铝阀板表面多种缺陷快速检测方法、系统、介质、终端
文献发布时间:2023-06-19 12:13:22
技术领域
本发明公开涉及视觉光学设计技术领域,尤其涉及铝阀板表面多种缺陷快速检测方法、系统、介质、终端。
背景技术
铝阀板表面沟槽面不平整,阀板是否合格需要进行多方面的检测,如划痕、起皮、磕碰、气孔以及异物。目前一般都是通过人工进行检测,检测效率低,检测不够准确,金属块总长度约为220mm,实验台经过的扫描长度为250mm,扫描速度50mm/s,用时5s,从3D扫描图看,大部分沟槽是可以测量槽深的,但某些沟槽底面并不能完全扫描出来,存在部分的扫描盲区,导致无法检测其沟槽深度。
在现有技术中,人工或半自动化检测不利于提高检测效率和确保检测准确率,而现有的基于视觉检测的光学方案也存在一些限制,例如:应用传统的机器视觉检测技术,由于铝阀板表面有深度不一的凹槽,造成了传统的打光方式无法完整的拍摄到铝阀板的缺陷图像,难以满足快速在线检测的需求。现有的方案选择上会造成铝阀板部分区域产生盲区,导致拍摄铝阀板不完全。另外机械动作较多,结构设计复杂,由于铝阀板较大,要求的工作距离较大,通过机械手携带相机和光源实现定点拍照可更加准确和安全。
通过上述分析,现有技术存在的问题及缺陷为:
1、在长期的单一重复性工作中,工人容易产生疲劳,导致不合格的产品流入到应用市场中;
2、人工凭经验检测可能会出现的漏检问题,而且对于极限件合格性的判断会产生相对应的差异;
3、铝阀板的表面为非平整表面,表面凹槽较多,难以满足在线快速准确检测的需求,在机器视觉检测中存在许多问题。
解决上述技术问题的难度在于:铝阀板表面凹槽较多且深度不一,表面缺陷也是多样的,有划痕、起皮、磕碰等缺陷,位置存在铝阀板表面任意地方、缺陷的状态、大小均不同。由于沟槽深度的存在通过普通的打光拍照方式无法将铝阀板的缺陷拍的全面,本文提出一种铝阀板表面多种缺陷快速检测方法,适应不同类型、不同形态、不同位置的缺陷。
解决以上问题及缺陷的意义为:考虑到传统人工检测方式以及传统视觉的检测方式,采用本文提出的检测方法可以适应不同类型、不同形态、不同位置的缺陷,解决了传统人工检测的效率和精度问题、单镜头检测缺陷不完整和多目立体视觉成本高效率低的问题以及传统视觉检测由于普通打光方式受光线影响而造成的特征成像不理想的问题,提高了检测的效率和精度。
发明内容
为克服相关技术中存在的问题,本发明公开实施例提供了一种铝阀板表面多种缺陷快速检测方法及系统。本发明可有效采集铝阀板品质检测所需各个外表面的图片信息,相比于其他方案,本发明采用光度立体法从不同角度拍摄图像,完整的采集凹槽内无法采集到的缺陷,从而降低劳动强度、维护成本和潜在风险;提高拍摄精度和检测速度;所述技术方案如下:
该铝阀板表面多种缺陷快速检测方法包括以下步骤:
步骤一、针对铝阀板表面待检测的位置,通过机械手控制相机和光源到达指定位置,通过八个光源在同一平面的四个角度依次对铝阀板表面同一位置进行照射,相机随着不同光源的照射依次拍照,获取该光源在对应角度的图像;
步骤二、将每个光源角度对应的图像进行实时整合处理,利用光度立体视觉理论计算图像,获取其对应的光照反射率图像,以及图像的高斯卷积图;
步骤三、通过反照率图像以及高斯卷积图像获取图像的预处理区域,并进行极坐标转换和滤波处理;
步骤四、通过经验阈值方法判读是否存在起皮,并获取起皮所在区域位置信息;
