一种用于冷轧钢钣金件的折弯加工工艺
文献发布时间:2023-06-19 11:21:00
技术领域
本发明涉及钣金加工技术领域,具体的说是一种用于冷轧钢钣金件的折弯加工工艺。
背景技术
钣金是一种针对金属薄板的综合冷加工工艺,包括剪、冲/切/复合、折、焊接、铆接、拼接、成型(如汽车车身)等。其显著的特征就是同一零件厚度一致。通过钣金工艺加工出的产品叫做钣金件。不同行业所指的钣金件一般不同,多用于组配时的称呼,钣金折弯设备是钣金加工的重要设备,现有的钣金折弯装置大多是采用顶压的方式来实现钣金件的折弯,具体的是利用两个支撑件支撑钣金件需要折弯的位置两侧,在采用液压缸带动压头向下移动,顶压钣金件的上表面,是钣金件被定压的位置下移。
目前在对钣金件进行折弯的装置,大部分的支撑件距离大小相同,因此在对钣金件折弯的角度也是固定无法改变的,当需要弯折不同角度的钣金件还需要更换设备,适应性差浪费时间,当对钣金件挤压时,钣金件会与支撑件和下压模接触摩擦而造成表面磨损,并且在钣金件被挤压弯折后,还需要人工将其从支撑件内侧取出,而部分钣金件在加工后的折弯处会发热产生高温,直接上手会对工人造成伤害。
发明内容
针对现有技术中的问题,本发明提供了一种用于冷轧钢钣金件的折弯加工工艺。
本发明解决其技术问题所采用的技术方案是:一种用于冷轧钢钣金件的折弯加工工艺,该工艺包括以下步骤:
S1:当钣金件需要折弯时,将钣金件放在加工装置上两组支撑件上,然后按压两组夹块侧壁上的压杆,压板上的卡块会脱离移动槽内壁上的卡槽,便可以移动两组夹块相互靠近与钣金件的两端侧壁相抵将钣金件夹紧;
S2:当钣金件被挤压折弯时,钣金件的两端会向上翘起并带动滚筒转动,而滚筒转动会减小与钣金件的摩擦力,从而可以防止钣金件的表面出现刮痕,当压模向下挤压钣金件时,钣金件会被向下折弯;
S3:在钣金件折弯的过程中,水箱中的水会被水框挤压,并从水框底部的进水孔流到水框中,最终水会被挤压到橡胶垫的内部,时橡胶垫的外侧冷却,从而可以对钣金件的折弯处进行散热降温;
S4:当折弯结束后,再控制气缸带动压模向上移动脱落钣金件,此时第一弹簧会受力解除,并带动滑杆向上移动复位,从而可以把被折弯后的钣金件向上顶起来,移出两组支撑件之间;
其中,S1中所述的加工装置包括底座,底座为中空结构;折弯机构,用于对钣金件进行挤压折弯的折弯机构安装在底座上;支撑件,两组支撑件对称设置在底座的顶部,且支撑件与底座的顶部滑动连接;调节机构,用于对两组支撑件之间的距离进行改变的调节机构安装在底座的内部;复位机构,用于将加工折弯后的钣金件顶出支撑件内侧的复位机构安装在底座的顶部。
具体的,折弯机构包括龙门架、气缸、推杆、压模和橡胶头,龙门架固定安装在底座的侧壁上,气缸固定安装在龙门架的顶部,气缸的输出端通过推杆固定安装有压模,压模的底部固定安装有弧形结构的橡胶头。
