一种一级弹体零件粗车加工设备及其加工工艺
文献发布时间:2023-06-19 11:47:31
技术领域
本发明涉及弹体零件加工技术领域,具体涉及一种一级弹体零件粗车加工设备及其加工工艺。
背景技术
目前,随着经济的飞速发展,数控机械的需求量越来越大,机械、木工、石材等加工行业对加工精度的要求越来越高,对加工效率的要求越来越高,对操作人员的需求也越来越多,数控机床作为粗车加工设备之一,已成为企业生产的必备设备,但是现有的粗车加工设备在弹体零件加工时车刀的灵活度不佳,活动范围不大,不便于粗车加工的进行,弹体零件在加工时存在因固定效果不佳易出现抖料的情况,导致空刀,加长了加工时间,降低了生产效率。
发明内容
为了克服上述背景技术中提出的技术问题,本发明的目的在于提供一种一级弹体零件粗车加工设备及其加工工艺。
本发明的目的可以通过以下技术方案实现:
一种一级弹体零件粗车加工设备,包括底板、固定柱、转动块一、固定块、转动块二、转动块三、转动块四、安装块、移动机构、固定机构、弹体工件和动力电机,所述底板的上端设置有固定柱、转动块一、固定块和移动机构,所述固定柱、转动块一和固定块均位于移动机构的一侧,所述转动块一位于固定柱和固定块之间,所述固定柱位于固定块的下方,所述移动机构上安装有固定机构,所述移动机构的后端设置有升降气缸,所述固定机构上设置有弹体工件;
所述固定块的上端设置有转动块二,所述转动块二的下端贯穿至固定块的内部,所述固定块的后端设置有第一驱动电机,第一驱动电机的输出端贯穿固定块和转动块二,所述转动块二的上端设置有转动块三,所述转动块三下端贯穿至转动块二的内部,所述转动块二的后端设置有第二驱动电机,第二驱动电机的输出端贯穿转动块二和转动块三,所述转动块三远离转动块二的一侧设置有转动块四,所述转动块四的一端贯穿至转动块三的内部,所述转动块三的后端设置有第三驱动电机,第三驱动电机的输出端贯穿转动块三和转动块四,所述转动块四的另一端设置有安装块,所述安装块的横截面呈U型,所述安装块的内部设置有车刀,所述安装块的后端设置有第四驱动电机,第四驱动电机的输出端贯穿安装块和车刀,所述底板的内部设置有腔室,腔室内部靠近中间的位置设置有动力电机。
作为本发明进一步的方案:所述转动块一的下端贯穿固定柱和底板的顶部至腔室的内部,所述转动块一的外表面靠近下端的位置设置有皮带轮一,所述动力电机的输出端设置有皮带轮二,皮带轮一和皮带轮二的外表面上设置有传动皮带。
作为本发明进一步的方案:所述移动机构包含竖直挡板、横板、竖直连接板和滑板,所述横板的前后两端对称安装有竖直挡板,所述横板的下端靠近中间的位置设置有竖直连接板,所述竖直连接板的前后两端均设置有滑板,所述竖直连接板和滑板均位于腔室内部,且所述底板的顶部设置有与竖直连接板相适配的滑槽一,腔室的一侧内壁上设置有电动伸缩杆,电动伸缩杆的输出端与竖直连接板的外表面相连接,腔室的前后端内壁上均设置有与滑板相适配的滑槽二。
作为本发明进一步的方案:所述固定机构包含固定圆盘、定位柱、定位块、定位杆、限位杆、卡箍、升降板和转动轴杆,所述固定圆盘位于两个竖直挡板之间,所述竖直挡板远离固定圆盘的一端设置有升降板,所述固定圆盘的一侧设置有定位柱和若干个定位块,若干个定位块呈环形阵列排布,所述定位柱位于若干个定位块围成的区域内,所述定位块远离固定圆盘的一侧转动安装有定位杆;