步骤五、对获取的位置信息采用极坐标反变换得到对应图像位置信息,在得到的反照率图像上标识所有起皮所在的位置。
在一个实施例中,在步骤一中,根据铝阀板的检测位置的大小,进行拍摄位置的分割,根据相机成像原理,确定所要达到的视野范围和工作距离,计算得出工业镜头的焦距。
在一个实施例中,在步骤一中,4个角度的拍照方式中,建立如下方程组:
变为矩阵形式为:
在一个实施例中,在步骤一中,八个光源根据检测的特征,分为五个相机,其中四个相机拍摄铝阀板起皮缺陷,另一个相机拍摄铝阀板表面缺陷;根据光度立体视觉原理中的朗伯体表面反射模型,对于光照方向为S的光源,其表面的单位法向量为N,则其反射光的亮度I为:
I=ξS·N
其中:I表示为目标物体表面(x,y,z)处的漫反射光投射到相机上的光亮度,即图像灰度值I(x,y);ξ为物体表面反射率系数;S=(S
在一个实施例中,在五个相机中,其中四个拍照时周围的两个光源亮起,拍摄铝阀板四周角度的起皮;另一个相机在八个光源一次频闪时拍摄八张照片。
本发明的另一目的在于提供一种实现所述铝阀板表面多种缺陷快速检测方法的系统,该铝阀板表面多种缺陷快速检测系统包括:
图像采集模块,包括五台相机,周围的四台相机负责拍摄起皮情况,中间的一台相机负责拍摄正面的划伤缺陷;
运动控制模块,与所述图像采集模块相连接,通过运动控制器对各相机的运动状态进行控制;
上位机,通过I/O设备与各相机相连接,通过编写程序控制运动控制卡下的硬件I/O设备控制从而控制相机的拍照以及光源的开启;
存储模块,为相机拍摄的图像实时处理后传输到工控机上进行保存。
在一个实施例中,所述图像采集模块包括五台1200万像素相机以及中间相机为35mm镜头,周围四个相机为25mm镜头,中间相机镜头表面与铝阀板表面间隔:280mm,周围四个相机镜头表面与铝阀板表面距离:140mm,周围四个相机与铝阀板表面角度:36°。
在一个实施例中,所述运动控制模块通过运动控制卡进行控制,运动控制卡采用PCIe的通信方式与电脑通信;运动控制卡控制多个轴联动执行插补的运动轨迹,控制气缸、执行机构以及I/O输入输出、模拟量测量;运动控制卡通过拖拽外部多功能I/O模块的形式进行控制相机的触发以及光源的开启和关闭。
本发明的另一目的在于提供一种计算机可读存储介质,存储有计算机程序,所述计算机程序被处理器执行时,使得所述处理器执行所述铝阀板表面多种缺陷快速检测方法。
本发明的另一目的在于提供一种计算机数据处理终端,所述计算机数据处理终端包括存储器和处理器,所述存储器存储有计算机程序,所述计算机程序被所述处理器执行时,使得所述处理器执行如下步骤:
步骤一、针对铝阀板表面待检测的位置,通过机械手控制相机和光源到达指定位置,通过八个光源在同一平面的四个角度依次对铝阀板表面同一位置进行照射,相机随着不同光源的照射依次拍照,获取该光源在对应角度的图像;
步骤二、将每个光源角度对应的图像进行实时整合处理,利用光度立体视觉理论计算图像,获取其对应的光照反射率图像,以及图像的高斯卷积图;
步骤三、通过反照率图像以及高斯卷积图像获取图像的预处理区域,并进行极坐标转换和滤波处理;
步骤四、通过经验阈值方法判读是否存在起皮,并获取起皮所在区域位置信息;
步骤五、对获取的位置信息采用极坐标反变换得到对应图像位置信息,在得到的反照率图像上标识所有起皮所在的位置。
