喷涂机构及其在纺织品加工用助剂瓶上的应用
文献发布时间:2023-06-19 09:58:59
技术领域
本发明涉及纺织试剂瓶加工技术领域,尤其涉及喷涂机构及其在纺织品加工用助剂瓶上的应用。
背景技术
喷涂机主要由供料装置、喷枪、雾化发生源构成。雾化发生源因不同类型、喷涂机而异:空气喷涂机的雾化发生源由空气压缩机、输气管、空气油水分离器、贮气罐组成;无空气喷涂机雾化发生源由动力源、高压泵组成;静电喷涂机的雾化发生源由高频高压静电发生器组成。
常见的喷涂机如专利申请201220450277.0公开的一种喷涂机、专利申请201922023770.9公开的一种便于更换喷头的喷涂机。纺织品在加工过程中如纤维合成、染色、复合膜的制备、溶液纺丝、静电纺织以及面料复合工艺、涂覆工艺、浸轧工艺等过程,需要用到多种化工助剂,部分化学助剂其自身耐光性较差需要进行遮光储存,如银氨、硝酸银、硝酸等。现有技术的方式是将需要遮光储存的助剂存储在存在遮光层的瓶体中,其中,瓶体喷涂遮光层是实现上述遮光层与瓶体结合的一种方式。
传统的线上输送喷涂装置如专利申请201810842020.1公开的一种喷涂输送机,当工件输送至滑动座上的齿轮与齿条相互啮合时,通过齿轮转动带动工件旋转,实现工件在旋转状态下的进行喷涂;但是,对于长度较长的工件,当从喷枪中喷射出的喷涂液自上而下对工件进行表面喷涂时,由于工件的长度较长,喷涂液很难对工件中位置较低的区域进行均匀喷涂,同样会导致喷涂均匀性差的技术问题。
此外,输送装置中的工件是间隔进行输送的,在相邻两个工件之间存在间距,由于现有技术的输送喷涂装置中的喷涂机多是连续工作,当输送装置中的空白区域与喷涂机相对时,从喷涂机中喷射出的喷涂液并不能作用在工件中,导致喷涂液的浪费。
发明内容
本发明旨在针对现有技术喷涂机构对长度较长的工件进行喷涂难以保证工件下端喷涂的充分性而导致喷涂均匀性差以及喷涂机持续工作而导致喷涂液的浪费所产生的喷涂液利用率低、喷涂效率低的技术问题,提供一种喷涂机构及其在纺织品加工用助剂瓶上的应用。
本发明通过以下技术手段实现解决上述技术问题的:一种喷涂机构,包括输送机、喷涂件安装件、喷涂机,多个所述喷涂件安装件沿着所述输送机的输送方向间隔分布在所述输送机上,所述喷涂机用以对输送至所述输送机的喷涂段上的喷涂件安装件上安装的待喷涂的喷涂件进行喷涂;在输送机的两侧对称设置有挡板;
所述喷涂件安装件包括升降装置、支撑件、安装件本体、齿轮、传动组件;所述安装件本体设置在所述支撑件的上方且与所述支撑件转动配合,所述升降装置设置在所述输送机上,所述支撑件被支撑在所述升降装置上且所述支撑件升降运动能带动所述升降装置运动;所述安装件本体通过所述传动组件与所述齿轮联动;
还包括接触转动件、齿条、升降驱动装置、升降联动装置、接触转动开关;
所述接触转动件与所述挡板转动配合,所述齿条设置在所述挡板上,所述升降驱动装置、所述升降联动装置、接触转动件相互联动;所述升降驱动装置运动致使所述支撑件升降运动;在所述喷涂件安装件输送至所述齿轮与所述齿条啮合的时间段,所述接触转动开关发生接触转动;
所述支撑件与所述接触转动件接触能带动所述升降联动装置传动至第一弹性件形变、所述升降驱动装置同步运动;当所述喷涂件安装件输送至所述齿轮与所述齿条啮合且所述升降驱动装置处于运动状态时,所述安装件本体在旋转状态下升降运动;
所述接触转动开关转动致使第二弹性件形变并带动喷头开闭传动组件传动致所述喷头开闭阀开启,喷涂机中的喷涂液能从喷涂机的喷头喷射在处于旋转、升降运动状态下的所述安装件本体上的喷涂件的表面。
优选地,所述接触转动开关包括弯折杆且所述弯折杆与一侧的挡板转动配合;在所述输送机上设置有接触块,当所述喷涂件安装件输送至所述齿轮与所述齿条啮合时,所述接触块与所述弯折杆的倾斜段接触带动所述弯折杆转动至弯折杆的弯折段呈水平,且水平状的弯折段的底部与所述接触块的顶部接触;当所述喷涂件安装件输送至所述齿轮离开齿条时,所述接触块输送至离开所述弯折杆。
优选地,所述输送机为链板输送机,所述接触块设置在所述链板输送机的链板上。
优选地,所述喷头开闭传动组件包括摆动杆、连接杆、升降连接杆,所述摆动杆的一端与所述弯折杆通过连接转轴连接,所述连接转轴与一侧的挡板转动配合;所述摆动杆的另一端与所述连接杆的一端铰接,所述连接杆的另一端与所述升降连接杆下端铰接,所述升降连接杆的上端与所述喷头开闭阀连接,所述喷头开闭阀与所述喷头的腔体在竖直方向上滑动配合;所述接触块与所述弯折杆的倾斜段接触带动所述弯折杆转动能带动所述喷头开闭阀开启,所述弯折杆复位转动能带动所述喷头开闭阀闭合。
优选地,所述输送机中的一段形成上料喷涂段,在所述上料喷涂段的两侧对称设置有所述挡板;所述上料喷涂段按照输送方向由前至后依次包括上料段、所述喷涂段;
