一种基于挥发性剂溶补偿的药浆浓度自动控制装置及方法
文献发布时间:2023-06-19 18:27:32
技术领域
本发明涉及一种基于挥发性剂溶补偿的药浆浓度自动控制装置及方法,适用于药浆中含有挥发性溶剂且药浆浓度需要稳定控制的场景,尤其适用于长时间连续生产、环境温度变化较大、溶剂挥发速度受环境温度变化影响较大的药浆浓度控制过程,特别适用于电发火头自动化生产过程中药浆浓度的控制,属于火工品装配领域。
背景技术
电发火头是一种典型的航天火工产品,广泛应用于航天领域。电发火头装配过程中火工药剂被制成药浆状,其溶剂具有较强挥发性,且该溶剂挥发速度受环境温度影响较大。随着生产的连续进行,溶剂逐渐挥发,药浆浓度逐渐增大。为确保产品质量一致性,要求药浆浓度保持稳定,因此需实时向药浆中加入该挥发性溶剂,用以补偿从药浆中挥发的溶剂,并通过搅拌使加入的溶剂快速均匀分散到药浆中,从而达到药浆浓度稳定控制的目的。随着航天产业的发展,对电发火头类火工品的需求猛增,在确保产品质量的前提下,要求尽可能提高生产效率快速。但目前电发火头类火工品生产中,通过人眼观察、人工经验判断浓度变化,人工手动添加溶剂实现药浆浓度的控制,存在以下问题:
(1)挥发性溶剂补偿时机不确定
手工生产时,药浆浓度是否合适依靠人工经验判断,发现药浆浓度偏大,则向药浆中加入溶剂,发现浓度偏小,则将药剂晾置一段时间。药浆中是否需加入溶剂,什么时候加入,完全依靠人工经验判断,无固定时间点。此生产模式无法适应自动化、连续化生产过程,严重制约对生产效率的提高,也影响产品质量稳定性。
(2)人工经验判断药浆浓度是否合适差异大
人工加入挥发溶剂时,依靠经验判断加入溶剂量是否合适。此过程存在两个问题,1)不同人对药浆浓度认识有差异,导致不同人面对相同的药浆,加入溶剂量会不同;2)同一人面对相同浓度的药浆,在不同时间点,向药浆中加入溶剂量也会不同。这两个问题,均会影响药浆浓度稳定性,从而影响产品质量稳定性控制。
(3)溶剂挥发溶剂速度无数据支撑
因溶剂挥发速度受环境温度影响较大,不同温度环境,溶剂挥发速度会有差异,温度与挥发速度的关系没有数据支撑。不适用于连续化、自动化生产,不利于生产效率提高,也不利于产品质量稳定性控制。
发明内容
本发明要解决的技术问题是:克服现有技术的不足,解决了含有挥发性溶剂的药浆浓度稳定控制问题。
本发明目的通过以下技术方案予以实现:
一种基于挥发性剂溶补偿的药浆浓度自动控制装置,包括:
PLC控制器,存储有环境温度-溶补挥发速度-活塞位移量匹配关系,并根据该匹配关系控制伺服电机和搅拌电机;
温度传感器,用于实时测量环境温度,并提供给PLC控制器;
伺服电机,用于通过活塞将容器中的溶剂挤压进入药杯中;
搅拌电机,用于通过搅拌器搅动药杯中的药浆。
优选的,还包括丝杆、压板、导液管;
压板同时与丝杆和活塞连接;
伺服电机通过丝杆,驱动压板带动活塞移动;
容器中的溶剂通过导液管被挤压进入药杯中。
优选的,所述环境温度-溶补挥发速度-活塞位移量匹配关系采用如下方式确定:
确定不同温度下的溶剂挥发速度关系;
根据溶剂挥发速度,确定单位时间内容器内活塞位移,并进一步确定驱动活塞的伺服电机的转速;
即确定环境温度-溶补挥发速度-活塞位移量匹配关系。
一种基于挥发性剂溶补偿的药浆浓度自动控制方法,包括:
确定不同温度与溶剂挥发速度的关系;