本发明公开的实施例提供的技术方案具有以下有益效果:
1、本发明根据相机成像原理,将铝阀板分为13个拍摄点位,正面9个拍摄点位,背面4个拍摄点位。解决了某些合格的很轻微的划痕也在图像上与不合格的划痕对比不明显,无法识别不合格产品的问题。
2、本发明有8个光源,5个相机,上述光源解决了传统光源打光不全面的问题,通过运动控制卡控制相机和光源,采用拖拽的多功能I/O模块进行硬接线连接,该模块有10个数字输出因此可以满足光度法拍照,此外运动控制卡的拖拽的外设可以扩展因此还可以扩展更多的I/O来控制更多的光源;
3、本发明采集到的图像实时处理后保存到工控机上,整个过程不需要人为参与,解决了传统人工检测铝阀板缺陷的问题,实现了机器视觉在线检测;
4、本发明解决了传统机器视觉检测,由于普通打光方式造成的缺陷检测不全面的问题,提高了检测的准确性;
5、本发明解决了多目立体视觉成本高效率低的问题。
6、检测项的增多,对于铝阀板内部划痕等检测项在现有的人工检测中,由于检测工具的局限性无法准确的检测,但是本发明可以实现准确检测,在不存在漏检的情况下,准确率达到了99.99%,且误检率在0.2%以下,避免了人工凭经验检测而漏检的情况,大大提高了良品率。
7、本发明的检测速度的提升,该设备一个小时最低检测10000件产品,一个人工检测一小时1000个左右,该设备的检测效率是人工的十倍;对于轮廓仪,三坐标等一些高精度仪器检测效率更慢。
8、当检测的数据连续出现NG时,设备会报警,提示工作人员检查上一道工序是否有问题,及时反馈问题,降低不合格件的数量;另外,检测数据可追溯,当需要查对某一天的检测数据,或是某一批次产品的数据,该设备可实现实时查询,下载。
9、现有技术与本发明提供的技术对比,如下表所示:
当理解的是,以上的一般描述和后文的细节描述仅是示例性和解释性的,并不能限制本公开。
附图说明
此处的附图被并入说明书中并构成本说明书的一部分,示出了符合本公开的实施例,并与说明书一起用于解释本公开的原理。
图1是本发明实施例提供的光度立体法检测系统示意图。
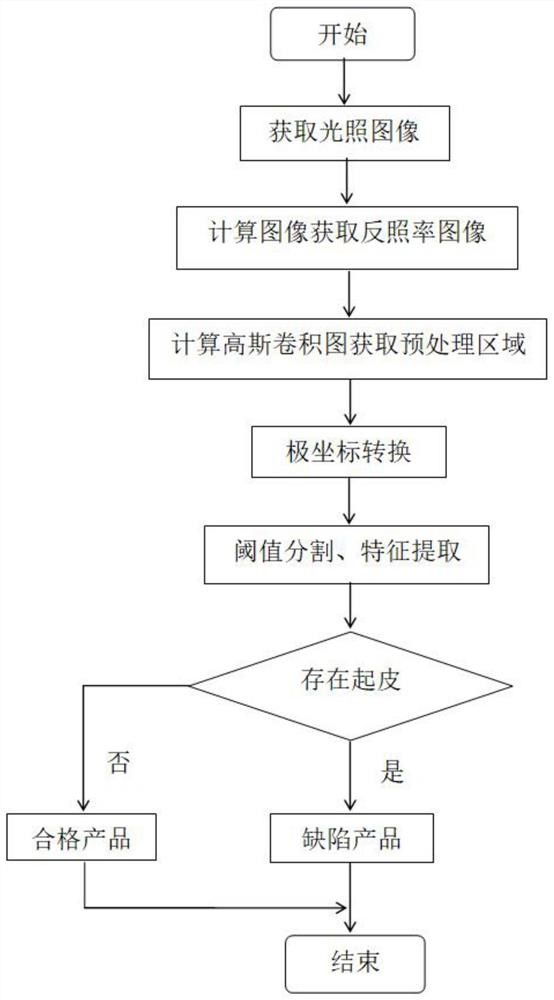
图2为本发明实施例中的一种铝阀板表面多种缺陷快速检测方法的流程图。
图3为本发明实施例中的一种铝阀板表面多种缺陷快速检测方法的设备图。
图4为本发明实施例中提供的发明中涉及到的13拍摄点位中的一个合成图。
图5为本发明实施例中提供的发明中涉及到的传统视觉拍照的铝阀板图像。
图6为本发明实施例中提供的发明中涉及到的铝阀板拍摄点位分割问题的8拍摄点位分割图像;
其中,a为第1工位至第4工位分割图;b为第5工位至第8工位分割图。
图7为本发明实施例中提供的发明中涉及到的铝阀板拍摄点位分割问题的13拍摄点位分割图像;
其中,a为第1工位至第9工位分割图;b为第10工位至第13工位分割图。
图8为本发明实施例中提供的发明中涉及到的铝阀板的缺陷图像。
图9为本发明实施例中提供的发明中涉及到的光度法拍摄的起皮图像。
具体实施方式
为使本发明的上述目的、特征和优点能够更加明显易懂,下面结合附图对本发明的具体实施方式做详细的说明。在下面的描述中阐述了很多具体细节以便于充分理解本发明。但是本发明能够以很多不同于在此描述的其它方式来实施,本领域技术人员可以在不违背本发明内涵的情况下做类似改进,因此本发明不受下面公开的具体实施的限制。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。本发明所使用的术语“垂直的”、“水平的”、“左”、“右”以及类似的表述只是为了说明的目的,并不表示是唯一的实施方式。
