一种检测卷取机钢卷抽芯装置和方法
文献发布时间:2023-06-19 18:27:32
技术领域
本发明属于冷轧带钢酸轧连机出口卷取卸卷控制的技术领域,尤其涉及一种检测卷取机钢卷抽芯装置和方法。
背景技术
冷轧酸轧机组按轧制工艺要求,带钢被轧制到目标厚度后,通过轧机出口送至卷取机卷取成卷。卷取机芯轴是由三个扇形块构成的的一个圆筒,内部有液压机构,使三个扇形块可以涨开和收缩,用于卷取和卸卷。当卷重或带钢长度达到所规定的值时,由轧机出口的飞剪进行剪切分卷。轧机组出口配置一台卸卷小车,分卷后的钢卷由卸卷小车卸下并送至出口步进梁。卸卷小车在卷取机卸卷位和出口步进梁接管位之间运动。如图所示,卸卷小车在钢卷下方,液压缸升起后托住钢卷,卷取机芯轴收缩后,钢卷由卸卷小车卸下并送至出口步进梁位。钢卷在卸卷过程中,钢卷的内层板头正好处于扇形块缝隙里,造成板头卡阻,操作工无法观察到,导致“抽芯”现象,此时如果卸卷小车继续横移卸卷,会造成钢卷卷芯带头不断掉落至小车轨道下方,处理恢复生产极为困难,更严重会造成钢卷从卸卷小车翻落,钢卷报废,砸坏卸卷小车、卷取区域设备,发生安全生产事故。
发明内容
本发明所要解决的技术问题在于针对上述存在的问题,提供一种检测卷取机钢卷抽芯装置和方法,无需更多投资和复杂程序计算,便可有效杜绝由于钢卷在卷取抽芯引起的倒卷事故。
本发明解决上述技术问题所采用的技术方案是:一种检测卷取机钢卷抽芯装置,其特征在于,包括两个光电传感器和两个光信号反射板,所述两个光电传感器及两个光信号反射板分别通过两块调节支架安装,两个光电传感器安设于卷取机的出口侧,两个光信号反射板安设于卷取机的入口侧,两个光电传感器与两个光信号反射板一一对应。
按上述方案,所述调节支架上沿中线设有导槽,所述光电传感器和光信号反射板均通过调节螺栓固定于所述导槽上,沿导槽移动调节位置。
按上述方案,所述两个光电传感器的垂直间距H为卷筒的半径+100mm,位于上方的一个光电传感器对应于卷取机的卷取芯轴的轴芯设置,距离卷取轴芯端面距离L为100mm,位于下方的一个光电传感器与钢卷相对应。
一种卷取机钢卷抽芯的检测方法,其特征在于,包括如下内容:当正常生产和正常卸卷过程中,两个光电传感器状态均为高电平“1”或低电平“0”状态;当卷取发生抽芯时,对应卷取芯轴的光电传感器为高电平状态“1”,对应钢卷的光电传感器为低电平状态“0”;通过PLC编程对两个光电传感器状态进行逻辑判断:当两个光电传感器状态均为高电平“1”或低电平“0”判断为卸卷正常,当两个光电传感器状态一个为高电平“1”另一个为低电平“0”判断为钢卷抽芯,此时中断生产和卸卷运行动作,并发出报警提醒操作人员进行手动人工干预卸卷。
