用于连续退火炉辐射管膨胀节开裂的修复方法
文献发布时间:2023-06-19 13:51:08
技术领域
本发明涉及冷轧板带连续热处理控制技术领域,尤其涉及一种用于连续退火炉辐射管膨胀节开裂的修复方法。
背景技术
在连续热镀锌和连续退火生产线中,保证生产中连续退火炉气密性非常重要。
在实际操作中,连续热镀锌线和连续退火线在退火炉内完成带钢退火。带钢退火在加热阶段分为两个系统,一个燃烧系统,通过助燃空气和燃气在安装在退火炉内的辐射管中燃烧,通过热辐射实现带钢加热。另外一个带钢运行系统,带钢在通过炉辊并在氮氢保护气还原气氛下按工艺要求实现退火。在带钢在退火过程加热阶段,要保证带钢表面不受氧化,因而在带钢运行系统内严禁与空气连通,高质量带钢退火过程需要保证炉内氧含量在10ppm以内,因而两个系统需要完全隔绝。在连续热镀锌线和连续退火线在退火炉存在如下问题:①在使用过程中辐射管受热不均及蠕动伸缩出现内部开裂或膨胀节损坏,造成带钢运行系统进入空气;②辐射管使用不到5年,管体基本无变形仅膨胀节损坏,直接更换备件成本压力过高;③直接采用普通焊接方法无法实现薄膨胀节泄漏位置修复,且破损会因焊接不良导致泄漏点更大。
因此,退火炉辐射管损坏膨胀节修复已成为保证产品质量及控制备件成本的重要因素。
发明内容
本申请实施例通过提供一种用于连续退火炉辐射管膨胀节开裂的修复方法,解决了因为辐射管膨胀节损坏导致退火炉带钢运行系统气密性下降的技术问题,保证了产线正常生产,降低了生产成本。
本申请实施例提供了一种用于连续退火炉辐射管膨胀节开裂的修复方法,包括:
对辐射管膨胀节裂口进行检查;
对进行检查后的所述辐射管膨胀节裂口进行修补预处理;
对进行修补预处理后的所述辐射管膨胀节裂口进行半圆环点焊;
对进行半圆环点焊后的所述辐射管膨胀节裂口进行修复焊接。
进一步地,所述对进行检查后的所述辐射管膨胀节裂口进行修补预处理包括:
对所述辐射管膨胀节裂口处进行陶瓷纤维填塞;
对所述辐射管膨胀节裂口处的辐射管直管段与膨胀节法兰端面进行打磨。
进一步地,所述对进行修补预处理后的所述辐射管膨胀节裂口进行半圆环点焊包括:
将所述辐射管膨胀节裂口处填塞的所述陶瓷纤维用磨片或铲片压紧填实;
将所述辐射管膨胀节裂口处卡上半圆环后进行点焊。
进一步地,所述对进行半圆环点焊后的所述辐射管膨胀节裂口进行修复焊接包括:
对所述进行半圆环点焊后的所述辐射管膨胀节裂口进行起弧焊接,由所述辐射管直管段到半圆环端面逐次进行焊接,焊接第一遍过程中焊缝表面出现浮渣,用角磨机打磨光洁;第二遍焊接,表面出现浮渣,再次打磨;第三遍收弧点要高于焊缝,依次为打底、填中、盖面。