除非另有定义,本发明所使用的所有的技术和科学术语与属于本发明的技术领域的技术人员通常理解的含义相同。本发明中在本发明的说明书中所使用的术语只是为了描述具体的实施例的目的,不是旨在于限制本发明。本发明所使用的术语“及/或”包括一个或多个相关的所列项目的任意的和所有的组合。
如图1所示,本发明公开实施例提供了一种铝阀板表面多种缺陷快速检测方法,包括以下步骤:
步骤一、针对铝阀板表面待检测的位置,通过机械手控制相机和光源到达指定位置,通过8个光源在同一平面的4个角度依次对铝阀板表面同一位置进行照射,相机并随着不同光源的照射依次拍照,获取该光源在对应角度的图像。
步骤二、将每个光源角度对应的图像进行实时整合处理,即利用光度立体视觉理论计算图像,获取其对应的光照反射率图像,以及图像的高斯卷积图。
步骤三、通过反照率图像以及高斯卷积图像获取图像的预处理区域,对其进行极坐标转换,极坐标转换后进行滤波处理。
步骤四、通过经验阈值方法判读是否存在起皮,并获取起皮所在的大致区域位置信息。
步骤五、对获取的位置信息采用极坐标反变换得到对应图像位置信息,在步骤二中得到的反照率图像上标识所有起皮所在的位置。
在步骤一中,对于铝阀板拍照位置的分割;根据铝阀板的检测位置的大小,进行拍摄位置的分割。本发明针对测试的铝阀板表面的大小,将铝阀板分为13个拍摄点位,正面9个拍摄点位,背面4个拍摄点位,但不限于此个数。根据相机成像原理:确定所要达到的视野范围(FOV)和工作距离(WD),根据二者计算得出工业镜头的焦距(f),计算公式如下:
焦距f=WD×靶面尺寸h/FOV(H or V)
视野范围HF=WD×靶面尺寸(h)/焦距f
视场FOV(H or V)=靶面尺寸(h)/光学倍率
工作距离WD=f(焦距)×靶面尺寸(h)/FOV(H or V)
光学倍率=靶面尺寸(h)/FOV(H or V)。
如图1所示,本发明所述图像采集模块包括5个拍摄拍摄点位,周围四个相机拍摄时,与相机相邻的两个灯光亮,其余灯光不亮,中间相机每一个单独灯光亮时,拍摄一张图像,拍摄8张。每一个拍摄点位拍摄12张,按照拍摄点位顺序依次拍摄完所有拍摄点位。有8个光源,根据检测的特征,一共分为5个相机,其中4个相机拍摄铝阀板起皮缺陷,另一个相机拍摄铝阀板表面缺陷。根据光度立体视觉原理中的朗伯体表面反射模型,对于光照方向为S的光源,其表面的单位法向量为N,则其反射光的亮度I为:
I=ξS·N
其中:I表示为目标物体表面(x,y,z)处的漫反射光投射到相机上的光亮度,即图像灰度值I(x,y);ξ为物体表面反射率系数;S=(S
该系统具有四个不同角度的拍照方式,可建立如下方程组:
变为矩阵形式为:
具体如下:
相机1工作时,灯光1和灯光8亮;
相机2工作时,灯光2和灯光3亮;
相机3工作时,灯光4和灯光5亮;
相机4工作时,灯光6和灯光7亮;
相机1工作时,8个灯光依次频闪一次,每次灯光频闪时相机拍摄一张图像。
相机5在8个光源一次频闪时拍摄照片,一共拍摄8张照片。
相机1、相机2、相机3、相机4,拍照时周围的两个光源亮起,拍摄铝阀板四周角度的起皮。