所述喷涂件安装件还包括抵压件、转动件、抵压传动装置;所述安装件本体存在内部空腔,所述安装件本体的两侧均开设有与所述内部空腔连通的导向通孔;
所述转动件通过所述抵压传动装置与所述抵压件联动,第三弹性件被装配致使所述抵压件的局部伸出对应的导向通孔;
在所述挡板中与所述上料段相对的区域上设置有第一接触块,当所述喷涂件安装件输送至所述转动件与所述第一接触块接触时,所述转动件转动能带动所述抵压件收容在所述内部空腔中。
优选地,所述升降联动装置包括第一连接转轴、第一大齿轮、第一小齿轮、第二大齿轮、第二小齿轮、第二连接转轴、第三连接转轴、第四连接转轴;
所述接触转动件包括第一接触转动件、第二接触转动件,所述第一接触转动件、第二接触转动件分别对称位于所述输送机的两侧且设置在对应的挡板上;
所述第一接触转动件通过所述第一连接转轴与对应的挡板转动配合,所述第一大齿轮套接在所述第一连接转轴上且与所述第一小齿轮啮合,所述第一小齿轮通过所述第二连接转轴与对应的挡板转动配合;
所述升降驱动装置包括第一凸轮、第二凸轮;所述第一凸轮套接在第二连接转轴上;
所述第二接触转动件通过第三连接转轴与对应的挡板转动配合,第二大齿轮套接在第三连接转轴上且与第二小齿轮啮合,所述第二小齿轮、第二凸轮均套接在第四连接转轴上。
优选地,所述抵压传动装置包括第一齿条、第二齿条、抵压传动齿轮;所述抵压传动齿轮通过抵压传动转轴与所述内部空腔转动配合;所述第一齿条、第二齿条分别与所述抵压传动齿轮的上下两侧啮合,且所述第一齿条的端部、第二齿条的端部分别与对应的抵压件连接;所述抵压传动转轴的端部伸出所述内部腔体与所述转动件连接。
优选地,在所述抵压件中能伸出对应的导向通孔的端部设置有橡胶层
优选地,所述升降装置包括底筒、升降杆、升降弹簧;所述底筒的底部设置在所述输送机上,在所述底筒的侧面开设有上下导向的条形通槽,所述升降杆套设在所述底筒中与所述底筒在竖直方向滑动配合且所述升降杆其侧面的局部伸出所述条形通槽,所述升降杆中伸出条形通槽区域的前端面与所述条形通槽的前内壁接触,所述升降杆中伸出条形通槽区域的后端面与所述条形通槽的后内壁接触;所述升降弹簧被装配致使所述升降杆中伸出所述条形通槽的区域的底面与所述条形通槽的内底面接触,所述升降杆的顶部伸出所述底筒的顶部与所述支撑件的底部连接。
本发明还公开一种采用上述的喷涂机构对纺织品加工用助剂瓶进行喷涂的方法,包括以下步骤:
步骤一、将瓶体开口向下套设在各个安装件本体上;
步骤二、当位置在后的喷涂件安装件输送至其中的齿轮与齿条啮合且与升降驱动装置对应时,位置在前的喷涂件安装件输送至其支撑件与接触转动件接触,位置在后的喷涂件安装件中的瓶体做旋转、升降运动;此处同时,接触转动开关转动带动喷头开闭传动组件传动致喷头开闭阀开启,喷涂机中的喷涂液从喷涂机的喷头喷射至该位置在后的喷涂件安装件中的瓶体的表面;
步骤三、当该位置在后的喷涂件安装件输送至齿轮与齿条分离后,接触转动开关复位转动带动喷头开闭传动组件复位传动致喷头开闭阀关闭
本发明的优点在于:(1)本发明在喷涂阶段能实现安装件本体在旋转的同时进行升降运动,从而使得瓶体在旋转的同时进行升降运动,加大了瓶体与喷涂液之间的接触面积、接触程度,尤其保证长度(该长度即瓶体竖直放置时的高度)较长的瓶体其下端表面充分与喷涂液接触。(2)本发明的旋转升降方式是集成在输送装置上,将输送运动与旋转升降运动协同,而非将升降运动集成在喷涂装置时,无需在喷涂装置处配置单独的升降驱动器,减少了动力源。(3)本发明的升降运动是通过喷涂件安装件输送至与转动件接触联动升降驱动装置运动的,每次升降周期数与转动件的转动幅度相关,不受喷涂件安装件输送速率的影响,摒弃了在喷涂机处配置单独的升降驱动器,当如需要根据喷涂厚度或者喷涂液的不同而变化喷涂时间时,需要根据喷涂件安装件输送速率而实时调整喷涂机处的升降驱动器每次升降周期数所导致操控麻烦的技术问题。(4)由于本发明在喷涂件安装件输送至齿轮与齿条啮合的时间段,接触转动开关发生接触转动,接触转动开关转动致使第二弹性件形变并带动喷头开闭传动组件传动致喷头开闭阀开启,喷涂机中的喷涂液能从喷涂机的喷头喷射在处于旋转、升降运动状态下的安装件本体上的瓶体的表面,实现了喷头的间歇开闭,在保证正常喷涂的基础上,极大节约了喷涂液,防止喷涂液的浪费。(5)采用本发明自发式的触发式的喷头的间歇开闭方式与本发明的输送进行协同,具有很好的操控精准性,更方便进行实际工业流水加工生产。(6)相比采用位置传感器调控喷头开闭的方式,本发明不会因位置传感器信号接触不良、位置传感器长期暴露在外界被污染以及信号节点传输偏差等而导致控制精度下降的技术问题出现,且便于维修。