具体的,调节机构包括丝杆、移动块和滑槽,底座的內底壁上固定安装有盒体,盒体的两端侧壁上均转动连接有丝杆,底座的顶部开设有两组对称设置的滑槽,移动块滑动连接在滑槽的内部,且移动块的顶部与支撑件的底部固定连接,移动块的底部与丝杆位于盒体外部的杆壁螺纹连接,盒体的内部安装有用于对丝杆提高动力的驱动机构。
具体的,驱动机构包括电机、主动锥齿轮和从动锥齿轮,电机固定安装在盒体的内顶壁上,主动锥齿轮与电机的输出端固定连接,丝杆位于盒体内部的一端固定安装有从动锥齿轮,且主动锥齿轮与两组从动锥齿轮相互啮合。
具体的,复位机构包括滑筒、滑杆、橡胶垫和第一弹簧,滑筒固定安装在底座的顶壁中部位置,滑杆滑动连接在滑筒的内部,滑杆的顶部固定安装有橡胶垫,第一弹簧串接在滑杆位于滑筒内部的外壁上。
具体的,滑杆的底部安装有散热机构,散热机构包括水箱、水框、出水口和进水孔,盒体的顶部固定安装有水箱,滑杆的底部穿过底座的顶壁延伸至水箱的内部,滑杆位于水箱内部的一端固定安装有水框,滑杆和橡胶垫均为中空结构,且滑杆和橡胶垫的内腔与水框的出水口相互连通,水框的底部开设有均匀分布的进水孔。
具体的,支撑件的顶部拐角处开设有转动槽,转动槽的内部转动连接有滚筒,且滚筒的外壁上贴有橡胶层。
具体的,底座的侧壁上固定安装有刻度板。
具体的,所示支撑件的顶部安装有夹持机构,所示夹持机构包括夹块、压杆、压板、第二弹簧和卡块,所示支撑件的顶部开设有移动槽,所示移动槽的内部滑动连接有两组对称设置的夹块,所示夹块为中空结构,且所述夹块的两端侧壁上滑动连接有两组对称设置的压杆,所述压杆位于夹块内部的一端固定安装有压板,所述压板的底部穿过夹块的底部延伸至移动槽的内部,两组所述压板之间固定安装有第二弹簧,所述压板位于移动槽内部侧壁上固定安装有卡块,所述移动槽的内侧壁上开设有若干组与卡块相配合卡槽。
具体的,所述夹块的表面镶嵌有橡胶层。
本发明的有益效果:
1、本发明所述的一种用于冷轧钢钣金件的折弯加工工艺,开启电机工作可以带动两组丝杆同步转动,从而可以使两组丝杆通过移动块带动两组支撑件同时移动相互靠近或者远离,从而可以根据情况对两组支撑件之间的距离进行调节,便于通过折弯机构对钣金件折弯不同的角度;
2、本发明所述的一种用于冷轧钢钣金件的折弯加工工艺,在对钣金件进行挤压折弯时,钣金件会向下弯折与橡胶垫接触,并挤压滑杆向下移动使第一弹簧不断伸缩,从而可以在钣金件被折弯时能够对其折弯处进行保护,而当折弯结束后,第一弹簧会带滑杆反弹复位带动钣金件向上移出两组支撑件的内侧;
3、本发明所述的一种用于冷轧钢钣金件的折弯加工工艺,在钣金件被折弯向下压动橡胶垫和滑杆向下移动时,滑杆会带动水框在水箱中向下移动,将水箱中的水压到橡胶垫的内部,使橡胶垫可以对钣金件的折弯处进行散热,放置钣金件被折弯时会温度会上升,提高安全性。
附图说明
下面结合附图和实施例对本发明进一步说明。
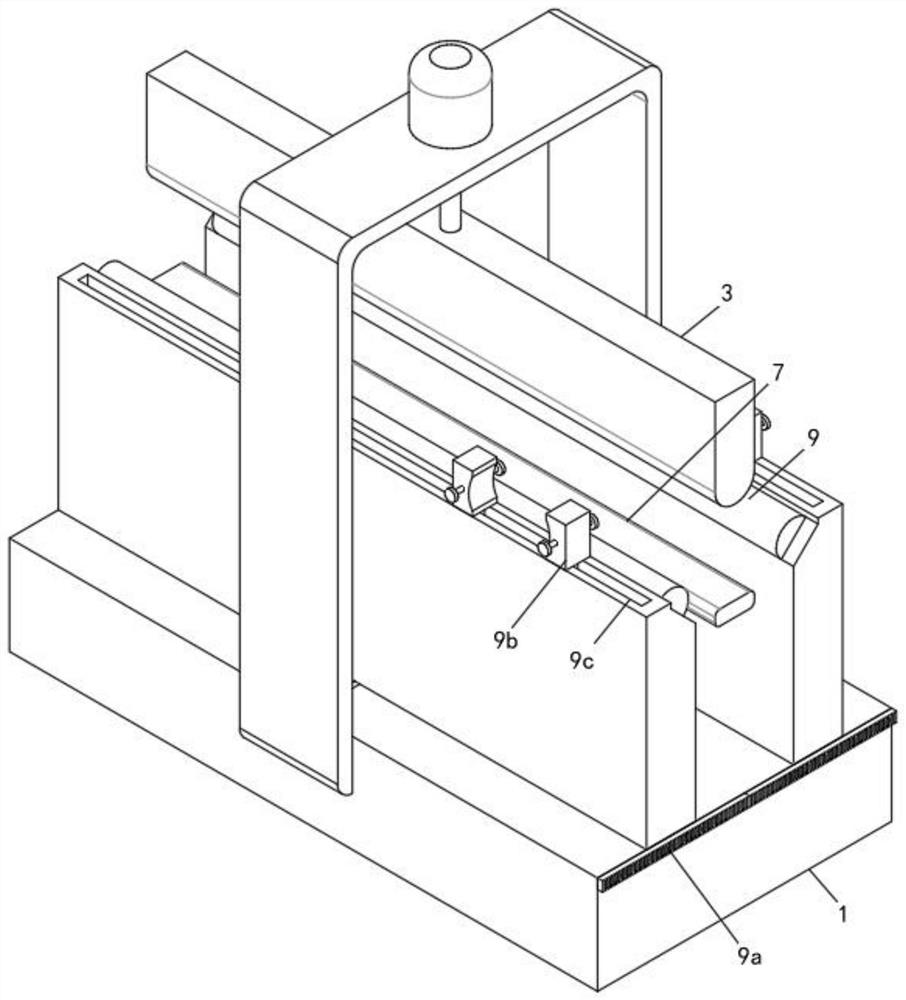
