一种用于仓储挂片总装的双工位三轴焊接机
文献发布时间:2023-06-19 19:20:08
技术领域
本发明涉及工件总装焊接技术领域,特别涉及一种用于仓储挂片总装的双工位三轴焊接机。
背景技术
仓储挂片作为仓储横梁货架的异形结构组成部分,横梁货架是以存取托盘货物为目的的专业仓库货架。横梁式货架结构简洁、安全可靠,具有承重大、高度适应范围广泛、机械存取、选取效率高等特点。横梁式货架由立柱、横梁和仓储挂片组成。为了保证货架质量,避免坍塌,在货架制造过程中,对于异形结构的仓储挂片的焊接质量要求较高。
发明内容
针对现有技术的不足,本发明公开一种用于仓储挂片总装的双工位三轴焊接机,本发明可以完成对仓储挂片的总装焊接过程,同时设计有双工位结构,可以交替实现对仓储挂片进行总装焊接的目的。
本发明通过以下技术方案予以实现:
一种用于仓储挂片总装的双工位三轴焊接机,包括:机架、翻转可变位工装机构和三轴可调焊枪机构;所述机架的顶部前侧左右两端对称设有所述翻转可变位工装机构,后侧设有所述三轴可调焊枪机构,通过控制所述三轴可调焊枪机构交替对左右两侧所述翻转可变位工装机构上工装的仓储挂片进行焊接总装;
所述翻转可变位工装机构包括:翻转变位机构和工装夹具;所述翻转变位机构上安装有所述工装夹具,所述工装夹具包括:工装板、基板支撑座、角片支撑座、定位座、竖向压紧机构、侧向压紧机构和角片支撑机构;所述工作板的顶部和底部分别设有所述角片支撑座和所述角片支撑机构,所述角片支撑座和所述角片支撑机构上放置抵接有下侧角片,所述工装板的顶部设有所述基板支撑座,所述基板支撑座上放置抵接有基板,所述基板顶部放置抵接有上侧角片,使上侧角片处于所述角片支撑座上,所述工装板的后侧壁设有所述竖向压紧机构,实现对基板和角片的竖向压紧,所述工装板的后侧壁还包括设置的所述定位座,用于对基板的后侧壁进行抵接定位,所述工装板的前侧壁设有所述侧向压紧机构,用于对基板的前侧壁进行压紧。
优选的,所述翻转变位机构包括:固定竖板、轴承座、转轴和变位电机;左右两侧所述固定竖板上安装有所述轴承座,所述轴承座内转动安装有所述转轴,远离角片一侧的所述转轴的端部与所述变位电机的输出端相连,左右两侧所述转轴之间可拆卸锁紧有所述工装板。
优选的,所述工装板呈U型板结构设置,且所述工装板上还包括开设的避让槽,用于对所述角片支撑机构和所述三轴可调焊枪机构上的焊枪进行避让;所述基板支撑座包括:基板支撑块和基板支撑柱;所述基板支撑块位于左侧,两个所述基板支撑柱位于右侧,同时两个所述基板支撑柱呈前后分布;所述角片支撑座上还包括开设的L型抵接槽;两个所述翻转可变位工装机构之间还包括设置的遮挡板,用于对焊枪焊接时产生的飞屑进行遮挡。
优选的,所述竖向压紧机构包括:左压紧机构和右压紧机构;所述左压紧机构包括:L型板一和竖向压紧气缸一;所述L型板一上安装有所述竖向压紧气缸一,所述竖向压紧气缸一的下端设有定位圆盘;所述右压紧机构包括:L型板二、竖向压紧气缸二、压紧板一、导向杆一和压紧杆一;所述L型板二上安装有所述竖向压紧气缸二,所述竖向压紧气缸二的下端设有所述压紧板一,所述压紧板一的左右两端设有所述导向杆一,所述L型板二上开设有导向孔一,所述导向杆一的上端与所述导向孔一滑动相连,远离角片一侧的所述压紧板一上设有所述压紧杆一,用于对基板进行压紧。