根据溶剂挥发速度,确定单位时间内容器内活塞位移,并进一步确定驱动活塞的伺服电机的转速,以通过活塞挤压溶剂进行挥发补偿;
确定不同温度与伺服电机转速的关系;
实时测量环境温度;
利用控制器,根据环境温度、不同温度与伺服电机转速的关系,实时控制伺服电机以调整溶剂的添加量。
优选的,所述确定不同温度下的溶剂挥发速度关系采用如下方式:
挥发面积恒定,在某一恒定温度下,将圆柱形药杯放在天平上,在药杯中加入挥发溶剂,开启搅拌电机,设定搅拌速度,让搅拌器一直搅拌溶剂,每隔一段时间称量一次药杯及溶剂量,记录搅拌时间与重量值,最后计算出该温度下溶剂平均挥发速度;
按上述测量方法,只改变环境温度,测量不同环境温度下,溶剂的挥发速度,形成温度-溶剂挥发速度关系。
优选的,所述确定单位时间内容器内活塞位移,并进一步确定驱动活塞的伺服电机的转速的方式为:
根据圆柱形容器内径,计算单位时间内不同挥发速度对应活塞移动距离,然后转换为伺服电机转动圈数。
一种基于挥发性剂溶补偿的药浆浓度自动控制方法,包括:
确定不同温度与溶剂挥发速度的关系;
确定药浆搅拌速度、环境温度与溶剂挥发速度的关系;
确定挥发面积、药浆搅拌速度、环境温度与溶剂挥发速度的关系;
确定挥发速度、活塞位移与加料电机转动圈数的关系;
确定不同温度与伺服电机转速的关系;
实时测量环境温度;
利用控制器,根据环境温度、不同温度与伺服电机转速的关系,实时控制伺服电机以调整溶剂的添加量。
优选的,所述确定不同温度与溶剂挥发速度的关系采用如下方式:
挥发面积恒定,药浆搅拌速度恒定,在某一恒定温度下,将圆柱形药杯放在天平上,在药杯中加入挥发溶剂,开启搅拌电机,设定搅拌速度,让搅拌器一直搅拌溶剂,每隔一段时间称量一次药杯及溶剂量,记录搅拌时间与重量值,最后计算出该温度下溶剂平均挥发速度;
按上述测量方法,只改变环境温度,测量不同环境温度下,溶剂的挥发速度,形成温度-溶剂挥发速度关系。
优选的,所述确定药浆搅拌速度、环境温度与溶剂挥发速度关系采用如下方式:
针对不同的浆搅拌速度,基于不同温度与溶剂挥发速度的关系,建立不同搅拌速度下,环境温度-挥发速度关系,形成搅拌速度-环境温度-挥发速度关系。
优选的,所述确定挥发面积、药浆搅拌速度、环境温度与溶剂挥发速度的关系采用如下方式:
针对不同的挥发面积,基于药浆搅拌速度、环境温度与溶剂挥发速度关系,建立不同挥发面积下,搅拌速度-环境温度-挥发速度关系,形成挥发面积-搅拌速度-环境温度-挥发速度关系。
本发明相比于现有技术具有如下有益效果:
(1)本发明获取了挥发性溶剂在不同使用条件下的挥发速度,为产品质量稳定性控制提供了科学的数据支撑;
(2)本发明中,挥发溶剂补偿量与环境温度、搅拌速度、溶剂挥发面积实现了联动,环境温度、搅拌速度、溶剂挥发面积任一条件发生变化,溶剂补偿量也相应发生变化,溶剂补偿量与实际挥发量做到精确匹配;
(3)本发明不仅适用于固定挥发面积、固定搅拌转速、不同环境温度下药浆浓度的自动控制,也适用于不同挥发面积、不同搅拌速度、不同环境温度下药浆浓度的自动控制;
(4)本发明中,通过选择内径较小的容器和导液管、直径较小的丝杆,通过丝杆电机组合,溶剂补偿控制精度达到0.02mL;
(5)本发明装置采用标准化零组件或标准设备进行构建,材料易得;
(6)本发明装置药杯上方除搅拌器外,无其他较大物体,不影响生产过程;溶剂添加模块仅有导液管紧靠药杯内壁,不深入药杯内侧,导液管较长,连接溶剂添加模块与药杯,模块其余部分均远离药杯,便于火工品生产;
