B701,以驱使所述B胶料导流管702与所述第一B胶料排胶管703相导通,相应合格的B胶料即可通过所述第一B胶料排胶管703排出。
反之,当每次流入至所述B胶料进胶流道20b的所检测的B胶料产生的气泡大小大于0.5mm时,即表明此次流入至所述B胶料进胶流道20b的B胶料不合格,此时,即可通过外接控制器控制所述三通换向阀B701,以驱使所述B胶料导流管702与所述第二B胶料排胶管704相导通,相应不合格的B胶料即可通过所述第二A胶料排胶管604排出。
进一步需要补充的是,对照图3-图6所示,在具体实施时,根据本发明的一个实施例,所述透视型进胶容器20包括后面板201及前盖板202;
其中,所述后面板201及所述前盖板202均为透光材质制作,所述后面板201前端面向后相并列的开设有扁平状A胶料观察槽2011及扁平状B胶料观察槽2012;所述前盖板202相贴合的固设于所述后面板201前端面,以密封所述扁平状A胶料观察槽2011及所述扁平状B胶料观察槽2012;所述扁平状A胶料观察槽2011前周缘环设有一抵至所述前盖板202后端面的密封圈A2013,所述扁平状B胶料观察槽2012前周缘环设有一抵至所述前盖板202后端面的密封圈B2014;
并且,所述后面板201上端面相并列的向下并向前弯折开设有连通至所述扁平状A胶料观察槽2011内上部的A胶料进胶口2015及向下并向前弯折开设有连通至所述扁平状B胶料观察槽2012内上部的B胶料进胶口2016;所述后面板201下底面相并列的向上并向前弯折开设有连通至所述扁平状A胶料观察槽2011内下部的A胶料排胶口2017及向上并向前弯折开设有连通至所述扁平状B胶料观察槽2012内下部的B胶料排胶口2018;所述A胶料进胶口2015、扁平状A胶料观察槽2011及所述A胶料排胶口2017构成所述A胶料进胶流道20a;所述B胶料进胶口2016、扁平状B胶料观察槽2012及所述B胶料排胶口2018构成所述B胶料进胶流道20b;
所述扁平状A胶料观察槽2011宽度及所述扁平状B胶料观察槽2012对应大于所述A胶料进胶口2015内径及所述B胶料进胶口2016内径,所述扁平状A胶料观察槽2011厚度及所述扁平状B胶料观察槽2012厚度均优选为0.5mm。
且所述A胶料进胶口2015与所述A胶料进胶管路40下端相连;所述A胶料排胶口2017与所述A胶料导流管602上端相连,所述B胶料进胶口2016与所述B胶料进胶管路50下端相连;所述B胶料排胶口2018与所述B胶料导流管702上端相连。
由此,本申请对所述A胶料进胶流道20a及所述B胶料进胶流道20b进行优化设计,以使其对应具有所述扁平状A胶料观察槽2011及所述扁平状B胶料观察槽2012,因所述扁平状A胶料观察槽2011及所述扁平状B胶料观察槽2012均为扁平结构。
如此一来,则使得经所述A胶料进胶口2015流入所述扁平状A胶料观察槽2011的A胶料为呈薄薄的水帘状展开,使得便于能更好通过所述CCD摄像检测装置30对其进行拍照来检测所流入的A胶料中气泡大小。
同理,还使得经所述B胶料进胶口2016流入所述扁平状B胶料观察槽2012的B胶料也为呈薄薄的水帘状展开,使得便于能更好通过所述CCD摄像检测装置30对其进行拍照来检测所流入的B胶料中气泡大小。
由此,则使得本申请检测效果更优。
且优选的,在本技术方案中,所述后面板201前端面周缘均匀开设有多个贯穿其后端面的螺孔2019,所述前盖板202前端面周缘均匀开设有多个贯穿其后端面的固定孔2021,多个所述固定孔2021与多个所述螺孔2019一一相对,所述前盖板202通过旋入相对位置所述固定孔2021及螺孔2019的紧固螺栓与所述后面板201相固定形成一体。
更进一步需要补充的是,在具体实施时,根据本发明的一个实施例,所述CCD摄像检测装置30包括CCD摄像头301及光源板302;
其中,所述安装架10包括竖向设置的基板101、安装于所述基板101前端面的机架102及进胶容器固定座103;所述进胶容器固定座103前端面安装有所述透视型进胶容器20,其内固设有所述光源板302,其中部开设有以使所述光源板302所发出光线照射至所述透视型进胶容器20的透光口1031;所述CCD摄像头301安装于所述机架102,并向后朝向所述透视型进胶容器20。
基于上述所述,可以明确,本申请实际工作原理大致为:
首先、点亮所述光源板302,并开启所述CCD摄像头301,以使所述光源板302所发出光线经所述透光口1031照射至所述透视型进胶容器20;
