激光-火焰复合切割方法
文献发布时间:2024-01-17 01:24:51
技术领域
本发明涉及激光-火焰复合切割方法技术领域,具体涉及激光-火焰复合切割方法。
背景技术
激光-火焰复合切割基于其优点,目前被广泛应用于各个领域,对于板状产品的切割,如薄板、亚克力板等,均是单块切割且通常需要人工辅助,目前的设备无法实现连续自动化进行。
另外,基于市场需求,需在板状产品不同位置进行切割以满足不同形状需求,目前缺乏用于激光-火焰复合切割设备的位置调节设备,从而导致激光-火焰复合切割无法对产品任意位置进行切割,并切割成任意所需形状。
故针对上述问题,亟需一种激光-火焰复合切割方法。
发明内容
针对现有技术所存在的上述缺点,本发明提供了一种激光-火焰复合切割方法,其能有效解决现有技术存在的上述问题。
技术方案
为实现以上目的,本发明通过以下技术方案予以实现:
本发明提供激光-火焰复合切割方法,其包括机床、进料单元、切割单元及导料单元,且进料单元、切割单元及导料单元按顺序依次安装于机床上,板状产品通过进料单元进料,而后经切割单元切割完成后通过导料单元导出;
所述切割单元包括机架、切割设备及位置调节设备,所述机架安装于机床上并位于进料单元与导料单元间,所述切割设备通过位置调节设备安装于机架上,且通过所述位置调节设备可实现切割设备位置调节。
进一步的,所述位置调节设备包括第一调节组件、第二调节组件、第三调节组件;
所述第一调节组件包括第一电机、第一螺纹杆、移动块、连接杆,两个所述第一螺纹杆安装于机架左右两侧,所述第一螺纹杆一端与第一电机驱动端连接;两个所述移动块通过螺纹套接于第一螺纹杆上,所述移动块间通过连接杆连接;
进一步的,所述第一调节组件还包括导向杆,两个导向杆设于第一螺纹杆外侧并安装于机架上,所述移动块上开设有便于导向杆贯穿的孔,所述移动块可沿导向杆自由移动;所述连接杆设有两组。
进一步的,所述第二调节组件包括调节板、第二电机、皮带、皮带轮,两个所述皮带轮通过轴分别安装于两个移动块底部,其中一个皮带轮与第二电机连接,两个所述皮带轮间通过皮带连接,所述调节板上开设有便于连接杆贯穿的孔,且所述调节板可沿连接杆自由移动,所述调节板与皮带间通过皮带块连接,皮带通过皮带块带动调节板沿连接杆移动。
进一步的,所述第三调节组件包括第三电机、支架、支架板、圆盘、圆柱件、椭圆环、上升降杆、下升降杆及切割连接座,所述支架安装于调节板上,所述第三电机安装于支架一侧,所述第三电机驱动轴端贯穿支架与圆盘连接,所述圆柱件安装于圆盘前端面靠近圆周端边处,所述椭圆环套设于圆柱件外,所述支架板安装于支架上并位于圆盘正下方,所述上升降杆由上向下贯穿支架并与椭圆环上端面连接,所述下升降杆由下向上贯穿支架板并与椭圆环下端面连接,所述椭圆环背离支架一侧于切割连接座连接,所述切割连接座上安装切割设备。
进一步的,所述第三调节组件包括上限位柱和下限位柱,所述上升降杆的上端与上限位柱连接,所述下升降杆的下端与下限位柱连接。
进一步的,所述进料单元包括上进料支架、下进料支架、上传送辊、下传送辊、上电机、下电机及调节组件;
两个所述下进料支架安装于机床前后侧,所述下传送辊安装于两个下进料支架间,且下传送辊一端与下电机连接;