作为本发明进一步的方案:所述弹体工件由固定件和加工件组成,所述定位柱远离固定圆盘的一侧与固定件相接触,所述加工件位于固定件远离定位柱的一侧,所述定位柱的内部设置有转动轴杆,所述转动轴杆的两端均贯穿定位柱和竖直挡板至升降板的外表面,其中一个升降板的后端设置有旋转电机,旋转电机的输出端与转动轴杆的后端相连接,所述转动轴杆与定位柱焊接固定,所述定位杆的外表面上设置有限位杆,所述固定件的外表面上设置有与限位杆相适配的限位槽,所述限位杆通过限位槽与固定件插接,所述定位柱的外表面与定位杆之间设置有复位弹簧,所述定位杆外表面上设置有卡箍,所述定位杆上设置有与卡箍相适配的卡槽,其中一个所述升降板的下端与升降气缸的输出端相连接。
一种一级弹体零件粗车加工设备的加工工艺,该工艺指的是:动力电机转动,带动皮带轮二转动,通过皮带轮一和皮带轮二的外表面上设置的传动皮带带动皮带轮一转动,从而带动转动块一转动,进而带动固定块、转动块二、转动块三、转动块四、安装块同步转动,第四驱动电机带动车刀转动,对加工件进行加工,加工完成之后将加工件和固定件切割分离即可得到粗车加工完成的成品。
本发明的有益效果:
本发明中,通过设置的动力电机、皮带轮二、皮带轮一、传动皮带配合使用,从而带动转动块一转动,进而带动固定块、转动块二、转动块三、转动块四、安装块同步转动,第四驱动电机带动车刀转动,可以对加工件进行加工,使得本发明在加工时具有更佳的灵活度和更广的活动范围,便于粗车加工的进行;
设置的电动伸缩杆带动竖直连接板做水平往返直线运动,滑板在滑槽二的内部滑动,竖直连接板在滑槽一的内部滑动,使得竖直连接板在移动时不易出现偏移,竖直连接板带动竖直挡板和横板同步做水平往返直线运动,进而带动固定机构和弹体工件同步做水平往返直线运动,便于使用者对弹体工件的位置进行调节;
设置的定位杆、限位杆、卡箍和固定件配合使用,将固定件牢牢固定在若干个限位杆之间,而且便于拆卸安装,在粗车加工时,不对固定件进行加工,仅对加工件进行加工,固定件用来保证加工件在加工时位置不会出现偏移,减少车刀空车的概率;复位弹簧使得定位杆可以快速复位,提高安装效率;旋转电机带动转动轴杆转动,进而带动加工件转动,对其倾斜角度进行调节,便于加工;
本设备设置有粗车分段编程,首先将加工件依照顺序按几何形状进行分段,每一个几何形状为一段;确定各段的长度、起始端和结束端的直径、形状、公差和表面粗糙度五个段参数;按照每一段的段参数对各段依次进行加工;各段长度、起始端和结束端的直径尺寸通过图纸标注或测量确定,每一段的结束端直径是下一段的起始端直径;在加工过程中,输入的长度参数为正数时,正向加工,长度参数为负数时,反向加工,可以根据加工需要,将长度参数设定为正数或负数;分段编程加工,优化了程序走刀轨迹,减少了加工时出现的空刀,缩短加工时间,提高了生产效率。
附图说明
下面结合附图对本发明作进一步的说明。
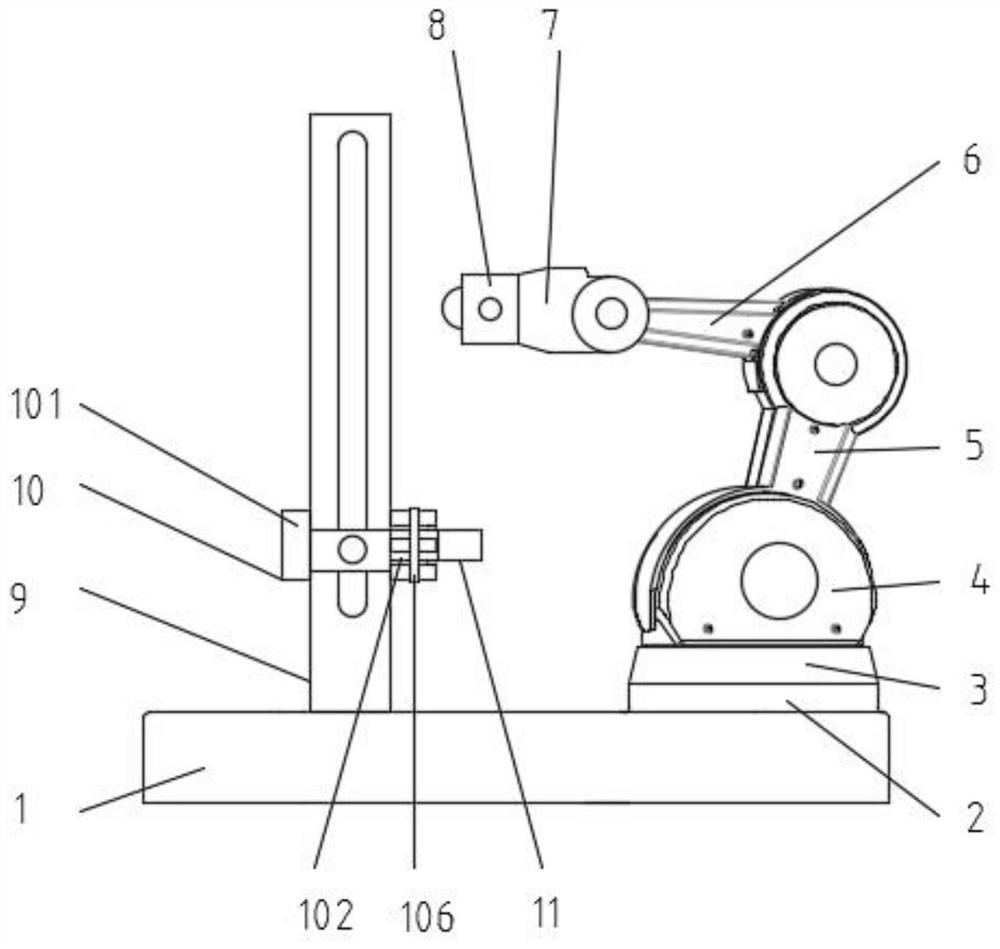
图1是本发明整体结构主视图;
图2是本发明中移动机构的侧视图;
图3是本发明中底板、固定柱、转动块一和移动机构的主视剖面连接示意图;
图4是本发明中移动机构和固定机构的俯视剖面示意图。
图中:1、底板;2、固定柱;3、转动块一;4、固定块;5、转动块二;6、转动块三;7、转动块四;8、安装块;9、移动机构;10、固定机构;11、弹体工件;12、动力电机;91、竖直挡板;92、横板;93、竖直连接板;94、滑板;101、固定圆盘;102、定位柱;103、定位块;104、定位杆;105、限位杆;106、卡箍;107、升降板;108、转动轴杆;111、固定件;112、加工件。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有作出创造性劳动前提下所获得的所有其它实施例,都属于本发明保护的范围。
