一种醋酸乙烯节能生产系统
文献发布时间:2024-01-17 01:24:51
技术领域
本发明涉及醋酸乙烯生产技术领域,尤其涉及一种醋酸乙烯节能生产系统。
背景技术
在醋酸乙烯生产装置中,水作为生成醋酸乙烯反应过程中的副产物存在。醋酸乙烯作为最终工艺产品,需要在分离过程中将副产物水分离,在这个过程中需要耗费大量能量。在传统的工艺流程的分离工段中,需先将带有大量水的进料加热后,再通过精馏工艺除去进料中的水分。这种方法虽然步骤简单易操作,但是却消耗了大量的能量。
发明内容
本发明的目的是针对现有技术中的不足,提供一种醋酸乙烯节能生产系统。
为了实现上述的目的,本发明采用如下技术方案:
提供一种醋酸乙烯节能生产系统,包括反应器,所述反应器的进料口与醋酸蒸发器连接,其反应产物出料口依次与气-气换热器、预分水塔连接;所述预分水塔的气相出口依次与预分水塔换热器、预分水塔冷却器、预分水塔回流罐连接,其塔底重组分出口与脱重塔连接;所述预分水塔回流罐气相出口与吸收塔连接,其油相出口与所述预分水塔连接;所述脱重塔塔釜醋酸出口通过醋酸循环泵与所述吸收塔连接;所述吸收塔塔顶气相经过所述气-气换热器换热后进入所述醋酸蒸发器,其塔底重组分经过与所述预分水塔换热器换热后进入所述脱重塔;
所述连接均为管路连接。
进一步地,所述醋酸循环泵与所述吸收塔之间设有冷却器。
进一步地,所述吸收塔塔顶气相经循环气压缩机压缩后与新鲜气相乙烯混合,再进入所述气-气换热器作为冷侧介质冷却反应产物后进入所述醋酸蒸发器。
进一步地,所述预分水塔中的废水由罐底排出。
进一步地,所述吸收塔内的吸收剂来自所述脱重塔塔釜排出的醋酸。
进一步地,所述醋酸蒸发器还连接有新鲜醋酸补充管线。
进一步地,所述反应器的进料口与所述醋酸蒸发器之间的连接管路上还设置有进料预热器。
进一步地,所述预分水塔塔釜液进入所述脱重塔时的温度为100-130℃。
与现有技术相比,本发明具有以下优点:
本发明的醋酸乙烯节能生产系统,在满足醋酸乙烯生产装置各工段平稳操作的前提下,优化醋酸乙烯反应及吸收工段流程,增加预分水塔设备,将精馏工段进料组分中所含的水预分离出来,降低了精馏段的能耗。
附图说明
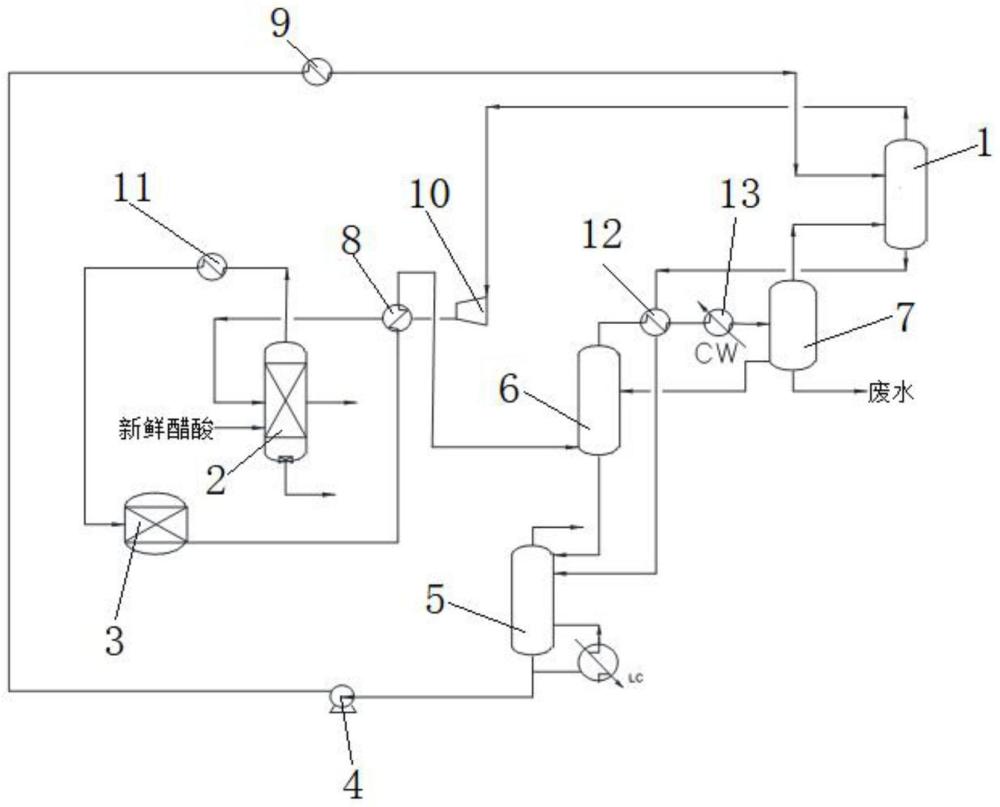
图1是本发明醋酸乙烯节能生产系统的示意图;
其中的附图标记为:
1-吸收塔,2-醋酸蒸发塔,3-反应器,4-醋酸循环泵,5-脱重塔,6-预分水塔,7-预分水塔回流罐,8-气-气换热器,9-冷却器,10-循环气压缩机,11-进料预热器,12-预分水塔换热器,13-预分水塔冷却器。
具体实施方式
下面通过具体实施例及附图对本发明进行详细和具体的介绍,以使更好的理解本发明,但是下述实施例并不限制本发明范围。