其次、以使需要使用的A胶料从上至下流入所述透视型进胶容器20的A胶料进胶流道20a,并以使需要使用的B胶料从上至下流入所述透视型进胶容器20的B胶料进胶流道20b,此时,流入所述A胶料进胶流道20a的扁平状A胶料观察槽2011中的A胶料及流入所述B胶料进胶流道20b的扁平状B胶料观察槽2012中的B胶料即被所述光源板302所发出光线照亮。
再次、在上述步骤进行的同时,通过所述CCD摄像头301对被照亮的流入所述A胶料进胶流道20a的扁平状A胶料观察槽2011中的A胶料及被照亮的流入所述B胶料进胶流道20b的扁平状B胶料观察槽2012中的B胶料进行拍照以形成图像,所形成的图像中即会有A胶料所产生气泡的轮廓及B胶料所产生气泡的轮廓;
最后、通过电脑系统自动检测A胶料所产生气泡的轮廓外径大小及B胶料所产生气泡的轮廓外径大小;当电脑系统检测到当次流入所述透视型进胶容器20的A胶料进胶流道20a的扁平状A胶料观察槽2011中的A胶料所产生气泡的轮廓外径大小小于或等于0.5mm时,即表明此次流入至所述透视型进胶容器20的A胶料进胶流道20a的扁平状A胶料观察槽2011中的A胶料合格,反之,当电脑系统检测到当次流入所述透视型进胶容器20的A胶料进胶流道20a的扁平状A胶料观察槽2011中的A胶料所产生气泡的轮廓外径大小大于0.5mm时,即表明此次流入至所述透视型进胶容器20的扁平状A胶料观察槽2011中的A胶料进胶流道20a的A胶料不合格;
同理,当电脑系统检测到当次流入所述透视型进胶容器20的B胶料进胶流道20b的扁平状B胶料观察槽2012中的B胶料所产生气泡的轮廓外径大小小于或等于0.5mm时,即表明此次流入至所述透视型进胶容器20的B胶料进胶流道20b的扁平状B胶料观察槽2012中的B胶料合格,反之,当电脑系统检测到当次流入所述透视型进胶容器20的B胶料进胶流道20b的扁平状B胶料观察槽2012中的B胶料所产生气泡的轮廓外径大小大于0.5mm时,即表明此次流入至所述透视型进胶容器20的B胶料进胶流道20b的扁平状B胶料观察槽2012中的B胶料不合格。
由此,经上述操作,即可实现需要使用的A胶料的合格品与不合格品的检测,并可实现需要使用的B胶料的合格品与不合格品的检测。
还需补充的是,在具体实施时,根据本发明的一个实施例,所述CCD摄像检测装置30还包括遮光罩303;所述遮光罩连接在所述CCD摄像头301后部,其后端罩口抵至所述透视型进胶容器20前端面周缘。
由此,通过设置所述遮光罩303,即使得本申请在使用时,遮光效果好,滤光效果好,能较好抑制本申请所述CCD摄像头301拍照画面出现光晕现象,且能避免周围杂光进入本申请所述CCD摄像头301镜头内,还能有效阻挡外部灰尘及水渍等溅落至本申请所述CCD摄像头301镜头内,并且,还能保护本申请所述CCD摄像头301镜头免遭意外碰撞等被撞坏。
所以,通过设置所述遮光罩,即使得本申请使用效果能达到最佳。
综上所述,本申请所提供的AB胶气泡检测设备1000,在具体实施时,在需要使用的A胶料及B胶料进行混合使用之前,本申请能检测每次流入至所述A胶料进胶流道20a的A胶料是否合格,并可对合格的A胶料及不合格的A胶料进行分流排出,且能检测每次流入至所述B胶料进胶流道20b的B胶料是否合格,并可对合格的B胶料及不合格的B胶料进行分流排出,以便于最终可将检测合格的A胶料及检测合格的B胶料进行混合来制作气泡大小在合格范围内的AB胶混合胶料,使得所制作的AB胶混合胶料会几乎没有不良率,以致最终某一产品的需要粘固在一起的两个组件经其粘固后会平整度高,使得产品合格率能得到大大提高。
并且,本申请尤其适用于电子产品前侧显示面板(如显示屏)或背盖板(如玻璃面板)与其主体框架壳体之间的粘固。其他实施例等,在此,则不作举例说明。
在本说明书的描述中,参考术语“一个实施例”、“一些实施例”、“示例”、“具体示例”、或“一些示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不必须针对的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任一个或多个实施例或示例中以合适的方式结合。此外,在不相互矛盾的情况下,本领域的技术人员可以将本说明书中描述的不同实施例或示例以及不同实施例或示例的特征进行结合和组合。
以上所述仅为本发明的优选实施例,并非因此限制本发明的专利范围,凡是在本发明的发明构思下,利用本发明说明书及附图内容所作的等效结构变换,或直接/间接运用在其他相关的技术领域均包括在本发明的专利保护范围内。
- AB胶气泡检测设备
- 一种可去除ABS表面气泡的真空柜