请参阅图1-4所示,一种一级弹体零件粗车加工设备,包括底板1、固定柱2、转动块一3、固定块4、转动块二5、转动块三6、转动块四7、安装块8、移动机构9、固定机构10、弹体工件11和动力电机12,所述底板1的上端设置有固定柱2、转动块一3、固定块4和移动机构9,所述固定柱2、转动块一3和固定块4均位于移动机构9的一侧,所述转动块一3位于固定柱2和固定块4之间,所述固定柱2位于固定块4的下方,所述移动机构9上安装有固定机构10,所述移动机构9的后端设置有升降气缸,所述固定机构10上设置有弹体工件11;
所述固定块4的上端设置有转动块二5,所述转动块二5的下端贯穿至固定块4的内部,所述固定块4的后端设置有第一驱动电机,第一驱动电机的输出端贯穿固定块4和转动块二5,所述转动块二5的上端设置有转动块三6,所述转动块三6下端贯穿至转动块二5的内部,所述转动块二5的后端设置有第二驱动电机,第二驱动电机的输出端贯穿转动块二5和转动块三6,所述转动块三6远离转动块二5的一侧设置有转动块四7,所述转动块四7的一端贯穿至转动块三6的内部,所述转动块三6的后端设置有第三驱动电机,第三驱动电机的输出端贯穿转动块三6和转动块四7,所述转动块四7的另一端设置有安装块8,所述安装块8的横截面呈U型,所述安装块8的内部设置有车刀,所述安装块8的后端设置有第四驱动电机,第四驱动电机的输出端贯穿安装块8和车刀,所述底板1的内部设置有腔室,腔室内部靠近中间的位置设置有动力电机12。
所述转动块一3的下端贯穿固定柱2和底板1的顶部至腔室的内部,所述转动块一3的外表面靠近下端的位置设置有皮带轮一,所述动力电机12的输出端设置有皮带轮二,皮带轮一和皮带轮二的外表面上设置有传动皮带。
所述移动机构9包含竖直挡板91、横板92、竖直连接板93和滑板94,所述横板92的前后两端对称安装有竖直挡板91,所述横板92的下端靠近中间的位置设置有竖直连接板93,所述竖直连接板93的前后两端均设置有滑板94,所述竖直连接板93和滑板94均位于腔室内部,且所述底板1的顶部设置有与竖直连接板93相适配的滑槽一,腔室的一侧内壁上设置有电动伸缩杆,电动伸缩杆的输出端与竖直连接板93的外表面相连接,腔室的前后端内壁上均设置有与滑板94相适配的滑槽二。
所述固定机构10包含固定圆盘101、定位柱102、定位块103、定位杆104、限位杆105、卡箍106、升降板107和转动轴杆108,所述固定圆盘101位于两个竖直挡板91之间,所述竖直挡板91远离固定圆盘101的一端设置有升降板107,所述固定圆盘101的一侧设置有定位柱102和若干个定位块103,若干个定位块103呈环形阵列排布,所述定位柱102位于若干个定位块103围成的区域内,所述定位块103远离固定圆盘101的一侧转动安装有定位杆104;
所述弹体工件11由固定件111和加工件112组成,所述定位柱102远离固定圆盘101的一侧与固定件111相接触,所述加工件112位于固定件111远离定位柱102的一侧,所述定位柱102的内部设置有转动轴杆108,所述转动轴杆108的两端均贯穿定位柱102和竖直挡板91至升降板107的外表面,其中一个升降板107的后端设置有旋转电机,旋转电机的输出端与转动轴杆108的后端相连接,所述转动轴杆108与定位柱102焊接固定,所述定位杆104的外表面上设置有限位杆105,所述固定件111的外表面上设置有与限位杆105相适配的限位槽,所述限位杆105通过限位槽与固定件111插接,所述定位柱102的外表面与定位杆104之间设置有复位弹簧,所述定位杆104外表面上设置有卡箍106,所述定位杆104上设置有与卡箍106相适配的卡槽,其中一个所述升降板107的下端与升降气缸的输出端相连接。