优选的,所述侧向压紧机构包括:侧向板、侧向压紧气缸、移动板、压紧杆二和导向杆二;所述侧向板的后侧壁安装有所述侧向压紧气缸,所述侧向压紧气缸的前端设有所述移动板,所述移动板上分别设有所述压紧杆二和所述导向杆二,所述侧向板上开设有所述导向孔二,所述导向杆二与所述导向孔二之间滑动相连。
优选的,所述角片支撑机构包括:横向板、支撑气缸、支撑板、导向杆三和定位柱;所述横向板上安装有所述支撑气缸,所述支撑气缸的上端设有所述支撑板,所述支撑板上设有所述导向杆三,所述横向板上开设有所述导向孔三,所述导向杆三与所述导向孔三之间滑动相连,所述支撑板上还包括线性布设的两个所述定位柱。
优选的,所述三轴可调焊枪机构包括:X轴线性模组、Y轴线性模组和Z轴线性模组;所述X轴线性模组驱动所述Y轴线性模组在X轴向上左右调节,所述Y轴线性模组驱动所述Z轴线性模组在Y轴上前后调节,所述Z轴线性模组驱动焊枪在Z轴上上下调节。
优选的,所述X轴线性模组和所述Z轴线性模组采用电机驱动丝杠传动式结构;所述Y轴线性模组包括:口字型安装座、滑座、滑轨、斜齿条杆、斜齿轮和Y轴电机;所述口字型安装座的内腔顶壁、底壁分别对称设有所述滑座,上下两侧所述滑座之间滑动连接有所述滑轨,所述滑轨的左侧壁设有所述斜齿条杆,所述口字型安装座的左侧壁安装有所述Y轴电机,所述Y轴电机的输出端设有所述斜齿轮,所述斜齿轮与所述斜齿条杆之间相啮合,所述斜齿条杆的前端设有所述Z轴线性模组。
优选的,所述仓储挂片包括:基板和角片;所述基板的一端上下两侧分别布设工装有所述角片,所述基板和所述角片上分别对应开设有两个插接孔,用于与所述定位柱相插接配合,同时压紧板一的底部开设有两个避让孔,用于与所述定位柱相插接避让。
优选的,还包括PLC控制器和焊接电源箱,所述PLC控制器分别与所述焊接电源箱和所述翻转可变位工装机构和所述三轴可调焊枪机构电性相连。
本发明具有以下有益效果:
本发明在上述结构的设计和使用下,可以完成对仓储挂片的总装焊接过程,同时设计有双工位结构,可以交替实现对仓储挂片进行总装焊接的目的,即在对其中一个工位上的仓储挂片焊接时,可对另外一个工位上的仓储挂片进行工装固定;达到节省工作时间、无需停机、提高总装焊接效率的目的;而且本发明通过对焊枪进行三轴方向上的位置进行调节,可以提高对仓储挂片的快速焊接;通过工装夹具的设计,可以配合两个角片与基板之间进行工装固定,且提高了工装固定效果,不会使工装的仓储挂片产生偏移,进而提高焊枪在焊接时的焊缝效果;通过控制翻转变位机构的工作,可以实现对仓储挂片的角度变位,便于与焊枪进行配合焊接,实现自动化流程作业。
附图说明
为了更清楚地说明本发明实施例或现有技术中的技术方案,下面将对实施例或现有技术描述中所需要使用的附图作简单地介绍,显而易见地,下面描述中的附图仅仅是本发明的一些实施例,对于本领域普通技术人员来讲,在不付出创造性劳动的前提下,还可以根据这些附图获得其他的附图。
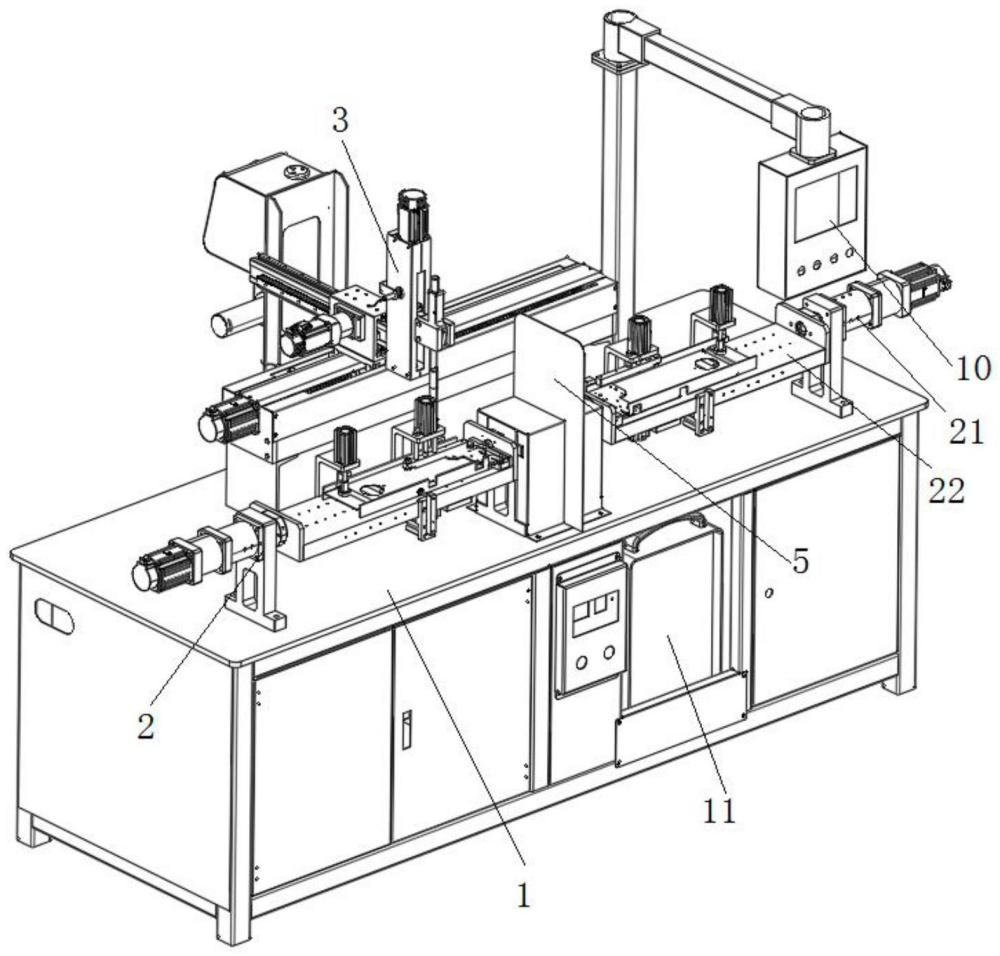