图1为本发明加工装置的整体结构示意图之一;
图2为本发明加工装置的整体结构示意图之二;
图3为图1所示正视图;
图4为图2所示剖面结构示意图;
图5为图4所示盒体内部结构示意图;
图6为图4所示复位机构和冷却机构结构示意图;
图7为图1所示的夹持机构结构示意图。
图中:1、底座,2、支撑件,3、折弯机构,31、龙门架,32、气缸,33、推杆,34、压模,35、橡胶头,4、盒体,5、调节机构,51、丝杆,52、移动块,53、滑槽,6、驱动机构,61、电机,62、主动锥齿轮,63、从动锥齿轮,7、复位机构,71、滑筒,72、滑杆,73、橡胶垫,74、第一弹簧,8、冷却机构,81、水箱,82、水框,83、出水口,84、进水孔,9、滚筒,9a、刻度板,9b、夹持机构,9b1、夹块,9b2、压杆,9b3、压板,9b4、第二弹簧,9b5、卡块,9c、移动槽,9d、卡槽。
具体实施方式
为了使本发明实现的技术手段、创作特征、达成目的与功效易于明白了解,下面结合具体实施方式,进一步阐述本发明。
如图1至图7所示,本发明所述的一种用于冷轧钢钣金件的折弯加工工艺,该工艺包括以下步骤:
S1:当钣金件需要折弯时,将钣金件放在加工装置上两组支撑件2上,然后按压两组夹块9b1侧壁上的压杆9b2,压板9b3上的卡块9b5会脱离移动槽9c内壁上的卡槽9d,便可以移动两组夹块9b1相互靠近与钣金件的两端侧壁相抵将钣金件夹紧;
S2:当钣金件被挤压折弯时,钣金件的两端会向上翘起并带动滚筒9转动,而滚筒9转动会减小与钣金件的摩擦力,从而可以防止钣金件的表面出现刮痕,当压模34向下挤压钣金件时,钣金件会被向下折弯;
S3:在钣金件折弯的过程中,水箱81中的水会被水框82挤压,并从水框82底部的进水孔84流到水框82中,最终水会被挤压到橡胶垫73的内部,时橡胶垫73的外侧冷却,从而可以对钣金件的折弯处进行散热降温;
S4:当折弯结束后,再控制气缸32带动压模33向上移动脱落钣金件,此时第一弹簧74会受力解除,并带动滑杆72向上移动复位,从而可以把被折弯后的钣金件向上顶起来,移出两组支撑件2之间;
其中,S1中所述的加工装置包括底座1、折弯机构3、支撑件2、调节机构5和复位机构7,底座1为中空结构,用于对钣金件进行挤压折弯的折弯机构安装在底座1上,两组支撑件2对称设置在底座1的顶部,且支撑件2与底座1的顶部滑动连接,用于对两组支撑件2之间的距离进行改变的调节机构5安装在底座1的内部,用于将加工折弯后的钣金件顶出支撑件2内侧的复位机构7安装在底座1的顶部。
在具体实施过程中,如图1、图3和图7所示,折弯机构3包括龙门架31、气缸32、推杆33、压模34和橡胶头35,龙门架31固定安装在底座1的侧壁上,气缸32固定安装在龙门架31的顶部,气缸32的输出端通过推杆33固定安装有压模34,压模34的底部固定安装有弧形结构的橡胶头35。