进一步,由于链板输送机的链板前后长度一般有限,导致接触块的前后长度有限,导致接触块带动接触转动开关转动至最大摆幅后,接触块会很快与接触转动开关相脱离,从而导致喷头单次开启时长受限,造成瓶体尚在进行旋转时,喷头就已关闭,不能对瓶体进行充分喷涂。因此,采用本发明结构的弯折杆,利用弯折段作为延长端,通过水平状的弯折段的底部与接触块的顶部接触,保证弯折杆转动至最大摆幅后,能存在较长的延续时间,能延续至喷涂件安装件输送至齿轮离开齿条时,保证实际喷涂的时长。
进一步,当位置在前的喷涂件安装件输送至支撑件与接触转动件接触带动接触转动件转动而致使升降驱动装置同步运动带动该位置在后的喷涂件安装件中安装件本体升降运动的时间段与位置在后的喷涂件安装件输送至齿轮与齿条啮合的时间段相同,即位置在后的喷涂件安装件中的瓶体的旋转运动与升降运动始终同步。
进一步,瓶体在输送过程中,不进行升降运动时,当瓶体套设在安装件本体上时,由于升降弹簧被装配致使升降杆中伸出条形通槽的区域的底面与条形通槽的内底面接触,升降杆的高度被限定,极大避免了升降杆因瓶体的加重而下沉以及由此产生的升降弹簧的晃动而导致瓶体的晃动,保证瓶体在运动过程的平稳性。
进一步,由于本发明的升降杆的升降运动是伴随着向后输送运动同步进行的,由于本发明升降杆套设在底筒中与底筒在竖直方向滑动配合且升降杆其侧面的局部伸出条形通槽,升降杆中伸出条形通槽区域的前端面与条形通槽的前内壁接触,升降杆中伸出条形通槽区域的后端面与条形通槽的后内壁接触。如此,在满足升降杆能相对底筒升降运动的同时,利用条形通槽的导向限位作用,保证升降杆相对底筒其运动轨迹的直线性,有效防止因升降弹簧的晃动而导致升降杆晃动,导致瓶体运动平稳性受影响。
进一步,支撑件的另一端的底部、齿条的底部同时与第二升降板的顶部接触。
进一步,在挡板中与下料段相对的区域上设置有第二接触块,当喷涂件安装件输送至转动件与第二接触块接触时,转动件转动能带动抵压件收容在内部空腔中。如此,当喷涂完成后,需要进行瓶体下料时,由于在下料段,喷涂件安装件输送至转动件与第二接触块接触时,转动件转动能带动抵压件收容在内部空腔中,实现了瓶体的释放,人工向上取出瓶体即可。
附图说明
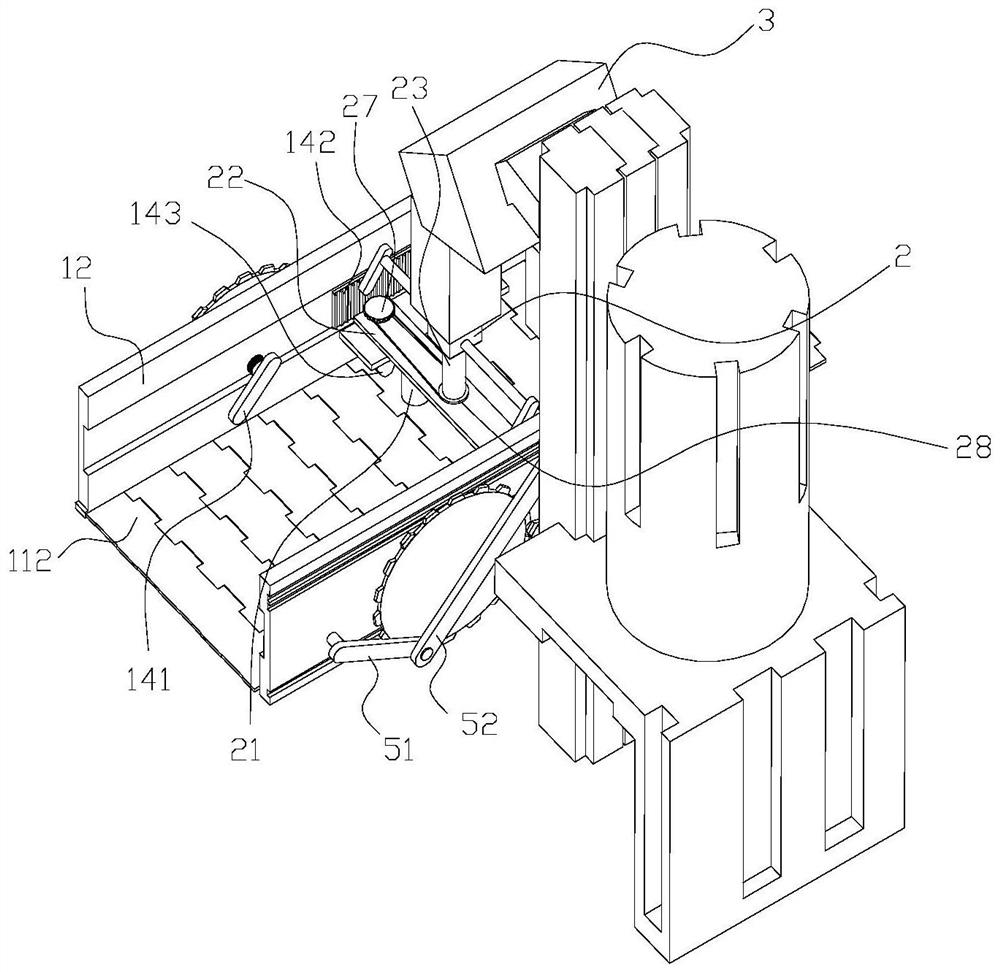
图1为本发明喷涂机构的结构示意图。
图2为本发明喷涂机构在工作状态下的结构示意图。
图3为本发明喷涂机构中喷口的内部结构示意图。
图4为本发明喷涂机构中喷口在开启状态下的结构示意图。
图5为本发明喷涂机构中喷口在关闭状态下的结构示意图。
图6为本发明喷涂机构中喷头开闭阀在与隔板密封接触时的结构示意图。
图7为本发明喷涂机构中输送机的结构示意图。
图8为本发明喷涂机构中喷涂段的结构示意图。
图9为本发明喷涂机构中抵压传动装置的结构示意图。
图10为本发明喷涂机构中喷涂件安装件的结构示意图。
图11为本发明喷涂机构中抵压件在收拢状态下的结构示意图。
图12为本发明喷涂机构中升降装置在仰视视角下的结构示意图。
图13为本发明喷涂机构中升降装置的结构示意图。
图14为本发明喷涂机构中输送机在俯视视角下的结构示意图。
图15为本发明喷涂机构中输送机在第二大齿轮所在侧的侧面视角下的结构示意图。
图16为本发明喷涂机构中输送机在第一大齿轮所在侧的侧面视角下的结构示意图。
图17为本发明喷涂机构中安装件本体在旋转升降状态下的结构示意图。
图18为本发明实施例3中喷涂机构的结构示意图。
具体实施方式
为使本发明实施例的目的、技术方案和优点更加清楚,下面将结合本发明实施例,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
需要说明的是,当元件被称为“固定于”另一个元件,它可以直接在另一个元件上或者也可以存在居中的元件。当一个元件被认为是“连接”另一个元件,它可以是直接连接到另一个元件或者可能同时存在居中元件。
实施例1
如图1所示,本实施例公开一种喷涂机构,包括输送机、喷涂件安装件2、喷涂机3,多个喷涂件安装件2沿着输送机的输送方向由前至后依次间隔分布在输送机上。喷涂机3用以对输送至输送机的喷涂段上的喷涂件安装件2上安装的待喷涂的喷涂件进行喷涂。本发明的输送机优选为现有技术的链板输送机,喷涂件安装件2设置在链板输送机的链板上。本发明的喷涂机3可以是如CN202762576U公开的一种喷涂机、CN205088921U公开的腻子喷涂机、CN211217170U公开的一种便于更换喷头的喷涂机或者其他现有技术的喷涂机的基础上进行其喷头的改进得到的喷涂机。
输送机中的一段为喷涂段112,在输送机中的两侧对称设置有挡板12。
如图1所示,喷涂件安装件2包括升降装置21、支撑件22、安装件本体23、齿轮27、传动组件28。
安装件本体23设置在支撑件22的上方且与支撑件22转动配合,升降装置21设置在输送机上,支撑件22连接在升降装置21上且支撑件22升降运动能带动升降装置21运动。安装件本体23通过传动组件28与齿轮27联动。