进一步地,当所述辐射管膨胀节裂口在所述辐射管膨胀节上半段时,在所述辐射管或所述膨胀节上半段填充陶瓷纤维,并在所述辐射管或所述膨胀节上半段卡上半圆环进行点焊。
进一步地,当所述辐射管膨胀节裂口在所述辐射管膨胀节上半段时,对所述进行半圆环点焊后的所述辐射管膨胀节裂口由3点钟方向进行起弧焊接。
进一步地,所述半圆环点焊与所述修复焊接时均采用H2535Nb焊丝,氩弧焊机电流为200A。
进一步地,所述半圆环为304不锈钢,内径为202mm,外径为240mm,厚度5~10mm。
本申请实施例中提供的一个或多个技术方案,至少具有如下技术效果或优点:
本申请通过对辐射管膨胀节裂口进行预处理及半圆环点焊后再对裂口进行焊接,实现了辐射管膨胀节修复,以满足生产内退火炉带钢运行系统气密性控制要求,降低了工作量,提高了辐射管使用寿命,保证了产线产品质量。
附图说明
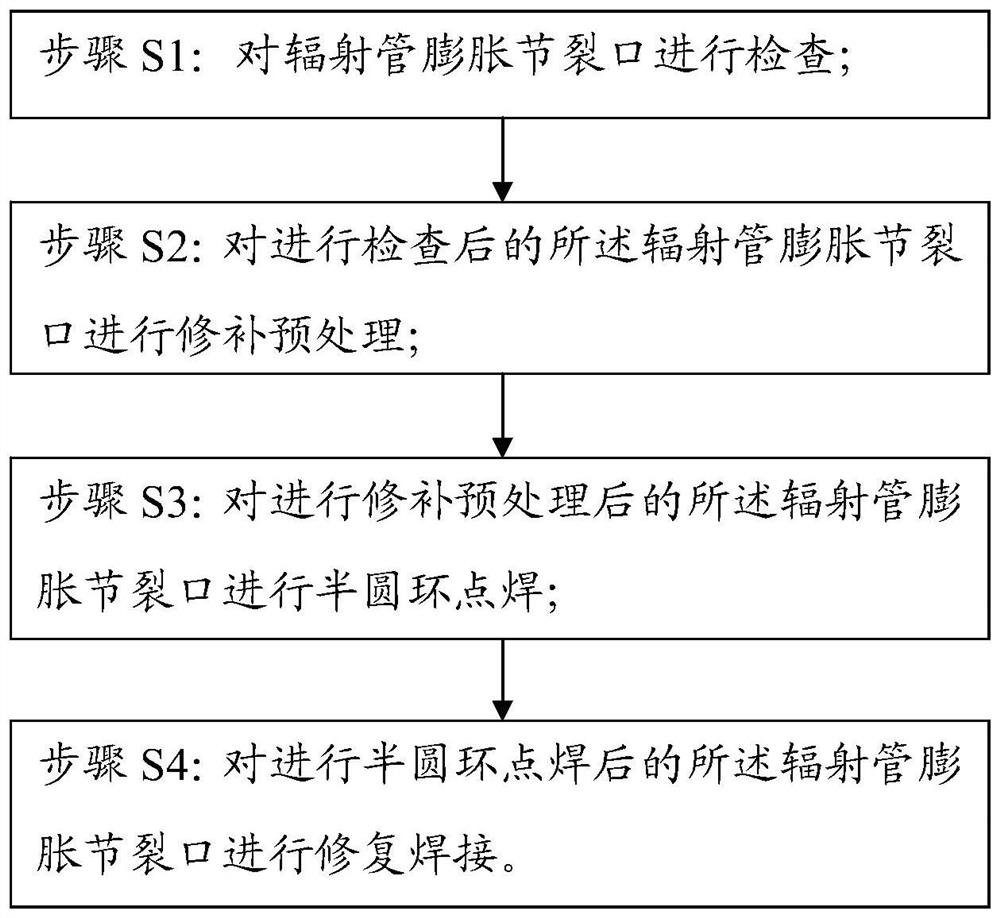
图1为本申请实施例一提供的一种用于连续退火炉辐射管膨胀节开裂的修复方法的工艺流程图;
图2为本申请实施例一提供的辐射管膨胀节损坏情况示意图;
图3为本申请实施例一提供的辐射管直管段与膨胀节法兰端面打磨标准示意图;
图4为本申请实施例一提供的辐射管直管段与膨胀节半圆环点焊固定示意图;
图5为本申请实施例一提供的辐射管膨胀节焊接状态示意图。
具体实施方式
本发明提供了一种用于连续退火炉辐射管膨胀节开裂的修复方法,通过对焊接填料、焊丝及焊机电流控制、焊接方法的优化,实现辐射管膨胀节修复,以满足生产内退火炉带钢运行系统气密性控制要求。
为了更好的理解上述技术方案,下面将结合说明书附图以及具体的实施方式对上述技术方案进行详细的说明。
实施例一
如图1所示,本申请实施例提供了一种用于连续退火炉辐射管膨胀节开裂的修复方法,包括:
步骤S1:对辐射管膨胀节裂口进行检查;
步骤S2:对进行检查后的所述辐射管膨胀节裂口进行修补预处理;
步骤S3:对进行修补预处理后的所述辐射管膨胀节裂口进行半圆环点焊;
步骤S4:对进行半圆环点焊后的所述辐射管膨胀节裂口进行修复焊接。
其中,步骤S2所述对进行检查后的所述辐射管膨胀节裂口进行修补预处理包括:
步骤S21:对所述辐射管膨胀节裂口处进行陶瓷纤维填塞;
步骤S22:对所述辐射管膨胀节裂口处的辐射管直管段与膨胀节法兰端面进行打磨。
步骤S3所述对进行修补预处理后的所述辐射管膨胀节裂口进行半圆环点焊包括:
步骤S31:将所述辐射管膨胀节裂口处填塞的所述陶瓷纤维用磨片或铲片压紧填实;