图1为本发明的结构正视图。
图2为本发明的翻转可变位工装机构的结构图。
图3为本发明的工装夹具的结构正视图。
图4为本发明的工装夹具的结构俯视图。
图5为本发明的工装夹具去仓储挂片的结构图。
图6为本发明的图5的结构仰视图。
图7为本发明的图5的结构俯视图。
图8为本发明的仓储挂片的结构图。
图9为本发明的三轴可调焊枪机构的结构图。
图10为本发明的Y轴线性模组的结构图。
图中:1-机架、2-翻转可变位工装机构、21-翻转变位机构、211-固定竖板、212-轴承座、213-转轴、214-变位电机、22-工装夹具、221-工装板、222-基板支撑座、223-角片支撑座、224-定位座、225-竖向压紧机构、226-侧向压紧机构、227-角片支撑机构、3-三轴可调焊枪机构、31-X轴线性模组、32-Y轴线性模组、321-口字型安装座、322-滑座、323-滑轨、324-斜齿条杆、325-斜齿轮、326-Y轴电机、33-Z轴线性模组、34-焊枪、4-仓储挂片、41-基板、42-角片、43-插接孔、5-遮挡板、61-左压紧机构、611-L型板一、612-竖向压紧气缸一、71-右压紧机构、711-L型板二、712-竖向压紧气缸二、713-压紧板一、714-导向杆一、715-压紧杆一、81-侧向板、82-侧向压紧气缸、83-移动板、84-压紧杆二、85-导向杆二、91-横向板、92-支撑气缸、93-支撑板、94-导向杆三、95-定位柱、10-PLC控制器、11-焊接电源箱。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
如图1-10,本发明实施例提供了一种用于仓储挂片总装的双工位三轴焊接机的技术方案,包括:机架1、翻转可变位工装机构2和三轴可调焊枪机构3;机架1的顶部前侧左右两端对称设有翻转可变位工装机构2,后侧设有三轴可调焊枪机构3,通过控制三轴可调焊枪机构3交替对左右两侧翻转可变位工装机构2上工装的仓储挂片4进行焊接总装;
翻转可变位工装机构2包括:翻转变位机构21和工装夹具22;翻转变位机构21上安装有工装夹具22,工装夹具22包括:工装板221、基板支撑座222、角片支撑座223、定位座224、竖向压紧机构225、侧向压紧机构226和角片支撑机构227;工作板的顶部和底部分别设有角片支撑座223和角片支撑机构227,角片支撑座223和角片支撑机构227上放置抵接有下侧角片42,工装板221的顶部设有基板支撑座222,基板支撑座222上放置抵接有基板41,基板41顶部放置抵接有上侧角片42,使上侧角片42处于角片支撑座223上,工装板221的后侧壁设有竖向压紧机构225,实现对基板41和角片42的竖向压紧,工装板221的后侧壁还包括设置的定位座224,用于对基板41的后侧壁进行抵接定位,工装板221的前侧壁设有侧向压紧机构226,用于对基板41的前侧壁进行压紧。
翻转变位机构21包括:固定竖板211、轴承座212、转轴213和变位电机214;左右两侧固定竖板211上安装有轴承座212,轴承座212内转动安装有转轴213,远离角片42一侧的转轴213的端部与变位电机214的输出端相连,左右两侧转轴213之间可拆卸锁紧有工装板221。