支撑件2的顶部拐角处开设有转动槽,转动槽的内部转动连接有滚筒9,且滚筒9的外壁上贴有橡胶层。
所示支撑件2的顶部安装有夹持机构9b,所示夹持机构9b包括夹块9b1、压杆9b2、压板9b3、第二弹簧9b4和卡块9b5,所示支撑件2的顶部开设有移动槽9c,所示移动槽9c的内部滑动连接有两组对称设置的夹块9b1,所示夹块9b1为中空结构,且夹块9b1的两端侧壁上滑动连接有两组对称设置的压杆9b2,压杆9b2位于夹块9b1内部的一端固定安装有压板9b3,压板9b3的底部穿过夹块9b1的底部延伸至移动槽9c的内部,两组压板9b3之间固定安装有第二弹簧9b4,压板9b3位于移动槽9c内部侧壁上固定安装有卡块9b5,移动槽9c的内侧壁上开设有若干组与卡块9b5相配合卡槽9d,夹块9b1的表面镶嵌有橡胶层。
需要说明的是:把需要折弯的钣金件放在两组支撑件2上,然后按压两组夹块9b1侧壁上的压杆9b2,使压杆9b2带动压板9b3向夹块9b1的内侧中部移动并使第二弹簧9b4受力压缩,此时压板9b3上的卡块9b5会脱离移动槽9c内壁上的卡槽9d,便可以移动两组夹块9b1相互靠近与钣金件的两端侧壁相抵将钣金件夹紧,然后再放开两组压杆9b2,此时第二弹簧9c4受力解除便会带动压板9b3反向移动复位,并带动压板9b3侧壁上的卡块9b5插进卡槽9d中,从而可以对压板9b3以及夹块9b1进行限位,防止夹块9b1发生位移造成钣金件松动,而通过夹块9b1内侧的橡胶层与钣金件接触可以在钣金件被弯曲时跟着一起发生形变,从而不会影响钣金机折弯,然后控制龙门架31上的气缸32工作通过推杆33带动压模34向下移动与钣金件接触,并继续向下移动挤压钣金件,从而可以对钣金件进行挤压折弯,而通过压模34底部的弧形橡胶头35可以先与钣金件的表面接触从而可以起到缓冲的作用,不会对钣金件的表面造成刮痕,并且钣金件的两侧会搭在两组滚筒9上,当钣金件被挤压折弯时,钣金件的两端会向上翘起并带动滚筒9转动,而滚筒9转动会减小与钣金件的摩擦力,从而可以防止钣金件的表面出现刮痕。
参考图4和图5所示,调节机构5包括丝杆51、移动块52和滑槽53,底座1的內底壁上固定安装有盒体4,盒体4的两端侧壁上均转动连接有丝杆51,底座1的顶部开设有两组对称设置的滑槽53,移动块52滑动连接在滑槽53的内部,且移动块52的顶部与支撑件2的底部固定连接,移动块52的底部与丝杆51位于盒体4外部的杆壁螺纹连接,盒体4的内部安装有用于对丝杆51提高动力的驱动机构6。
驱动机构6包括电机61、主动锥齿轮62和从动锥齿轮63,电机61固定安装在盒体4的内顶壁上,主动锥齿轮62与电机61的输出端固定连接,丝杆51位于盒体4内部的一端固定安装有从动锥齿轮63,且主动锥齿轮62与两组从动锥齿轮63相互啮合。
底座1的侧壁上固定安装有刻度板9a。