如图1-3所示,还包括接触转动件141、齿条142、升降驱动装置143、升降联动装置144、接触转动开关41。接触转动件141与挡板12转动配合,齿条142设置在挡板12上,升降驱动装置143、升降联动装置144、接触转动件141相互联动;升降驱动装置143运动致使支撑件22升降运动。在喷涂件安装件23输送至齿轮27与齿条142啮合的时间段内,接触转动开关41发生接触转动。
喷涂件安装件2输送至支撑件22与接触转动件141接触能带动接触转动件141转动致使升降联动装置144传动至第一弹性件形变、升降驱动装置143同步运动。当喷涂件安装件2输送至齿轮27与齿条142啮合且升降驱动装置143处于运动状态时,安装件本体23在旋转状态下升降运动。
接触转动开关41转动带动第二弹性件形变并带动喷头开闭传动组件传动致喷头开闭阀31开启,喷涂机3中的喷涂液能从喷涂机3的喷头喷射出。
本发明以对纺织品助剂瓶的瓶体10为喷涂对象进行介绍,当然本发明的喷涂机构也适用于对其他现有技术的瓶体以及对其他工件(即喷涂件)的表面进行喷涂。
当多个套设有瓶体的喷涂件安装件2输送至喷涂段112时,本发明以存在两个喷涂件安装件2同时输送至喷涂段112为例进行介绍。位置在后的喷涂件安装件2输送至其中的齿轮27、齿条142啮合且与升降驱动装置143对应的时候,位置在前的喷涂件安装件2输送至其支撑件22与接触转动件141接触,接触转动件141转动能带动升降联动装置传动,同时第一弹性件当前形变,升降驱动装置143运动,升降驱动装置143运动带动该位置在后的喷涂件安装件2中的支撑板22升降运动,带动安装件本体23升降运动,并带动升降装置21同步运动。从而实现位置在后的喷涂件安装件2中安装件本体23在旋转状态下升降运动。同时,由于当该位置在后的喷涂件安装件2输送至齿轮27与齿条142啮合时,接触转动开关41同步转动,第二弹性件形变,接触转动开关41转动带动喷头开闭传动组件传动致喷头开闭阀开启,喷涂机3中的喷涂液从喷涂机3的喷头喷射至该位置在后的喷涂件安装件2中的瓶体的表面,从而实现该位置在后的喷涂件安装件2中的瓶体在旋转、升降同时运动的状态下,接受喷头喷射出的喷涂液对该瓶体表面的喷涂。当该位置在后的喷涂件安装件输送至齿轮与齿条分离后,接触转动开关41在第二弹性件复位作用下复位转动带动喷头开闭传动组件复位传动致喷头开闭阀31关闭。
本发明相比现有技术存在以下优点:本发明在喷涂阶段能实现安装件本体23在旋转的同时进行升降运动,从而使得瓶体在旋转的同时进行升降运动,加大了瓶体与喷涂液之间的接触面积、接触程度,尤其保证长度(该长度即瓶体竖直放置时的高度)较长的瓶体其下端表面充分与喷涂液接触。本发明的旋转升降方式是集成在输送装置上,将输送运动与旋转升降运动协同,而非将升降运动集成在喷涂装置时,无需在喷涂装置处配置单独的升降驱动器,减少了动力源。且本发明的升降运动是通过喷涂件安装件2输送至与转动件26接触联动升降驱动装置143运动的,每次升降周期数与转动件26的转动幅度相关,不受喷涂件安装件2输送速率的影响,摒弃了在喷涂机处配置单独的升降驱动器,当如需要根据喷涂厚度或者喷涂液的不同而变化喷涂时间时,需要根据喷涂件安装件2输送速率而实时调整喷涂机处的升降驱动器每次升降周期数所导致操控麻烦的技术问题。由于本发明在喷涂件安装件输送至齿轮与齿条啮合的时间段,接触转动开关41发生接触转动,接触转动开关41转动致使第二弹性件形变并带动喷头开闭传动组件传动致喷头开闭阀开启,喷涂机3中的喷涂液能从喷涂机3的喷头喷射在处于旋转、升降运动状态下的安装件本体上的瓶体的表面,实现了喷头的间歇开闭,在保证正常喷涂的基础上,极大节约了喷涂液,防止喷涂液的浪费。而采用本发明自发式的触发式的喷头的间歇开闭方式与本发明的输送进行协同,具有很好的操控精准性,更方便进行实际工业流水加工生产。另外,相比采用位置传感器调控喷头开闭的方式,本发明不会因位置传感器信号接触不良、位置传感器长期暴露在外界被污染以及信号节点传输偏差等而导致控制精度下降的技术问题出现,且便于维修。
综上,本发明能提高喷涂的均匀性以及提高喷涂料的有效用料率,从而提高喷涂效率的优点。
优选地,当位置在后的喷涂件安装件2向后输送至离开升降驱动装置143时,位置在前的喷涂件安装件2其支撑件22与接触转动件141接触带动接触转动件141转动至最大摆幅(即接触转动件141转动至其底部与支撑件22的顶部接触)。
在有些实施例中,当位置在前的喷涂件安装件2输送至支撑件22与接触转动件141接触而带动接触转动件141转动而致使升降驱动装置143同步运动带动该位置在后的喷涂件安装件2中安装件本体23升降运动的时间段始终发生在位置在后的喷涂件安装件2输送至齿轮27与齿条142啮合的时间段内。即位置在后的喷涂件安装件2中的瓶体的升降运动发生在其旋转运动的时间范围内。