本发明的有益效果是:提供一种检测卷取机钢卷抽芯装置和方法,在无需添置码盘编码器或激光测距装置等更多设备和增加投入的情况下,也无需采集小车位置和钢卷宽度信息数据进行复杂的程序计算,便可实现对钢卷抽芯现象进行有效检测和控制,有效避免由于抽芯而导致的钢卷掉落事故,降低事故处理的工作量,消除设备异常损坏和人身伤害事故的发生,保证生产的顺行,简单实用,稳定可靠性高。
附图说明
图1为本发明一个实施例的两个光电传感器的示意图。
图2为本发明一个实施例的两个光信号反射板的示意图。
图3为本发明一个实施例的检测装置相对于卷取机的正视图。
图4为本发明一个实施例的卸卷过程的示意图。
图5为本发明一个实施例的卸卷发生异常抽芯的示意图。
具体实施方式
为更好地理解本发明,下面结合附图和实施例对本发明作进一步的描述。
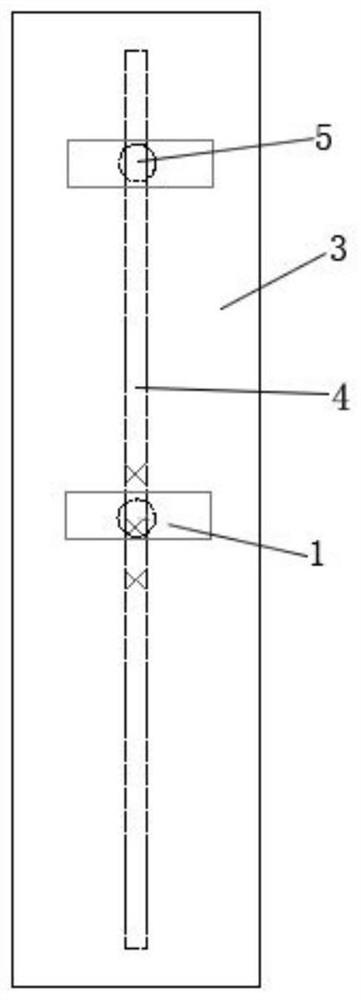
如图1-图3所示,一种检测卷取机钢卷抽芯装置,包括两个光电传感器1和两个光信号反射板2,两个光电传感器及两个光信号反射板分别通过两块调节支架3安装,两个光电传感器安设于卷取机的出口侧,两个光信号反射板安设于卷取机的入口侧,两个光电传感器与两个光信号反射板一一对应。
调节支架上沿中线设有导槽4,光电传感器和光信号反射板均通过调节螺栓5固定于所述导槽上,沿导槽移动调节位置。
两个光电传感器的垂直间距H为卷筒的半径+100mm,位于上方的一个光电传感器对应于卷取机的卷取芯轴6的轴芯设置,距离卷取轴芯端面距离L为100mm,位于下方的一个光电传感器与钢卷相对应。
让光电传感器激光分别穿过在距卷取芯轴100mm的区域和距芯轴中心下方H=卷筒的半径+100mm的区域,光信号反射板装置装在卷取机入口侧与光电传感器在同一轴线上,对应将激光信号反射给光电传感器;当激光被遮挡即检测到有物体穿过,传感器装置将高电平信号“1”传给PLC控制器,当激光未被遮挡即检测没有物体穿过,光电传感器装置将低电平信号“0”传给PLC控制器。
如图4-图5所示,采用上述装置进行卷取机钢卷抽芯的检测方法,包括如下内容:当正常生产和正常卸卷过程中,两个光电传感器状态均为高电平“1”或低电平“0”状态;当卷取发生抽芯时,对应卷取芯轴的光电传感器为高电平状态“1”,对应钢卷的光电传感器为低电平状态“0”;通过PLC编程对两个光电传感器状态进行逻辑判断:当两个光电传感器状态均为高电平“1”或低电平“0”判断为卸卷正常,当两个光电传感器状态一个为高电平“1”另一个为低电平“0”判断为钢卷抽芯,此时中断生产和卸卷运行动作,并发出报警提醒操作人员进行手动人工干预卸卷。
本发明仅以上述实例进行解释说明,并非是对本发明的实施方式的限定,各部件的结构、位置设置及其连接都是可以有变化的。在本发明技术基础上,凡根据本发明原理对个别部件进行的改变或等同变换,均不应排除在本发明的保护范围之外。
- 一种助卷辊装置的检测方法
- 一种助卷辊装置损耗程度的检测方法
- 冷轧酸轧机组卷取机钢卷抽芯检测装置
- 冷轧酸轧机组卷取机钢卷抽芯检测装置