需要说明的是:若是需要对钣金件折出不同的角度的弯度时,可以控制电机61工作带动与其输出端固定连接的主动锥齿轮62转动,而主动锥齿轮62则会带动两组从动锥齿轮63朝相反的方向转动,进而可以使两组丝杆51同时转动,由于移动块52与滑槽53滑动连接,并且还与丝杆51螺纹连接,所以在丝杆51转动时会带动移动块52移动,进而可以控制电机61正反转动,而带动两组支撑件2相互靠近移动或者相互远离,便于对两组支撑件2之间的距离进行调节,当两组支撑件2之间的距离越大,钣金件被挤压折弯的角度越大,而两组支撑件2之间的距离越小,钣金件被挤压折弯的角度就越小,并且在对两组支撑件2之间的距离调节时,可以观看底座1侧壁上的刻度板9a,从而便于控制两组支撑件2之间的距离。
参考图6和图7所示,复位机构7包括滑筒71、滑杆72、橡胶垫73和第一弹簧74,滑筒71固定安装在底座1的顶壁中部位置,滑杆72滑动连接在滑筒71的内部,滑杆72的顶部固定安装有橡胶垫73,第一弹簧74串接在滑杆72位于滑筒71内部的外壁上。
滑杆72的底部安装有散热机构8,散热机构8包括水箱81、水框82、出水口83和进水孔84,盒体4的顶部固定安装有水箱81,滑杆72的底部穿过底座1的顶壁延伸至水箱81的内部,滑杆72位于水箱81内部的一端固定安装有水框82,滑杆72和橡胶垫73均为中空结构,且滑杆72和橡胶垫73的内腔与水框82的出水口83相互连通,水框82的底部开设有均匀分布的进水孔84。
需要说明的是:当压模34向下挤压钣金件时,钣金件会被向下折弯,而在钣金件折弯时其折弯处会向下与橡胶垫73接触并向下挤压橡胶垫73和滑杆72,通过橡胶垫73可以防止钣金件的折弯处被刮出痕迹,而钣金件继续被折弯使滑杆72向滑筒71的内部滑动,滑杆72还会带动第一弹簧74受力压缩,而当滑杆72向下移动时还会带动与其底部固定连接的水框82向下移动,此时水箱81中的水会被水框82挤压,并从水框82底部的进水孔84流到水框82中,然后再通过出水口83被挤压到滑杆72中,最终水会被挤压到橡胶垫73的内部,时橡胶垫73的外侧冷却,从而可以对钣金件的折弯处进行散热降温,防止钣金件被折弯时温度上升对工人造成伤害,当折弯结束后,再控制气缸32带动压模33向上移动脱落钣金件,此时第一弹簧74会受力解除,并带动滑杆72向上移动复位,从而可以把被折弯后的钣金件向上顶起来,移出两组支撑件2之间,不需要人工再去用手拿出。
本发明提供的一种用于冷轧钢钣金件的折弯加工工艺的原理如下:
把需要折弯的钣金件放在两组支撑件2上,然后按压两组夹块9b1侧壁上的压杆9b2,使压杆9b2带动压板9b3向夹块9b1的内侧中部移动并使第二弹簧9b4受力压缩,此时压板9b3上的卡块9b5会脱离移动槽9c内壁上的卡槽9d,便可以移动两组夹块9b1相互靠近与钣金件的两端侧壁相抵将钣金件夹紧,然后再放开两组压杆9b2,此时第二弹簧9c4受力解除便会带动压板9b3反向移动复位,并带动压板9b3侧壁上的卡块9b5插进卡槽9d中,从而可以对压板9b3以及夹块9b1进行限位