参考图1,本发明提供了一种醋酸乙烯节能生产系统,包括反应器3,反应器3的进料口与醋酸蒸发器2连接,其反应产物出料口依次与气-气换热器8、预分水塔6连接;预分水塔6的气相出口依次与预分水塔换热器12、预分水塔冷却器13、预分水塔回流罐7连接,其塔底重组分出口与脱重塔5连接;预分水塔回流罐7气相出口与吸收塔1连接,其油相出口与预分水塔6连接;脱重塔5塔釜醋酸出口通过醋酸循环泵4与吸收塔1连接;吸收塔1塔顶气相经过气-气换热器8换热后进入醋酸蒸发器2,其塔底重组分经过与预分水塔换热器12换热后进入脱重塔5;
连接均为管路连接。
继续参考图1,醋酸循环泵4与吸收塔1之间设有冷却器9;吸收塔1塔顶气相经循环气压缩机10压缩后与新鲜气相乙烯混合,再进入气-气换热器8作为冷侧介质冷却反应产物后进入醋酸蒸发器2;醋酸蒸发器2还连接有新鲜醋酸补充管线;反应器3的进料口与醋酸蒸发器2之间的连接管路上还设置有进料预热器11。
上述醋酸乙烯节能生产系统的具体工艺流程为:
醋酸、乙烯和氧气进入反应器3进行反应,生成产物醋酸乙烯。反应产物中除了醋酸乙烯外还有未反应完全的醋酸、乙烯、氧气及副产品水、二氧化碳及乙醛等。反应产物经气-气换热器8冷却后进入预分水塔6,进行预分离。预分水塔6塔顶气相经预分水塔冷却器13冷凝,冷凝后的塔顶气相进入回流罐7,油相返回预分水塔6再次进行分离,废水从回流罐7罐底排出。回流罐7罐顶气相轻组分进入吸收塔1,吸收剂为脱重塔5塔釜排出的醋酸,经醋酸循环泵4输送至冷却器9冷却后进入吸收塔1作为吸收剂,用于吸收反应产物醋酸乙烯。吸收塔1塔顶气相至循环气压缩机10,经循环气压缩机10压缩后与新鲜气相乙烯混合后进入气-气换热器8,作为冷侧介质冷却反应产物。
吸收塔1塔顶气与新鲜乙烯进入醋酸蒸发器2,同时在醋酸蒸发器2中补充新鲜醋酸。经蒸发后,循环气进入进料预热器11,加热后的循环气与界外新鲜氧气混合后进入反应器3,在反应器3内进行反应,生成醋酸乙烯。
预分水塔6塔底重组分和吸收塔1塔底排出分别进入脱重塔5进行进一步分离,脱重塔5塔顶分离出产物醋酸乙烯及其他轻组分,塔底分离出醋酸,醋酸经冷却后又作为吸收剂参与反应。
通过预分水塔6,可有效降低脱重塔5再沸器热负荷。预分水塔6塔釜重组分以热进料的方式进入脱重塔5,同时,预分水塔6塔顶回流罐7可将废水排出,在进入脱重塔5前将比热高的水提前分离,有效降低了脱重塔5再沸器热负荷。
实施例1
醋酸、乙烯和氧气经反应后生成产物醋酸乙烯。反应产物除了醋酸乙烯外还有未反应完全的醋酸、乙烯、氧气及副产品水、二氧化碳及乙醛。110吨反应产物经气-气换热器8换热至130℃后进入预分水塔6,在预分水塔6进行预分离。预分水塔6塔顶气相经预分水塔换热器12和预分水塔冷却器13冷却后,进入预分水塔回流罐7,油相返回预分水塔6继续进行分离,自预分水塔回流罐7底排出2吨废水。预分水塔回流罐7罐顶分离出65.3吨气相轻组分进入吸收塔1,吸收剂为脱重塔5塔釜排出的循环醋酸。
吸收塔1塔顶排出60吨温度为40℃的气相,经循环气压缩机10压缩后作为反应物参与醋酸乙烯的反应过程。吸收塔1塔釜液相与预分水塔6塔顶气相换热至90℃,进入脱重塔5进行后续分离精制流程。