在有些实施例中,当位置在前的喷涂件安装件2输送至支撑件22与接触转动件141接触带动接触转动件141转动而致使升降驱动装置143同步运动带动该位置在后的喷涂件安装件2中安装件本体23升降运动的时间段与位置在后的喷涂件安装件2输送至齿轮27与齿条142啮合的时间段相同,即位置在后的喷涂件安装件2中的瓶体的旋转运动与升降运动始终同步。
在有些实施例中,在第一弹性件复位运动时间段,不存在喷涂件安装件2与升降驱动装置143相对,即此时升降驱动装置143空转复位。
如图2所示,在有些实施例中,接触转动开关41包括弯折杆且弯折杆与一侧的挡板12转动配合。接触块19设置在链板输送机的链板上。每一个喷涂件安装件2的前方均对应设置有接触块19。
当喷涂件安装件输送至齿轮27与齿条142啮合时,对应的接触块19与弯折杆的倾斜段411接触带动弯折杆转动至弯折杆的弯折段412呈水平,且水平状的弯折段412的底部与接触块19的顶部接触。当喷涂件安装件2输送至齿轮27离开齿条142时,接触块19输送至离开弯折杆。
在有些实施例中,当喷涂件安装件输送至齿轮27与齿条142恰好初始啮合时,接触块19恰好与弯折杆的倾斜段411刚发生接触,当喷涂件安装件2恰好输送至齿轮27离开齿条142时,接触块19输送至离开水平状的弯折段412。
由于链板输送机的链板前后长度一般有限,导致接触块19的前后长度有限,导致接触块19带动接触转动开关41转动至最大摆幅后,接触块19会很快与接触转动开关41相脱离,从而导致喷头单次开启时长受限,造成瓶体尚在进行旋转时,喷头就已关闭,不能对瓶体进行充分喷涂。因此,采用本发明结构的弯折杆,利用弯折段412作为延长端,通过水平状的弯折段412的底部与接触块19的顶部接触,保证弯折杆转动至最大摆幅后,能存在较长的延续时间,能延续至喷涂件安装件2输送至齿轮离开齿条时,保证实际喷涂的时长。
如图1-3所示,在有些实施例中,喷头开闭传动组件包括摆动杆51、连接杆52、升降连接杆53,摆动杆51的一端与弯折杆通过连接转轴(图中未标出)连接,连接转轴与一侧的挡板12转动配合。摆动杆51的另一端与连接杆52的一端铰接,连接杆52的另一端与升降连接杆53下端铰接,升降连接杆53的上端与喷头开闭阀31固定连接,喷头开闭阀31与喷头32的腔体在竖直方向上滑动配合。接触块19与弯折杆的倾斜段411接触带动弯折杆转动能致使喷头开闭阀31开启,弯折杆复位转动能带动喷头开闭阀31闭合。
如图3-5所示,在有些实施例中,喷头32的内部腔体的中部上固定设置有两块隔板34,两块隔板34之间存在间隙,喷头开闭阀31的上端能向上通过间隙并与间隙密封接触,喷头开闭阀31的两个侧面与喷头32的内部腔体的两个对应的内侧壁密封接触。当喷头开闭阀31闭合时,喷头开闭阀31的上端与间隙密封接触、喷头开闭阀31的底部与喷头32的内部腔体的内底壁密封接触,喷涂液被隔挡在喷头中。升降连接杆53向上运动带动喷头开闭阀31向上运动至喷头开闭阀31的底部与喷头32的内部腔体的内底壁分离,形成出料空隙,喷涂液能从出料空隙流出喷头。
在有些实施例中,本发明的第三弹性体413优选为扭簧,扭簧套设在连接转轴上,且两端可以分别与弯折杆、挡板12连接。第三弹性体413也可以是现有技术的拉簧或者其他弹簧、弹体。拉簧的两端可以分别勾挂或者连接在弯折杆、挡板12上。
在有些实施例中,在两块隔板34中相对的两个面上均设置有密封层36如橡胶条,在喷头32中与升降连接杆53滑动配合的通孔中设置有密封圈33,通孔与喷头32的内部腔体连通,升降连接杆53通过密封圈33与通孔密封接触。
在有些实施例中,在喷头开闭阀31的两个侧面上均设置有密封层或者在喷头32的内部腔体的两个对应的内侧壁设置有密封层。
在有些实施例中,在喷头开闭阀31的底部设置有密封层或者在喷头32的内部腔体的内底壁设置有密封层。
如图7所示,进一步,输送机中的一段形成上料喷涂段,上料喷涂段优选为直线段。在上料喷涂段的两侧对称设置有挡板12。上料喷涂段按照输送方向由前至后依次包括上料段111、喷涂段112。
喷涂件安装件还包括抵压件24、抵压传动装置、转动件26。安装件本体23存在内部空腔,安装件本体23的两侧均开设有与安装件本体23的内部空腔连通的导向通孔(图中未标出)。
转动件26通过抵压传动装置与抵压件24联动,第三弹性件被装配致使抵压件24的局部伸出对应的导向通孔,两侧的抵压件24分别抵压在套设在安装件本体23上的待喷涂的喷涂件的内壁的两侧。
在挡板12中与上料段111相对的区域上设置有第一接触块13,当喷涂件安装件2输送至转动件26与第一接触块13接触时,转动件26转动能带动抵压件24收容在内部空腔中。