(7)本发明装置使用过程不需人工参与,完全自动进行,即使连续长时间使用药浆浓度也能够保持稳定,为实现产品生产连续化、自动化提供了基础。
附图说明
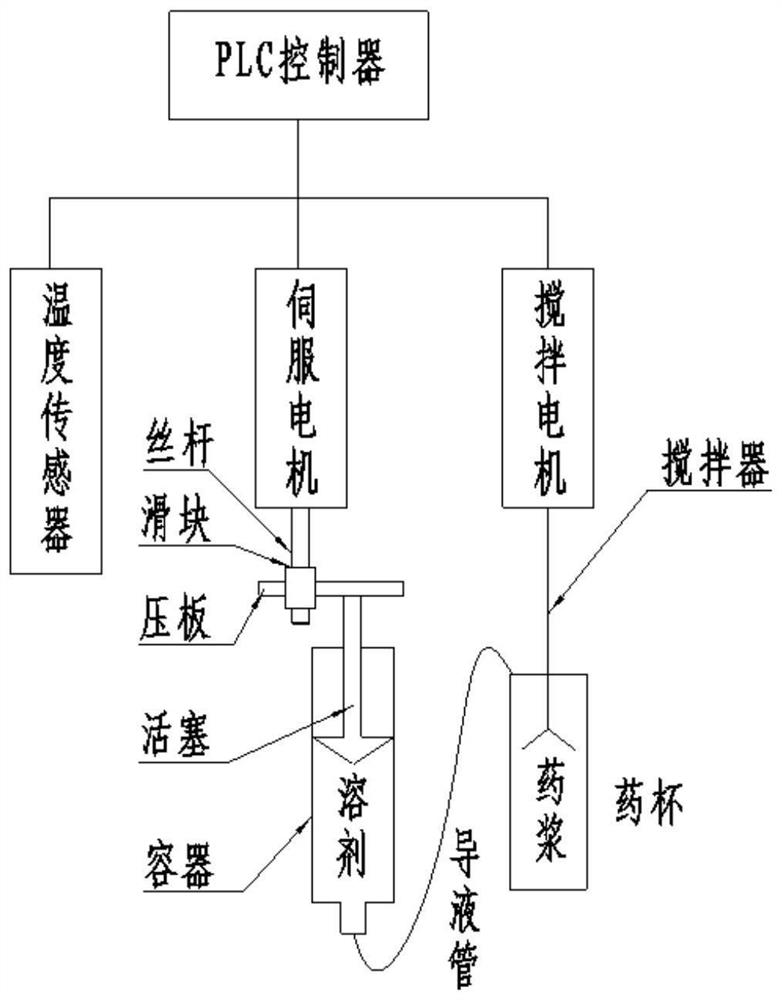
图1为本发明装置的组成示意图。
具体实施方式
为使本发明的目的、技术方案和优点更加清楚,下面将结合附图对本发明的实施方式作进一步详细描述。
一种基于挥发性剂溶补偿的药浆浓度自动控制方法,包括:
(1)测试一定挥发面积、一定搅拌速度、不同温度条件下挥发溶剂的挥发速度,建立温度-挥发速度关系数据库。
(2)设计微量溶剂添加模块,将溶剂挥发速度转换为溶剂自动添加模块的移动位移量,形成温度-挥发速度-位移量数据库。
(3)微量溶剂添加模块,由圆柱形容器、导液管、活塞推杆、伺服电机、丝杆(含压板)、PLC控制器及控制线路组成(见附图1)。
(4)药剂搅拌模块,由药杯、搅拌器、搅拌电机、PLC及控制线路组成。
(5)环境温度检测模块,由温度传感器、PLC及控制线路组成。
(6)丝杆与伺服电机连接,伺服电机与PLC控制器连接,PLC控制伺服电机转动圈数,伺服电机带动丝杆旋转,丝杆带动压板向下移动,推动活塞推杆移动。
(7)将环境温度检测模块、微量溶剂添加模块、搅拌模块连接到同一套PLC控制器下。温度传感器将测量的温度传递到PLC,PLC根据温度-位移数据库,选择温度对应的位移量,控制伺服电机旋转一定圈数,压板向下移动一定距离,并推动活塞移动,最终向药杯中加入了一定量溶剂。搅拌器搅拌,将溶剂迅速均匀分散到药浆中,实现药浆浓度的稳定控制。
一种基于挥发性剂溶补偿的药浆浓度自动控制装置,包括:温度传感器、伺服电机、搅拌电机、丝杆(含滑块)、压板、容器(含活塞)、导液管、搅拌器、PLC控制器,如图1所示。其中,温度传感器、伺服电机、搅拌电机、丝杆(含滑块)、容器(含活塞)、导液管、搅拌器、PLC控制器均为通用工具设备。
(2)温度传感器安装在药杯附件墙面上,传感器线路直接连接到PLC控制器
(3)丝杆与伺服电机连接,为一个整体,伺服电机转动时带动丝杆旋转。伺服电机固定在墙面或其他固定物体上,丝杆垂直向下。伺服电机与PLC控制器连接,伺服电机转动圈数受PLC控制。
(4)压板与丝杆通过滑块连接,压板固定在滑块上,滑块装在丝杆上。通过丝杆转动,滑块(含压板)沿着丝杆向下移动,压板推动活塞向下移动。
(5)容器内壁与活塞紧密配合,导液管与容器出口紧密配合,导液管出口部位水平深入药杯内部约(1~2)mm。活塞受压板推压,容器内部盛装的溶剂通过导液管进入到药杯。
(6)搅拌器固定在搅拌电机上,搅拌实时进行,溶剂进入药杯后,迅速分散到药浆中。
(7)环境温度发生变化时,PLC控制器自动匹配相应温度下电机转动圈数,压板及活塞移动相应位移,溶剂通过导液管进入药杯。环境温度-挥发速度-位移量匹配关系见控制方法部分。
实施方式一:
基于控制装置的控制方法包括:
(1)建立温度与溶剂挥发速度数据库
在某一恒定挥发面积、恒定药浆搅拌速度、恒定温度下或温度变化范围很小时,将圆柱形药杯放在高精度电子天平上,在药杯中加入挥发溶剂,开启搅拌电机并在恒定转速下搅拌一段时间,称量并记录搅拌前后药杯及溶剂量,最后计算出该温度下、该段时间内溶剂的平均挥发速度μ。