预分水塔6塔釜液相42.7吨进入脱重塔5进行后续醋酸乙烯分离精制过程,预分水塔6釜液进入脱重塔5的温度为120℃。预分水塔6塔底重组分和吸收塔1塔底排出分别进入脱重塔5进行进一步分离,脱重塔5塔顶分离出产物醋酸乙烯及其他轻组分,塔底分离出醋酸,醋酸经冷却后又作为吸收剂参与反应。
该过程中,首先将比热容较大的水预先分离出来,其次预分水塔6塔顶气相作为热源加热吸收塔1塔釜液相,且预分水塔6自身塔釜液相直接作为脱重塔5热进料。通过以上流程优化,很大程度上降低了后续精制过程中的能耗,节约再沸器能耗3.5MW。
实施例2
醋酸、乙烯和氧气经反应后生成产物醋酸乙烯。反应产物除了醋酸乙烯外还有未反应完全的醋酸、乙烯、氧气及副产品水、二氧化碳及乙醛。245吨反应产物经气-气换热器8换热至132℃后进入预分水塔6,在预分水塔6进行预分离。预分水塔6塔顶气相经预分水塔换热器12和预分水塔冷却器13冷却后,进入预分水塔回流罐7,油相返回预分水塔6继续进行分离,4.5吨废水自预分水塔回流罐7罐底排出。预分水塔回流罐7罐顶分离出145吨气相轻组分进入吸收塔1,吸收剂为脱重塔5塔釜排出的循环醋酸。
吸收塔1塔顶排出134吨温度为42℃的气相,经循环气压缩机10压缩后作为反应物参与醋酸乙烯的反应过程。吸收塔1塔釜液相与预分水塔6塔顶气相换热至91℃,进入脱重塔5进行后续分离精制流程。
预分水塔6塔釜液相95吨进入脱重塔5进行后续醋酸乙烯分离精制过程,预分水塔6釜液进入脱重塔5的温度为123℃。预分水塔6塔底重组分和吸收塔1塔底排出分别进入脱重塔5进行进一步分离,脱重塔塔顶分离出产物醋酸乙烯及其他轻组分,塔底分离出醋酸,醋酸经冷却后又作为吸收剂参与反应。
该过程中,首先将比热容较大的水预先分离出来,其次预分水塔6塔顶气相作为热源加热吸收塔1塔釜液相,且预分水塔6自身塔釜液相直接作为脱重塔5热进料。通过以上流程优化,很大程度上降低了后续精制过程中的能耗,节约再沸器能耗7.8MW。
对比实施例1和实施例2,不同点在于实施例2中的醋酸乙烯生产装置当量相对大,水分含量更多,蒸发所需能耗更多。但是通过预分水塔的加入,在进入精制工段前将比热容较大的水预先分离出来,降低后续分离过程的能耗。通过工艺流股间的换热优化,提高进入脱重塔物料的温度,进一步降低脱重塔再沸器的热负荷,因此通过本发明可以节省能量。上述两例中均通过本发明除去反应产物中的水分,省去了原本蒸发环节所需要的大量能量,降低了装置能耗。
以上所述仅为本发明较佳的实施例,并非因此限制本发明的实施方式及保护范围,对于本领域技术人员而言,应当能够意识到凡运用本发明说明书内容以及附图所做出的等同替换和显而易见的变化所得到的方案,均应当包含在本发明的保护范围。
- 一种醋酸乙烯酯制备醋酸酯淀粉生产过程中副产物乙醛的处理方法
- 乙炔法醋酸乙烯酯生产装置中合成工序的节能系统及节能方法
- 乙炔法醋酸乙烯酯生产装置中合成工序的节能系统及节能方法