碳纤维自行车车圈的预成型治具及成型模具、成型方法
文献发布时间:2023-06-19 09:41:38
技术领域
本发明涉及碳纤维自行车车圈的预成型治具及成型模具、成型方法。
背景技术
目前,随着人们生活水平的不断提高,高档自行车的需求越来越多,自行车运动越来越普及,人们开始追求更加轻巧的骑行工具,碳纤维由于其轻而强的特点,非常适合制造轻量化的自行车,目前,高档自行车的“碳纤化”的趋势愈发明显。
传统的碳纤维自行车车圈的模具采用三片式成型,模具成本高,成型入模方式复杂,且滑块易变形,胎唇倒钩造型易缺失,胎槽易内折等诸多缺点。或者,直接采用胎槽缠绕工艺又会造成碳纱浪费严重,倒钩位置纱层不连续,影响产品整体性能。
发明内容
本发明提供了碳纤维自行车车圈的预成型治具,其克服了背景技术所存在的不足。本发明解决其技术问题所采用的技术方案之一是:
碳纤维自行车车圈的预成型治具,自行车车圈包括车圈本体、两个支撑脚和两个倒钩,车圈本体设有内腔,两个支撑脚分别固接在车圈本体底端的两侧,两个倒钩分别固接在两个支撑脚的末端且相对布置,车圈本体之内腔底壁、两个支撑脚和两个倒钩之间形成了配合腔,该预成型治具包括具有柔性的塑胶件,该塑胶件包括塑胶本体,所述塑胶本体包括一体设置的成型部和活动配合部,该成型部可伸入配合腔内且成型部顶端面与车圈本体底端面相贴合,成型部两侧壁分别与两个支撑脚内侧面相贴合,且成型部两侧壁分别设有与倒钩形状相适配的一个钩槽。
一较佳实施例之中,所述活动配合部朝向靠近成型部的方向凹设有第一凹槽;或者,所述活动配合部朝向远离成型部的方向凸设有第一突起。
一较佳实施例之中,所述成型部顶端面呈圆弧形,所述两个钩槽相背向布置。
一较佳实施例之中,该预成型治具还包括芯体,所述芯体形状与车圈本体之内腔形状相适配。
一较佳实施例之中,所述车圈本体头端呈圆锥形,所述芯体头端为圆锥形。
本发明解决其技术问题所采用的技术方案之二是:
一种碳纤维自行车车圈的成型模具,其应用上述所述的预成型治具,所述成型模具包括下成型模具、上成型模具和滑块,所述上成型模具与下成型模具相开合配合,所述下成型模具和上成型模具之间形成固化腔,所述滑块滑动设置于固化腔内,且所述滑块与塑胶件之活动配合部呈嵌合配合。
一较佳实施例之中,所述活动配合部朝向靠近成型部的方向凹设有第一凹槽,所述滑块设有与该第一凹槽相嵌合配合的第二突起;或者,所述活动配合部朝向远离成型部的方向凸设有第一突起,所述滑块设有与该第一突起相嵌合配合的第二凹槽。
本发明解决其技术问题所采用的技术方案之三是:碳纤维自行车车圈的成型方法,其应用上述所述的碳纤维自行车车圈的成型模具,包括:
预成型:先将碳纤维原料缠绕在芯体外周,接着,将塑胶件之成型部顶端面靠抵在芯体底端的碳纤维原料上,再将碳纤维原料继续缠绕在芯体外周和塑胶件外周直至达到所需的厚度以形成预成型的半成品;
固化成型:将半成品放入成型模具的固化腔内,且移动滑块直至滑块与塑胶件之活动配合部呈嵌合配合,以使半成品定位在固化腔内,接着进行固化成型,得到自行车车圈的成品;