当喷涂件安装件2输送至上料段111时,该喷涂件安装件2中的转动件26与第一接触块13接触,第三弹性件形变,利用第一接触块13的反作用力带动转动件26转动,直至抵压件24收容在内部空腔中,此时,将瓶体的开口朝下套在安装件本体23中,使得当前状态下的瓶体的内顶壁被支撑在安装件本体23的顶部,该喷涂件安装件2持续向后输送,该喷涂件安装件2中的转动件26转动至其下表面与第一接触块13上表面接触后,该喷涂件安装件2中的转动件26不再转动,而此时间段抵压件24始终收容在内部空腔中,直至该喷涂件安装件2中的转动件26向后输送至脱离第一接触块13,该喷涂件安装件2中的转动件26在第三弹性件29的复位作用下,复位运动致使该喷涂件安装件2中的两组抵压件24分别从安装件本体23两侧的导向通孔伸出并抵压在瓶体的内侧壁上为止,与安装件本体23共同支撑瓶体。
本发明能实现瓶体线上上料、旋转升降的工艺流水顺序进行,提高了工艺流水效果、适用于对各种瓶口尺寸的瓶体的稳定支撑、以及保证多种长度瓶体的充分均匀喷涂上料的技术效果。
当支撑杆对开口较大的头盔进行支撑时,可以在支撑杆上设置多根枝杆,通过枝杆、支撑杆共同作用来提高对头盔的内壁支撑的支撑点位,能保证支撑状态下工件的稳定性;但是,当对开口尺寸较小而内部腔体尺寸较大的瓶体进行支撑时,由于其开口较小,枝干无法与支撑杆共同伸出至瓶体中,仅依靠支撑杆对瓶体的内壁进行支撑,会导致支撑点位较少,影响支撑的平稳性,因而影响工件喷涂的均匀性。
而本发明在上料阶段利用转动件26与第一接触块13接触,使得抵压件24收容在安装件本体23的内部空腔中,如此,实现可安装件的本体的上枝节(抵压件24)的隐藏,减少了安装件本体23的占地空间,保证安装件本体23能伸入至小尺寸开口的瓶体腔体中,当转动件26与第一接触块13分离后,在第三弹性件29的复位作用下,该喷涂件安装件2中的两组抵压件24分别从安装件本体23两侧的导向通孔伸出并抵压在瓶体的内侧壁上,配合安装件本体23共同支撑瓶体,从而由增加了对瓶体的支撑点位,保证瓶体在输送以及后续旋转、升降等运动过程的平稳性。
如图9、10所示,进一步,本发明公开一种具体的抵压传动装置,包括第一齿条251、第二齿条252、抵压传动齿轮253。抵压传动齿轮253通过抵压传动转轴254与安装件本体23内部空腔转动配合。第一齿条251、第二齿条252分别与抵压传动齿轮253的上下两侧啮合,且第一齿条251的端部、第二齿条252的端部分别与对应的抵压件24连接。抵压传动转轴254的端部伸出内部腔体与转动件26连接。
在有些实施例中,第三弹性件29可以是扭簧,扭簧套设在抵压传动转轴254上,其两端可以分别与抵压传动转轴254、安装件本体23连接;或者其两端分别与转动件26、安装件本体23连接。第三弹性件29也可以是拉簧或者其他现有技术的弹性件。拉簧的一端可以勾挂在安装件本体23的安装通孔、拉簧的另一端可以勾挂在转动件26或者抵压传动转轴254的安装通孔中;或者拉簧的两端分别与安装件本体23、转动件26或者抵压传动转轴254相连。
如图8所示,进一步,在挡板12的内壁上开设有与输送机输送方向一致的导槽121,支撑件22的两侧限位在对应的导槽121中。
瓶体在输送过程中,不进行升降运动时,支撑件22的底面与导槽121的内底面接触。
如图9所示,进一步,在内部空腔中开设有导向线槽(图中未标出),第一齿条251的侧部、第二齿条252的侧部分别伸入至对应导向线槽中与对应导向线槽滑动配合,进而提高第一齿条251、第二齿条252平移时的平稳性。
当喷涂件安装件2输送至转动件26与第一接触块13接触时,转动件26受力转动带动抵压传动转轴254转动,第三弹性件29形变,抵压传动齿轮253转动,带动与传动齿轮27啮合的第一齿条251、第二齿条252相互反向运动至收拢至安装件本体23中的内部腔体中。
优选地,在抵压件24中能伸出对应的导向通孔的一端的端部设置有橡胶层,保证抵压件24的端部与瓶体内侧壁之间的柔性挤压接触。
如图12-13所示,进一步,本发明公开一种具体的升降装置21,包括底筒211、升降杆212、升降弹簧213。底筒211的底部设置在输送机上,具体可以连接在链板上。在底筒211的侧面开设有上下导向的条形通槽,升降杆212套设在底筒211中与底筒211在竖直方向滑动配合且升降杆212其侧面的局部伸出对应的条形通槽,升降杆212中伸出条形通槽区域的前端面与条形通槽的前内壁接触,升降杆212中伸出条形通槽区域的后端面与条形通槽的后内壁接触。升降杆212的顶部伸出底筒211的顶部与支撑件22的底部连接。
具体地,升降弹簧213的下端可以与底筒211的底部或者输送机的链板的顶部连接,升降弹簧213的上端可以与升降杆212的底部连接。升降弹簧213优选为压簧。