8个拍摄点位摄的视野比较大,造成合格的很轻微的划痕也在图像上与不合格的划痕对比不明显,无法识别不合格产品,所以采用13个拍摄点位的方法使拍摄更为清晰。
如图6、7所示的拍摄点位分割示意图,根据上述计算,8个拍摄点位拍摄的视野比较大,造成合格的很轻微的划痕也在图像上与不合格的划痕对比不明显,无法识别不合格产品,故采用13拍摄点位分割。
在本发明中具体的实施中,设备图如图3所示,具体包括:
五台相机:1200万像素相机
镜头:中间镜头35mm;周围四个镜头25mm
检测目标:铝阀板
中间相机镜头表面与铝阀板表面间隔:280mm
周围四个相机镜头表面与铝阀板表面距离:140mm
周围四个相机与铝阀板表面角度:36°
相机使用运动控制卡进行控制,运动控制卡采用PCIe的通信方式与电脑通信,通信时具有实时性高的特点,以及控制多个轴联动执行插补等复杂的运动轨迹功能,此外运动控制卡还可以控制气缸、各种执行机构以及I/O输入输出、模拟量测量等,因此广泛运用于工控机集成相关的自动化控制系统中。本发明测试采用固高的GSN系列的运动控制卡通过拖拽外部多功能I/O模块的形式进行控制相机的触发以及光源的开启和关闭。上位机通过编写程序控制运动控制卡下的硬件I/O设备控制从而控制相机的拍照以及光源的开启。
在拍摄不同拍摄点位时,使用机械手臂定点控制相机和光源的位置。
所述采集的铝阀板图像,并将采集到的所述图像传输工控机进行保存包括以下步骤:
步骤一、相机5拍摄的8张图像,经过算法的处理,合成一张照片并保存到工控机上。
步骤二、相机1、相机2、相机3、相机4拍摄的4张图像直接保存到工控机上。
本发明的另一目的在于提供一种计算机可读存储介质,存储有计算机程序,所述计算机程序被处理器执行时,使得所述处理器执行所述铝阀板表面多种缺陷快速检测方法。
本发明的另一目的在于提供一种计算机数据处理终端,所述计算机数据处理终端包括存储器和处理器,所述存储器存储有计算机程序,所述计算机程序被所述处理器执行时,使得所述处理器执行如下步骤:
步骤一、针对铝阀板表面待检测的位置,通过机械手控制相机和光源到达指定位置,通过八个光源在同一平面的四个角度依次对铝阀板表面同一位置进行照射,相机随着不同光源的照射依次拍照,获取该光源在对应角度的图像;
步骤二、将每个光源角度对应的图像进行实时整合处理,利用光度立体视觉理论计算图像,获取其对应的光照反射率图像,以及图像的高斯卷积图;
步骤三、通过反照率图像以及高斯卷积图像获取图像的预处理区域,并进行极坐标转换和滤波处理;
步骤四、通过经验阈值方法判读是否存在起皮,并获取起皮所在区域位置信息;
步骤五、对获取的位置信息采用极坐标反变换得到对应图像位置信息,在得到的反照率图像上标识所有起皮所在的位置。
本领域技术人员在考虑说明书及实践这里公开的公开后,将容易想到本公开的其它实施方案。本申请旨在涵盖本公开的任何变型、用途或者适应性变化,这些变型、用途或者适应性变化遵循本公开的一般性原理并包括本公开未公开的本技术领域中的公知常识或惯用技术手段。说明书和实施例仅被视为示例性的,本公开的真正范围和精神由所附的权利要求指出。
应当理解的是,本公开并不局限于上面已经描述并在附图中示出的精确结构,并且可以在不脱离其范围进行各种修改和改变。本公开的范围应由所附的权利要求来限制。
- 铝阀板表面多种缺陷快速检测方法、系统、介质、终端
- 表面缺陷采集系统、表面缺陷检测方法、装置及存储介质