两个所述上进料支架安装于下进料支架外侧,所述调节组件安装于上进料支架上,所述上传送辊设于下传送辊上方,且上传送辊一端与上电机连接,并通过调节组件安装于上进料支架上;
调节组件包括升降板、调节丝杆及转动杆,两个所述调节丝杆下端转动安装于上进料支架顶部,所述升降板设于上进料支架正上方,所述升降板上开设有螺纹孔,所述升降板通过螺纹孔螺纹套接于所述调节丝杠上,所述调节丝杠上端与转动杆连接。
进一步的,所述调节组件还包括第一弹簧,所述升降板与上进料支架顶部间安装有第一弹簧。
进一步的,所述导料单元包括导料支架、上导料辊、下导料辊、导料调节块、第二弹簧及限位杆,两个所述导料支架安装于机床上,所述下导料辊转动安装于导料支架间,所述导料支架顶部设有凹形槽,两个所述限位杆安装于凹形槽内,所述导料调节块上设有与限位杆相适配的孔,所述导料调节块通过孔安装于限位杆上并可沿限位杆上下移动,位于所述导料调节块上方的限位杆上套设有第二弹簧,所述上导料辊转动安装于导料调节块上。
进一步的,所述导料调节块为凸形结构。
有益效果
本发明提供的技术方案,与已知的公有技术相比,具有如下有益效果:
1、本发明通过进料单元、切割单元及导料单元的协同配合,实现了板状产品的连续且自动切割;另外,通过所述位置调节设备可实现切割设备位置调节,以满足不同位置及形状的切割要求。
2、本发明通过第一电机、第一螺纹杆、移动块及连接杆可实现切割设备沿与进料方向相垂直方向移动,以改变切割设备的切割位置;通过调节板、第二电机、皮带、皮带轮及皮带块间的协同配合,可改变切割设备沿进料方向的切割位置;通过第三电机、支架、支架板、圆盘、圆柱件、椭圆环、上升降杆、下升降杆及切割连接座的协同配合,可实现切割设备高度方向的调整;通过本发明所述切割单元可调节切割设置至任意位置,从而实现任意位置及形状的切割需求。
3、本发明通过升降板、调节丝杆及转动杆,可改变升降板的高度,从而调整上传送辊与下传送辊间的间距,以满足不同厚度板状产品的切割;通过第二弹簧的设置,可动态调整上导料辊与下导料辊间的间距,以满足不同厚度板状产品的导料传送。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍。显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
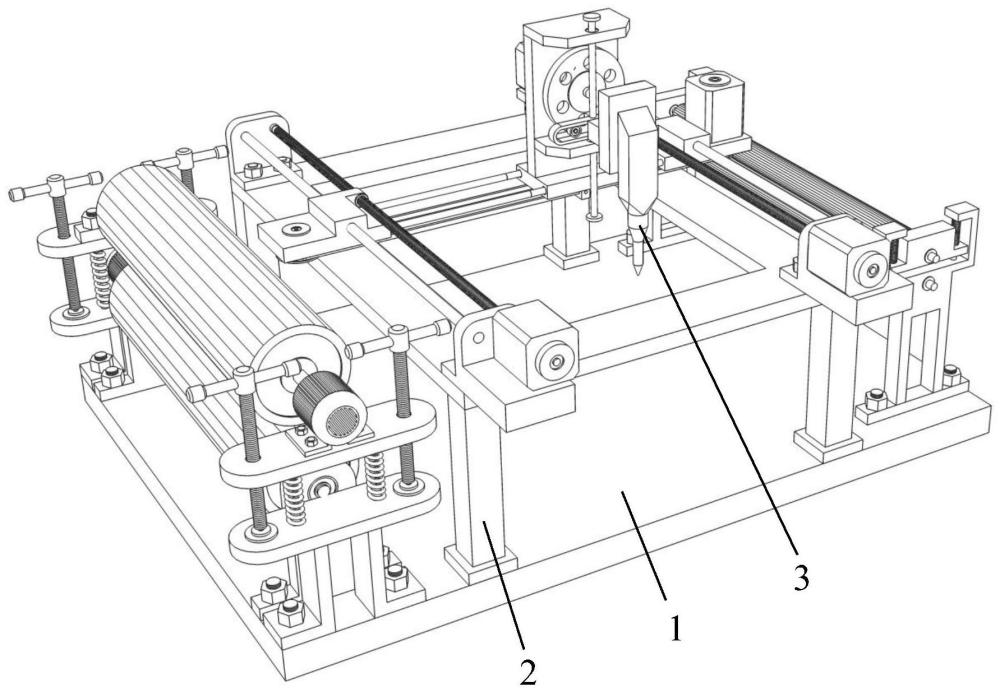
图1为本发明的激光-火焰复合切割方法所用设备的结构示意图;
图2为图1的实施状态图;
图3为图1中切割单元的实施状态图;
图4为本发明的的激光-火焰复合切割方法所用设备的另一实施状态图;
图5为图4中切割单元的实施状态图;
图6为本发明的图5中A处放大结构示意图;
图7为图4的另一角度结构示意图;
图8为图7的另一角度结构示意图;
图9为进料单元的结构示意图;
图10为图9的另一角度结构示意图;
图11为导料单元的结构示意图;
图中的标号分别代表:
机床1、机架2、切割设备3;第一电机20、第一螺纹杆21、移动块22、连接杆23、导向杆24;调节板30、第二电机31、皮带32、皮带轮33、皮带块34;第三电机40、支架41、支架板42、圆盘43、圆柱件44、椭圆环45、上升降杆46、下升降杆47、切割连接座48、上限位柱49、下限位柱50;上进料支架60、下进料支架61、上传送辊62、下传送辊63、上电机64、下电机65、升降板66、调节丝杆67、转动杆68、第一弹簧69;导料支架70、上导料辊71、下导料辊72、导料调节块73、第二弹簧74、限位杆75。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述。显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
下面结合实施例对本发明作进一步的描述。
如图1-图11所示,激光-火焰复合切割方法,其包括机床1、进料单元、切割单元及导料单元,且进料单元、切割单元及导料单元按顺序依次安装于机床1上,板状产品通过进料单元进料,而后经切割单元切割完成后通过导料单元导出;
所述切割单元包括机架2、切割设备3及位置调节设备,所述机架2安装于机床1上并位于进料单元与导料单元间,所述切割设备3通过位置调节设备安装于机架2上,且通过所述位置调节设备可实现切割设备3位置调节。
在上述技术方案中,通过进料单元、切割单元及导料单元的协同配合,实现了板状产品的连续且自动切割;另外,通过所述位置调节设备可实现切割设备位置调节,以满足不同位置及形状的切割要求。
作为上述技术方案的优选,所述位置调节设备包括第一调节组件、第二调节组件、第三调节组件;
所述第一调节组件包括第一电机20、第一螺纹杆21、移动块22及连接杆23,两个所述第一螺纹杆21安装于机架2左右两侧,所述第一螺纹杆21一端与第一电机20驱动端连接;两个所述移动块22通过螺纹套接于第一螺纹杆21上,所述移动块22间通过连接杆23连接。
作为上述技术方案的优选,所述第一调节组件还包括导向杆24,两个导向杆24设于第一螺纹杆21外侧并安装于机架2上,所述移动块22上开设有便于导向杆24贯穿的孔,所述移动块22可沿导向杆24自由移动;所述连接杆23设有两组。
在上述技术方案中,通过第一电机、第一螺纹杆、移动块及连接杆可实现切割设备沿与进料方向相垂直方向移动,以改变切割设备的切割位置。
作为上述技术方案的优选,所述第二调节组件包括调节板30、第二电机31、皮带32、皮带轮33及皮带块34,两个所述皮带轮33通过轴分别安装于两个移动块22底部,其中一个皮带轮33与第二电机31连接,两个所述皮带轮33间通过皮带32连接,所述调节板30上开设有便于连接杆23贯穿的孔,且所述调节板30可沿连接杆23自由移动,所述调节板30与皮带32间通过皮带块34连接,皮带32通过皮带块34带动调节板30沿连接杆23移动。
在上述技术方案中,通过调节板30、第二电机31、皮带32、皮带轮33及皮带块34间的协同配合,可改变切割设备沿进料方向的切割位置。