工装板221呈U型板结构设置,且工装板221上还包括开设的避让槽,用于对角片支撑机构227和三轴可调焊枪机构3上的焊枪34进行避让;基板支撑座222包括:基板支撑块和基板支撑柱;基板支撑块位于左侧,两个基板支撑柱位于右侧,同时两个基板支撑柱呈前后分布;角片支撑座223上还包括开设的L型抵接槽;两个翻转可变位工装机构2之间还包括设置的遮挡板5,用于对焊枪34焊接时产生的飞屑进行遮挡。
优选的,竖向压紧机构225包括:左压紧机构61和右压紧机构71;左压紧机构61包括:L型板一611和竖向压紧气缸一612;L型板一611上安装有竖向压紧气缸一612,竖向压紧气缸一612的下端设有定位圆盘;右压紧机构71包括:L型板二711、竖向压紧气缸二712、压紧板一713、导向杆一714和压紧杆一715;L型板二711上安装有竖向压紧气缸二712,竖向压紧气缸二712的下端设有压紧板一713,压紧板一713的左右两端设有导向杆一714,L型板二711上开设有导向孔一,导向杆一714的上端与导向孔一滑动相连,远离角片42一侧的压紧板一713上设有压紧杆一715,用于对基板41进行压紧。
优选的,侧向压紧机构226包括:侧向板81、侧向压紧气缸82、移动板83、压紧杆二84和导向杆二85;侧向板81的后侧壁安装有侧向压紧气缸82,侧向压紧气缸82的前端设有移动板83,移动板83上分别设有压紧杆二84和导向杆二85,侧向板81上开设有导向孔二,导向杆二85与导向孔二之间滑动相连。
角片支撑机构227包括:横向板91、支撑气缸92、支撑板93、导向杆三94和定位柱95;横向板91上安装有支撑气缸92,支撑气缸92的上端设有支撑板93,支撑板93上设有导向杆三94,横向板91上开设有导向孔三,导向杆三94与导向孔三之间滑动相连,支撑板93上还包括线性布设的两个定位柱95。
三轴可调焊枪机构3包括:X轴线性模组31、Y轴线性模组32和Z轴线性模组33;X轴线性模组31驱动Y轴线性模组32在X轴向上左右调节,Y轴线性模组32驱动Z轴线性模组33在Y轴上前后调节,Z轴线性模组33驱动焊枪34在Z轴上上下调节。
X轴线性模组31和Z轴线性模组33采用电机驱动丝杠传动式结构;Y轴线性模组32包括:口字型安装座321、滑座322、滑轨323、斜齿条杆324、斜齿轮325和Y轴电机326;口字型安装座321的内腔顶壁、底壁分别对称设有滑座322,上下两侧滑座322之间滑动连接有滑轨323,滑轨323的左侧壁设有斜齿条杆324,口字型安装座321的左侧壁安装有Y轴电机326,Y轴电机326的输出端设有斜齿轮325,斜齿轮325与斜齿条杆324之间相啮合,斜齿条杆324的前端设有Z轴线性模组33。
仓储挂片4包括:基板41和角片42;基板41的一端上下两侧分别布设工装有角片42,基板41和角片42上分别对应开设有两个插接孔43,用于与定位柱95相插接配合,同时压紧板一713的底部开设有两个避让孔,用于与定位柱95相插接避让。