按上述测量方法,只改变环境温度,测量不同环境温度T
表1
(2)建立挥发速度、活塞位移与伺服电机转动圈数数据库
根据圆柱形容器内径,计算不同挥发速度μ
(3)建立环境温度与伺服电机转动圈数数据库
根据(1)、(2),建立环境温度与伺服电机转动圈数(T-N)数据库。
(4)工作时,温度传感器检测环境温度,并将检测到的环境温度数据T
(5)环境温度发生变化时,按照(4)工作流程,将变化后的温度对应的溶剂体积添加到药杯中。
(6)搅拌电机按设定速度一直搅拌,溶剂进入到药杯后,迅速分散到药浆中。
(7)通过温度传感器、伺服电机、丝杆与活塞容器组合,可实现溶剂定时加入,加入量精度可达到0.02mL,且整个控制过程全自动进行,从而实现生产的连续、自动、精确进行。
实施方式二:
基于控制装置的具体控制方法包括:
(1)建立环境温度与溶剂挥发速度数据库
环境温度-挥发速度(T-μ)数据库建立方法,同实施方式一第(1)步。
(2)建立药浆搅拌速度、环境温度与溶剂挥发速度数据库
针对不同的浆搅拌速度,基于第(1)步方法,建立不同搅拌速度下,环境温度-挥发速度(T-μ)数据库,形成搅拌速度-环境温度-挥发速度(R-T-μ)数据库,见表2。其中,R为搅拌电机转速,R
表2
(3)建立挥发面积、药浆搅拌速度、环境温度与溶剂挥发速度数据库
针对不同的挥发面积,基于第(2)条方法,建立不同挥发面积下,搅拌速度-环境温度-挥发速度(R-T-μ)数据库,形成挥发面积-搅拌速度-环境温度-挥发速度(A-R-T-μ)数据库,见表3。其中,A为溶液挥发面积,A
表3
(4)建立挥发速度、活塞位移与加料电机转动圈数数据库
根据圆柱形容器内径,基于方案一第(2)条计算方法,,计算表3中μ
(5)建立环境温度与电机转动圈数数据库
根据A-R-T-μ数据库合μ-H-N数据库,建立挥发面积、药浆搅拌速度、环境温度与伺服电机转动圈数(A-R-T-N)数据库。
(6)工作时,根据不同的药杯尺寸选择对应的挥发面积A,PLC自动采集搅拌电机的转速R,温度传感器检测环境温度,并将检测到的环境温度数据T传递到PLC控制器。PLC控制器自动调取与挥发面积A、搅拌转速R、环境温度T相匹配的加料电机转动圈数N。PLC发出指令,使加料电机转动圈数N,丝杆也转动N圈,压板推动活塞向下移动H的距离,相应体积的溶剂被添加到药杯中。
(7)挥发面积A、搅拌电机的转速R、环境温度T任一数值发生变化时,按照(6)工作流程,PLC控制器将自动匹配(A-R-T-N)数据库中的数据,调取对应的加料电机转动圈数N,从而实现挥发溶剂的精确定量加入。整个控制过程全自动进行,从而实现生产的连续、自动、精确进行。
本发明说明书中未作详细描述的内容属本领域技术人员的公知技术。
本发明虽然已以较佳实施例公开如上,但其并不是用来限定本发明,任何本领域技术人员在不脱离本发明的精神和范围内,都可以利用上述揭示的方法和技术内容对本发明技术方案做出可能的变动和修改,因此,凡是未脱离本发明技术方案的内容,依据本发明的技术实质对以上实施例所作的任何简单修改、等同变化及修饰,均属于本发明技术方案的保护范围。
- 一种矿山充填材料及其制备装置和制备方法及矿山充填用胶结剂料浆
- 一种具有公差补偿功能的自动车内孔装置以及该装置的车内孔公差补偿加工方法
- 一种基于界面微纳米气泡的加压溶气调浆装置及方法
- 一种基于界面微纳米气泡的加压溶气调浆装置及方法