采用本发明的升降装置21存在以下优点,瓶体在输送过程中,不进行升降运动时,当瓶体套设在安装件本体23上时,由于本发明的升降杆212的升降运动是伴随着向后输送运动同步进行的,由于本发明升降杆212套设在底筒211中与底筒211在竖直方向滑动配合且升降杆212其侧面的局部伸出条形通槽,升降杆212中伸出条形通槽区域的前端面与条形通槽的前内壁接触,升降杆212中伸出条形通槽区域的后端面与条形通槽的后内壁接触。如此,在满足升降杆212能相对底筒211升降运动的同时,利用条形通槽的导向限位作用,保证升降杆212相对底筒211其运动轨迹的直线性,有效防止因升降弹簧213的晃动而导致升降杆212晃动,导致瓶体运动平稳性受影响。
在有些实施例中,升降弹簧213被装配致使升降杆212中伸出条形通槽的区域的底面与条形通槽的内底面接触。
由于升降弹簧213被装配致使升降杆212中伸出条形通槽的区域的底面与条形通槽的内底面接触,升降杆212的高度被限定,极大避免了升降杆212因瓶体的加重而下沉以及由此产生的升降弹簧213的晃动而导致瓶体的晃动,保证瓶体在运动过程的平稳性。
如图7、8、14-16所示,优选地,本发明公开一种具体的升降联动装置144,升降联动装置144包括第一连接转轴1441、第一大齿轮1442、第一小齿轮1443、第二大齿轮1444、第二小齿轮1445、第二连接转轴1446、第三连接转轴1447、第四连接转轴1448。
接触转动件141包括第一接触转动件1411、第二接触转动件1412,第一接触转动件1411、第二接触转动件1412分别对称位于输送机的两侧且转动设置在对应的挡板12上。
第一接触转动件1411套接在第一连接转轴1441上,第一连接转轴1441与对应的挡板12转动配合,第一大齿轮1442套接在第一连接转轴1441上且与第一小齿轮1443啮合,第一小齿轮1443套接在第二连接转轴1446上,第二连接转轴1446与对应的挡板12转动配合。
在有些实施例中,本发明相互转动配合的零部件之间如第一连接转轴1441与对应的挡板12之间均可以通过轴承实现转动配合。
第二接触转动件1412套接在第三连接转轴1447,第三连接转轴1447与对应的挡板12转动配合,第二大齿轮1444套接在第三连接转轴1447上且与第二小齿轮1445啮合,第二小齿轮1445套接在第四连接转轴1448上,第四连接转轴1448与对应的挡板12转动配合。
如图8、17所示,升降驱动装置143包括第一凸轮1431、第二凸轮1432。第一凸轮1431套接在第二连接转轴1446上,第二凸轮1432套接在第四连接转轴1448上。
第一凸轮1431、第二凸轮1432同步转动能带动支撑件22的升降运动,第一凸轮1431、第二凸轮1432可以分别与支撑件22两端的底部接触。
当喷涂件安装件2输送至支撑件22的两侧同时分别与第一接触转动件1411、第二接触转动件1412接触时,第一接触转动件1411、第二接触转动件1412转动分别带动第一连接转轴1441、第三连接转轴1447转动,带动第一大齿轮1442、第二大齿轮1444同步转动,带动与第一大齿轮1442啮合的第一小齿轮1443、与第二大齿轮1444啮合的第二小齿轮1445同步转动,带动第二连接转轴1446、第四连接转轴1448同步转动,带动第一凸轮1431、第二凸轮1432同步转动,实现支撑件22的同步升降运动,同时实现齿轮27在转动过程中的升降运动,实现安装件本体23的升降旋转运动。
在有些实施例中,在两侧的挡板上还在竖直方向上分别滑动配合有第一升降板151、第二升降板152,第一凸轮1431的与第一升降板151的底部接触,支撑件22的一侧能与第一升降板151的顶部接触。第二凸轮1432的与第二升降板152的底部接触,支撑件22的另一侧能与第二升降板152的顶部接触。
在有些实施例中,位置在前的喷涂件安装件2输送至其支撑件22与接触转动件141接触带动接触转动件141转动的时间段发生在位置在后的喷涂件安装件2输送至其支撑件22的两侧完全输送在第一升降板151、第二升降板152上的时间段。
本发明通过各个凸轮转动带动对应的升降板升降运动从而间接带动支撑件22升降运动,通过升降板作为中介媒介,进一步提高支撑件22升降运动的平滑性。
进一步,本发明的各个凸轮的数量均为多个。
在有些实施例中,每一个第一凸轮1431均与一个第二连接转轴1446连接,在其中的一个第二连接转轴1446上套接有第一小齿轮1443,所有第二连接转轴1446上均套设有第一凸轮联动齿轮或者第一凸轮联动带轮,所有第一凸轮联动齿轮或者第一凸轮联动带轮之间套设有第一凸轮链条或者第一凸轮皮带。
每一个第二凸轮1432均与一个第四连接转轴1448连接,在其中的一个第四连接转轴1448上套接有第二小齿轮1445,所有第四连接转轴1448上均套设有第二凸轮联动齿轮或者第二凸轮联动带轮,所有第二凸轮联动齿轮或者第二凸轮联动带轮之间套设有第二凸轮链条或者第二凸轮皮带。