步骤S31:将所述辐射管膨胀节裂口处卡上半圆环后进行点焊。
步骤S24所述对进行半圆环点焊后的所述辐射管膨胀节裂口进行修复焊接包括:对所述进行半圆环点焊后的所述辐射管膨胀节裂口进行起弧焊接,由所述辐射管直管段到半圆环端面逐次进行焊接,焊接第一遍过程中焊缝表面出现浮渣,用角磨机打磨光洁;第二遍焊接,表面出现浮渣,再次打磨;第三遍收弧点要高于焊缝,依次为打底、填中、盖面。
如图2所示,本申请实施例中辐射管膨胀节上半段开裂,需先准备氩弧焊机、纯氩、面罩、专用手套、角磨机及磨片设备,准备H2535Nb焊丝、304不锈钢半圆环,半圆环内径为202mm,外径为240mm,厚度为5~10mm。
如图3所示,准备好修复器材后,先检查破损辐射管,在损坏膨胀节裂口处添加陶瓷纤维,减少辐射热对膨胀节损坏,直接对辐射管直管段裂口处和膨胀节法兰端面打磨,辐射管直管段表面麻点及杂质打磨光亮,膨胀节法兰端面打磨光洁,保证无异物。如图4所示,打磨后在裂口处填充陶瓷纤维(耐温1100℃),用磨片或铲片压紧填实。然后在上半段开裂位置卡上304半圆环,再采用H2535Nb焊丝,氩弧焊机电流200A将半圆环点焊牢固,方可焊接。
如图5所示,最后使用H2535Nb焊丝,氩弧焊机电流200A,由3点钟方向开始起弧焊接,由下向上,由辐射管直管段到半圆环端面逐次进行。焊接第一遍过程中焊缝表面出现浮渣,用角磨机打磨光洁;第二遍焊接,表面出现浮渣,再次打磨;第三遍收弧点要高于焊缝,依次为打底、填中、盖面。
上述本申请实施例中的技术方案,至少具有如下的技术效果或优点:
1、通过采用陶瓷纤维填塞裂缝,起到了隔热作用,解决了焊接位置温度过高的技术问题,降低高温对焊接部位影响,提高器件使用寿命。
2、通过对辐射管直管段裂口处和膨胀节法兰端面打磨,清除开裂处杂质,利于焊接,保证焊接端面光洁,提高焊接质量。
3、通过采用半圆环电焊,用半圆环直接将缝隙覆盖,解决裂缝漏气问题,完全焊接好后,不再漏气。
4、通过采用三遍焊接的方式,解决焊接出现结瘤或焊渣过多等问题,以保证良好的焊接质量。
5、半圆环点焊与所述修复焊接时均采用H2535Nb焊丝,氩弧焊机电流为200A,使得焊丝与原材质一致,焊接电流最佳,保证了焊接过程中焊接效果。
最后所应说明的是,以上具体实施方式仅用以说明本发明的技术方案而非限制,尽管参照实例对本发明进行了详细说明,本领域的普通技术人员应当理解,可以对本发明的技术方案进行修改或者等同替换,而不脱离本发明技术方案的精神和范围,其均应涵盖在本发明的权利要求范围当中。
- 用于连续退火炉辐射管膨胀节开裂的修复方法
- 冷轧连续退火炉辐射管破损快速检测方法