还包括PLC控制器10和焊接电源箱11,PLC控制器10分别与焊接电源箱11和翻转可变位工装机构2和三轴可调焊枪机构3电性相连。
还包括如下工作原理:
首先在左右两个双工位的翻转可变位工装机构2上将仓储挂片4进行工装固定;其中对左侧工位上的翻转可变位工装机构2上将仓储挂片4进行工装固定的具体工装过程如下:
步骤1:控制角片支撑机构227工作,即驱动支撑气缸92的活塞杆伸长,带动支撑板93向上移动,直至与角片支撑座223上的L型抵接槽的槽底部相齐平,随后将下侧角片42放置于支撑板93和L型抵接槽上,且使其定位柱95插接穿过下侧角片42上的插接孔43;
步骤2:随后将基板41放置于基板支撑块和基板支撑柱上,且使其基板41的底部右侧放置于下侧角片42上,使其定位柱95继续插接穿过基板41上的插接孔43;同时将基板41的后侧壁与左右布设的定位座224进行抵接后,控制侧向压紧机构226工作,即驱动侧向压紧气缸82的活塞杆缩短,带动移动板83和压紧杆向后侧移动,直至压紧杆与基板41的前侧壁相压紧抵接,完成对基板41的工装定位;
步骤3:继续将上侧角片42放置于基板41的顶部右侧,使其定位柱95插接穿过上侧角片42的插接孔43,且使其上侧角片42放置于L型抵接槽内,随后控制竖向压紧机构225工作,即先控制右压紧机构71工作,随后再控制左压紧机构61工作;上述右压紧机构71工作时,驱动竖向压紧气缸二712的活塞杆伸长,带动压紧板一713和压紧杆一715向下移动,直至压紧杆一715与基板41顶部相压紧抵接,压紧板一713与上侧角片42压紧抵接,且定位柱95的上端位于避让孔内;随后继续控制竖向压紧气缸一612的活塞杆伸长,带动定位圆盘向下移动,直至与基板41的顶部相压紧抵接;此时完成对仓储挂片4的工装固定;
步骤4:控制三轴可调焊枪机构3工作,即分别调节X轴线性模组31、Y轴线性模组32和Z轴线性模组33动作,调节焊枪34的位置,使其方便对仓储挂片4进行焊接;上述X轴线性模组31和Z轴线性模组33的工作过程参见公知常识即可,在此不再对其进行赘述;上述Y轴线性模组32工作时,即控制Y轴电机326正反转动,驱动斜齿轮325转动,在斜齿轮325与斜齿条杆324的传动配合下,带动斜齿条杆324在滑轨323与滑座322的导向下前后移动;
步骤5:在上述对焊枪34进行三轴方向上的位置进行调节时,还包括控制翻转变位机构21的工作,即通过控制翻转电机正反转动,实现对工装板221的正反180度交替翻转,实现对工装板221上工装的仓储挂片4的角度变位,便于与焊枪34进行配合焊接,完成对仓储挂片4的总装焊接。上述对焊枪34进行三轴方向上的位置进行调节和工装板221的正反180度交替翻转之间的配合程度使用PLC控制器10上的编程软件控制系统进行控制。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的精神和范围。
- 一种三轴定子铁芯焊接机
- 一种四工位三轴桁架机械手装置
- 一种适用于假三轴试验机的真三轴加载装置及试验方法
- 一种双Y轴工位超声波自动鞋面定位焊接机
- 一种用于充气柜三工位机构双轴操作面板连锁