如图7、8所示,进一步,第一弹性件包括第一接触转动件扭簧(图中未画出)、第二接触转动件扭簧172。第一接触转动件复位扭簧套设在第一连接转轴1441上,第一接触转动件复位扭簧的两端分别连接在第一接触转动件1411、对应的挡板12上。第二接触转动件复位扭簧套设在第三连接转轴1443上,第二接触转动件复位扭簧的两端分别连接在第二接触转动件1412、对应的挡板12上。
当然,本发明的第一接触转动件复位弹簧、第二接触转动件复位弹簧也可以采用现有技术的其他弹簧如拉簧或者压簧,或者采用其他现有技术的弹性件代替。
优选地,本发明第一接触转动件1411、第二接触转动件1412完成一次摆动能带动第一凸轮1431、第二凸轮1432成转动数圈。如第一接触转动件1411、第二接触转动件1412完成一次摆动完成的转动角度为90°时,则第一大齿轮1442、第二大齿轮1444均转动90°,而第一小齿轮1443、第二小齿轮1445均转动至少一圈,保证每次位置在前的喷涂件安装件2输送运动带动第一接触转动件1411、第二接触转动件1412完成一次摆动,位置在后的喷涂件安装件2上的瓶体至少能进行一次完整的升降运动。
进一步,各个凸轮包括圆弧段、突出段,如此,本发明的升降运动为间歇升降运动,即支撑件22的一次完成的升降运动包括再竖直方向上交替的升降运动、静止运动,升降运动发生在各个凸轮的突出段与支撑件22相对的时间段、静止运动发生在各个凸轮的圆弧段与支撑件22相对的时间段。
如图8所示,进一步,齿轮27通过齿轮连接轴(图中未标出)与支撑件22转动配合,传动组件28包括两个带轮或者联动齿轮,两个带轮或者联动齿轮分别套接在齿轮连接轴、安装件本体23上,两个带轮或者联动齿轮之间套设有皮带或者链条。
实施例2
如图8、14-17所示,本实施例与上述实施例的区别在于:本实施例与上述实施例的区别在于:升降驱动装置143还包括第三凸轮1433,第二凸轮1432、第三凸轮1433均套接在第四连接转轴1448上且第二凸轮1432、第三凸轮1433转动能分别带动支撑件22的另一端、齿条142同时升降运动。
当喷涂件安装件输送至支撑件22的两端同时分别与第一接触转动件1411、第二接触转动件1412接触时,第一接触转动件1411、第二接触转动件1412转动分别带动第一连接转轴1441、第三连接转轴1447转动,带动第一大齿轮1442、第二大齿轮1444同步转动,带动与第一大齿轮1442啮合的第一小齿轮1443、与第二大齿轮1444啮合的第二小齿轮1445同步转动,带动第二连接转轴1446、第四连接转轴1448同步转动,带动第一凸轮1431、第二凸轮1432、第三凸轮1433同步转动,实现齿条142、齿轮27、支撑件22的同步升降运动。
在有些实施例中,第一凸轮1431、第二凸轮1432、第三凸轮1433在非转动时,其圆弧段向上,保证支撑件22、齿条143在升降运动的初始阶段均位于最低位置。
在有些实施例中,支撑件22的另一端的底部、齿条143的底部同时与第二升降板152的顶部接触。
如此,本发明实现了齿条142与齿轮27的同步升降运动,相比齿轮27在与齿条142啮合时,齿轮27在旋转过程中做单方面升降运动更加平稳。
在有些实施例中,在与齿条142相对的一侧挡板12上开设有上下导向的导向通槽,连接杆145的一端与齿条142连接,连接杆145的另一端伸出导向通槽与升降连接板146连接,第三凸轮1433与升降连接板146的底部接触。
在有些实施例中,升降连接板146的底面与第二升降板152的底面齐平。
在有些实施例中,当支撑件22的两端分别完全落于至第一升降板151、第二升降板152上时,第一接触转动件1411、第二接触转动件1412开始发生转动。
实施例3
如图7所示,本实施例与上述实施例的区别在于:上料喷涂段还包括下料段113,下料段113位于喷涂段112的后方。
在挡板12中与下料段113相对的区域上设置有第二接触块16,当喷涂件安装件2输送至转动件26与第二接触块16接触时,转动件26转动能带动抵压件24收容在内部空腔中。如此,当喷涂完成后,需要进行瓶体下料时,由于在下料段113,喷涂件安装件2输送至转动件26与第二接触块16接触时,转动件26转动能带动抵压件24收容在内部空腔中,实现了瓶体的释放,人工向上取出瓶体即可。
如图18所示,进一步,在下料段113与喷涂段112之间还设置有隧道式烘箱6,用以固化喷涂在瓶体表面上的喷涂液。喷涂机3安装在喷涂段112的侧方。
以上实施例仅用以说明本发明的技术方案,而非对其限制;尽管参照前述实施例对本发明进行了详细的说明,本领域的普通技术人员应当理解:其依然可以对前述各实施例所记载的技术方案进行修改,或者对其中部分技术特征进行等同替换;而这些修改或者替换,并不使相应技术方案的本质脱离本发明各实施例技术方案的范围。
- 喷涂机构及其在纺织品加工用助剂瓶上的应用
- 喷涂机构用输送装置、纤维加工用助剂瓶的瓶体喷涂方法