作为上述技术方案的优选,所述第三调节组件包括第三电机40、支架41、支架板42、圆盘43、圆柱件44、椭圆环45、上升降杆46、下升降杆47及切割连接座48,所述支架41安装于调节板30上,所述第三电机40安装于支架41一侧,所述第三电机40驱动轴端贯穿支架41与圆盘43连接,所述圆柱件44安装于圆盘43前端面靠近圆周端边处,所述椭圆环45套设于圆柱件44外,所述支架板42安装于支架41上并位于圆盘43正下方,所述上升降杆46由上向下贯穿支架并与椭圆环45上端面连接,所述下升降杆47由下向上贯穿支架板42并与椭圆环45下端面连接,所述椭圆环45背离支架41一侧于切割连接座48连接,所述切割连接座48上安装切割设备3。
在上述技术方案中,通过第三电机40、支架41、支架板42、圆盘43、圆柱件44、椭圆环45、上升降杆46、下升降杆47及切割连接座48的协同配合,可实现切割设备高度方向的调整。
作为上述技术方案的优选,所述第三调节组件包括上限位柱49和下限位柱50,所述上升降杆46的上端与上限位柱49连接,所述下升降杆47的下端与下限位柱50连接。
作为上述技术方案的优选,所述进料单元包括上进料支架60、下进料支架61、上传送辊62、下传送辊63、上电机64、下电机65及调节组件;
两个所述下进料支架61安装于机床1前后侧,所述下传送辊63安装于两个下进料支架61间,且下传送辊63一端与下电机65连接;
两个所述上进料支架60安装于下进料支架61外侧,所述调节组件安装于上进料支架60上,所述上传送辊62设于下传送辊63上方,且上传送辊62一端与上电机64连接,并通过调节组件安装于上进料支架60上;
调节组件包括升降板66、调节丝杆67及转动杆68,两个所述调节丝杆67下端转动安装于上进料支架60顶部,所述升降板66设于上进料支架60正上方,所述升降板66上开设有螺纹孔,所述升降板66通过螺纹孔螺纹套接于所述调节丝杠67上,所述调节丝杠67上端与转动杆68连接。
在上述技术方案中,通过升降板66、调节丝杆67及转动杆68,可改变升降板的高度,从而调整上传送辊与下传送辊间的间距,以满足不同厚度板状产品的切割。
作为上述技术方案的优选,所述调节组件还包括第一弹簧69,所述升降板66与上进料支架60顶部间安装有第一弹簧69。
作为上述技术方案的优选,所述导料单元包括导料支架70、上导料辊71、下导料辊72、导料调节块73、第二弹簧74及限位杆75,两个所述导料支架70安装于机床1上,所述下导料辊73转动安装于导料支架70间,所述导料支架70顶部设有凹形槽,两个所述限位杆75安装于凹形槽内,所述导料调节块73上设有与限位杆75相适配的孔,所述导料调节块73通过孔安装于限位杆75上并可沿限位杆75上下移动,位于所述导料调节块73上方的限位杆75上套设有第二弹簧74,所述上导料辊71转动安装于导料调节块73上。
作为上述技术方案的优选,所述导料调节块73为凸形结构。
在上述技术方案中,通过第二弹簧的设置,可动态调整上导料辊与下导料辊间的间距,以满足不同厚度板状产品的导料传送。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不会使相应技术方案的本质脱离本发明各实施例技术方案的保护范围。
- 一种激光微熔与超音速火焰喷涂复合制备WC-12Co涂层的方法
- 激光‑火焰复合切割方法
- 激光-火焰复合切割方法