固化完成后,移动滑块以使滑块与塑胶件之活动配合部相分离,再将成品和塑胶件从固化腔内一同取出,最后将塑胶件与成品进行分离即可。
由上述对本发明的描述可知,与现有技术相比,本发明具有如下有益效果:
1.自行车车圈成型过程中,固化完成后,可将成品和塑胶件从固化腔内一同取出,再将塑胶件进行分离,由于塑胶件具有柔性,可保证二者的顺利分离,且不会造成倒钩缺失,也不会造成倒钩内折,同时,该种模具结构可极大降低生产成本,适合大规模使用。
2.成型部顶端面呈圆弧形,可进一步提高车圈本体的强度。
3.滑块与塑胶件之活动配合部呈嵌合配合,使得滑块与塑胶件之间可以快速分离,同时二者嵌合配合时又可保证相对固定完成固化过程。
附图说明
图1为第一较佳实施例的一种碳纤维自行车车圈的成型模具的结构示意图,上成型模具处于打开状态。
图2为第一较佳实施例的一种碳纤维自行车车圈的成型模具的结构示意图,上成型模具处于关闭状态。
图3为第一较佳实施例的预成型的半成品的结构示意图。
图4为第一较佳实施例的塑胶件的结构示意图。
图5为第二较佳实施例的一种碳纤维自行车车圈的成型模具的结构示意图,上成型模具处于打开状态。
图6为第二较佳实施例的一种碳纤维自行车车圈的成型模具的结构示意图,上成型模具处于关闭状态。
图7为第二较佳实施例的预成型的半成品的结构示意图。
图8为第二较佳实施例的塑胶件的结构示意图。
图9为第三较佳实施例的预成型的半成品的结构示意图。
图10为第三较佳实施例的塑胶件的结构示意图。
图11为第三较佳实施例的一种碳纤维自行车车圈的成型模具的结构示意图,上成型模具处于打开状态。
图12为第四较佳实施例的一种碳纤维自行车车圈的成型模具的结构示意图,上成型模具处于关闭状态。
具体实施方式
以下通过具体实施方式对本发明作进一步的描述。
自行车车圈包括车圈本体10、两个支撑脚11和两个倒钩12,车圈本体10设有内腔,两个支撑脚11分别固接在车圈本体10底端的两侧,两个倒钩12分别固接在两个支撑脚11的末端,车圈本体10之内腔底壁、两个支撑脚11和两个倒钩12之间形成了配合腔13。
参照图4,为碳纤维自行车车圈的预成型治具的第一较佳实施例。
该预成型治具包括具有柔性的塑胶件。
如图4所示,该塑胶件包括塑胶本体30,所述塑胶本体30包括一体设置的成型部34和活动配合部35,该成型部34可伸入配合腔13内且成型部34顶端面与车圈本体10底端面相贴合,成型部34两侧壁分别与两个支撑脚11内侧面相贴合,且成型部34两侧壁分别设有与倒钩12形状相适配的一个钩槽31。
本实施例中,所述活动配合部35朝向靠近成型部34的方向凹设有第一凹槽32。
本实施例中,所述成型部34顶端面呈圆弧形,所述两个钩槽31相背向布置。
本实施例中,该预成型治具还包括芯体20,所述芯体20形状与车圈本体10之内腔形状相适配。
本实施例中,所述车圈本体10头端呈圆锥形,所述芯体20头端为圆锥形。
本实施例中,该芯体20可采用保利龙或类似材质,在加热固化过程中该芯体20会变形收缩变成小块状。
碳纤维原料可缠绕在芯体20外周、塑胶件之成型部34外周以及芯体20与成型部34顶端面之间以形成预成型件,如图3所示,预成型件可放入成型模具内进行固化成型。