一种一级弹体零件粗车加工设备的加工工艺,该工艺指的是:动力电机12转动,带动皮带轮二转动,通过皮带轮一和皮带轮二的外表面上设置的传动皮带带动皮带轮一转动,从而带动转动块一3转动,进而带动固定块4、转动块二5、转动块三6、转动块四7、安装块8同步转动,第四驱动电机带动车刀转动,对加工件112进行加工,加工完成之后将加工件112和固定件111切割分离即可得到粗车加工完成的成品。
本发明的工作原理:
动力电机12转动,带动皮带轮二转动,通过皮带轮一和皮带轮二的外表面上设置的传动皮带带动皮带轮一转动,从而带动转动块一3转动,进而带动固定块4、转动块二5、转动块三6、转动块四7、安装块8同步转动,设置的转动块二5在固定块4上有180度的旋转角度,转动块三6在转动块二5上有270度的旋转角度,转动块四7在转动块三6上有270度的旋转角度,第四驱动电机的输出端贯穿安装块8和车刀,第四驱动电机带动车刀转动,可以对加工件112进行加工,使得本发明在加工时具有更佳的灵活度和更广的活动范围,便于粗车加工的进行;
电动伸缩杆带动竖直连接板93做水平往返直线运动,滑板94在滑槽二的内部滑动,竖直连接板93在滑槽一的内部滑动,使得竖直连接板93在移动时不易出现偏移,竖直连接板93带动竖直挡板91和横板92同步做水平往返直线运动,进而带动固定机构10和弹体工件11同步做水平往返直线运动,便于使用者对弹体工件11的位置进行调节;
设置的定位杆104、限位杆105、卡箍106和固定件111配合使用,将固定件111牢牢固定在若干个限位杆105之间,而且便于拆卸安装,在粗车加工时,不对固定件111进行加工,仅对加工件112进行加工,固定件111用来保证加工件112在加工时位置不会出现偏移,减少车刀空车的概率;复位弹簧使得定位杆104可以快速复位,提高安装效率;旋转电机带动转动轴杆108转动,进而带动加工件112转动,对其倾斜角度进行调节,便于加工;
本设备设置有粗车分段编程,首先将加工件112依照顺序按几何形状进行分段,每一个几何形状为一段;确定各段的长度、起始端和结束端的直径、形状、公差和表面粗糙度五个段参数;按照每一段的段参数对各段依次进行加工;各段长度、起始端和结束端的直径尺寸通过图纸标注或测量确定,每一段的结束端直径是下一段的起始端直径;在加工过程中,输入的长度参数为正数时,正向加工,长度参数为负数时,反向加工,可以根据加工需要,将长度参数设定为正数或负数,加工完成之后将加工件112和固定件111切割分离即可得到粗车加工完成的成品;分段编程加工,优化了程序走刀轨迹,减少了加工时出现的空刀,缩短加工时间,提高了生产效率。
在本说明书的描述中,参考术语“一个实施例”、“示例”、“具体示例”等的描述意指结合该实施例或示例描述的具体特征、结构、材料或者特点包含于本发明的至少一个实施例或示例中。在本说明书中,对上述术语的示意性表述不一定指的是相同的实施例或示例。而且,描述的具体特征、结构、材料或者特点可以在任何的一个或多个实施例或示例中以合适的方式结合。
以上内容仅仅是对本发明所作的举例和说明,所属本技术领域的技术人员对所描述的具体实施例做各种各样的修改或补充或采用类似的方式替代,只要不偏离发明或者超越本权利要求书所定义的范围,均应属于本发明的保护范围。
- 一种一级弹体零件粗车加工设备及其加工工艺
- 一级弹体零件粗车内圆工艺