,防止夹块9b1发生位移造成钣金件松动,而通过夹块9b1内侧的橡胶层与钣金件接触可以在钣金件被弯曲时跟着一起发生形变,从而不会影响钣金机折弯,然后控制龙门架31上的气缸32工作通过推杆33带动压模34向下移动与钣金件接触,并继续向下移动挤压钣金件,从而可以对钣金件进行挤压折弯,而通过压模34底部的弧形橡胶头35可以先与钣金件的表面接触从而可以起到缓冲的作用,不会对钣金件的表面造成刮痕,并且钣金件的两侧会搭在两组滚筒9上,当钣金件被挤压折弯时,钣金件的两端会向上翘起并带动滚筒9转动,而滚筒9转动会减小与钣金件的摩擦力,从而可以防止钣金件的表面出现刮痕,当压模34向下挤压钣金件时,钣金件会被向下折弯,而在钣金件折弯时其折弯处会向下与橡胶垫73接触并向下挤压橡胶垫73和滑杆72,通过橡胶垫73可以防止钣金件的折弯处被刮出痕迹,而钣金件继续被折弯使滑杆72向滑筒71的内部滑动,滑杆72还会带动第一弹簧74受力压缩,而当滑杆72向下移动时还会带动与其底部固定连接的水框82向下移动,此时水箱81中的水会被水框82挤压,并从水框82底部的进水孔84流到水框82中,然后再通过出水口83被挤压到滑杆72中,最终水会被挤压到橡胶垫73的内部,时橡胶垫73的外侧冷却,从而可以对钣金件的折弯处进行散热降温,防止钣金件被折弯时温度上升对工人造成伤害,当折弯结束后,再控制气缸32带动压模33向上移动脱落钣金件,此时第一弹簧74会受力解除,并带动滑杆72向上移动复位,从而可以把被折弯后的钣金件向上顶起来,移出两组支撑件2之间,不需要人工再去用手拿出,若是需要对钣金件折出不同的角度的弯度时,可以控制电机61工作带动与其输出端固定连接的主动锥齿轮62转动,而主动锥齿轮62则会带动两组从动锥齿轮63朝相反的方向转动,进而可以使两组丝杆51同时转动,由于移动块52与滑槽53滑动连接,并且还与丝杆51螺纹连接,所以在丝杆51转动时会带动移动块52移动,进而可以控制电机61正反转动,而带动两组支撑件2相互靠近移动或者相互远离,便于对两组支撑件2之间的距离进行调节,当两组支撑件2之间的距离越大,钣金件被挤压折弯的角度越大,而两组支撑件2之间的距离越小,钣金件被挤压折弯的角度就越小,并且在对两组支撑件2之间的距离调节时,可以观看底座1侧壁上的刻度板9a,便于控制两组支撑件2之间的距离,从而可以对钣金件折弯不同的角度,不需要更换设备,并且在折弯过程中可以避免对钣金件表面造成刮痕。
以上显示和描述了本发明的基本原理、主要特征和优点。本行业的技术人员应该了解,本发明不受上述实施例的限制,上述实施方式和说明书中的描述的只是说明本发明的原理,在不脱离本发明精神和范围的前提下,本发明还会有各种变化和改进,这些变化和改进都落入本发明要求保护的范围内。本发明要求保护范围由所附的权利要求书及其等效物界定。
- 一种用于冷轧钢钣金件的折弯加工工艺
- 一种用于冷轧钢钣金件的折弯加工装置