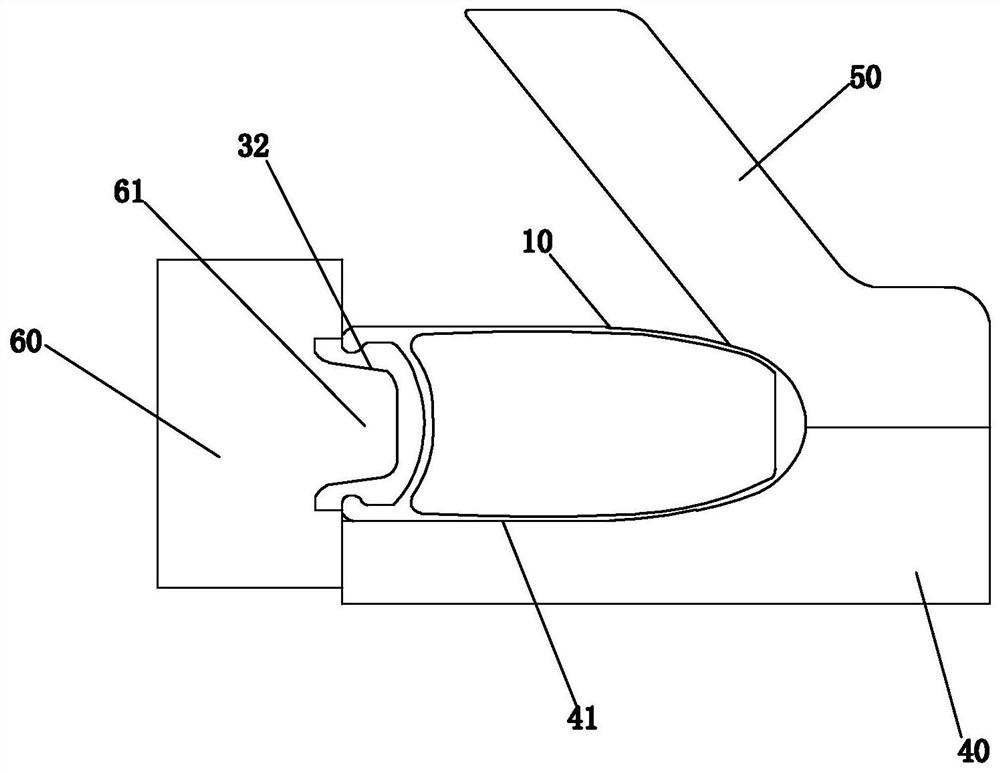
请查阅图1和图2,为应用上述预成型治具的成型模具的第一实施例,包括下成型模具40、上成型模具50和滑块60,所述上成型模具50与下成型模具40相开合配合,所述下成型模具40和上成型模具50之间形成固化腔41,所述滑块60滑动设置于固化腔41内,且所述滑块与塑胶件呈嵌合配合。如图1所示,上成型模具与下成型模具之间相铰接连接,以使上成型模具可处于打开或关闭状态。
本实施例中,如图1所示,所述滑块60设有与该第一凹槽32相嵌合配合的第二突起61。
自行车车圈的成型过程如下:
预成型:先将碳纤维原料缠绕在芯体20外周,接着,将塑胶件30靠抵在芯体20底端的碳纤维原料上,再将碳纤维原料继续缠绕在芯体20外周和塑胶件之成型部34外周直至达到所需的厚度以形成预成型的半成品,如图3所示;
固化成型:将半成品放入成型模具的固化腔41内,且移动滑块60直至滑块60与塑胶件之活动配合部35呈嵌合配合,以使半成品定位在固化腔41内,接着进行固化成型,得到自行车车圈的成品;
固化完成后,移动滑块60以使滑块60与塑胶件之活动配合部35相分离,再将成品和塑胶件30从固化腔41内一同取出,最后将塑胶件30与成品进行分离即可。
由于塑胶件30具有柔性,可保证二者的顺利分离,且不会造成倒钩缺失,也不会造成倒钩内折,同时,该种模具结构可极大降低生产成本,适合大规模使用。由于芯体20在固化过程中会变形收缩呈小块状,此时,可在成品的车圈本体10处开设有一个装配孔,以将小块状的芯体20取出。
请查阅图8,为碳纤维自行车车圈的预成型治具的第二较佳实施例。本实施例与上一实施例的区别之处在于,本实施例中,所述活动配合部35朝向远离成型部34的方向凸设有第一突起33。也即,该塑胶件30呈蘑菇形状。
请查阅图5和图6,为成型模具的第二实施例。
本实施例中,所述滑块60设有第二凹槽62,该第二凹槽62与第一突起33相嵌合配合。
请查阅图9和图10,为碳纤维自行车车圈的预成型治具的第三实施例。实施例与上一实施例的结构大体相同,区别之处在于,本实施例中,所述活动配合部35长度较长一些,其与成型部34相连接的部分宽度与成型部34宽度相同,也即,活动配合部35与第一突起33之间具有第一台阶面36。
请查阅图11,为成型模具的第三实施例。本实施例中,采用第三实施例的预成型治具,此时,滑块60的第二凹槽62内设有第二台阶面63,以使活动配合部35和第一突起33均可伸入第二凹槽62内。
请查阅图12,为成型模具的第四实施例。本实施例中,采用第三实施例的预成型治具,此时,滑块60的第二凹槽62内未设有台阶面,该第二凹槽62的形状与第一突起33相适配。也即,滑块的结构与第二实施例中滑块的结构相同。
上述仅为本发明的具体实施方式,但本发明的设计构思并不局限于此,凡利用此构思对本发明进行非实质性的改动,均应属于侵犯本发明保护范围的行为。
- 碳纤维自行车车圈的预成型治具及成型模具、成型方法
- 碳纤维自行车车圈的预成型治具及成型模具