一种自由锻液压装备及其辅助装置
文献发布时间:2024-01-17 01:19:37
技术领域
本发明涉及液压装备及其辅助装置技术领域,尤其涉及一种自由锻液压装备及其辅助装置。
背景技术
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定机械性能、一定形状和尺寸锻件的加工方法,通过锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了完整的金属流线,锻件的机械性能一般优于同样材料的铸件,在相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊接件外,一般多采用锻件,自由锻液压机是专门进行金属坯料锻造成型的机器。
现有的自由锻液压机大多是通过人工或人工驾驶锻造用夹持车将所需锻造的工件或锻件进行夹持,再通过液压机进行锻造,在锻造过程中液压机对所需锻造的工件或锻件进行捶打锻造时,被击飞的氧化皮会对操作人员产生一定的安全隐患,而且人工和人工驾驶锻造用夹持车进行锻造时,存在锻造效率低下的问题。
发明内容
本发明的目的是为了解决现有设计,在捶打锻造时,被击飞的氧化皮会对操作人员产生一定的安全隐患和人工和人工驾驶锻造用夹持车进行锻造时,存在锻造效率低下的问题。
为了实现上述目的,本发明采用了如下技术方案:
一种自由锻液压装备及其辅助装置,包括锻造平台,所述锻造平台的顶面上开设有若干安装滑槽,所述安装滑槽内滑动安装有锻造模具,所述锻造平台的顶面上固定安装有四柱导向架;
所述四柱导向架包括有四个导向立柱,四个所述导向立柱固定连接在锻造平台的四角处,四个所述导向立柱的顶部固定连接有顶块,所述顶块的底部上安装有锻造机构,所述顶块的顶部固定连接有设备箱;
所述锻造机构包括有若干液压机,若干所述液压机固定连接在顶块的底部,若干所述滑动安装块的底部伸缩端上共同固定连接有滑动安装块,所述滑动安装块滑动安装在四个导向立柱上,所述滑动安装块的底部固定连接有锻造锤,所述锻造锤位于锻造模具的正上方,所述锻造平台的外侧安装有升降移动机构,所述升降移动机构的顶部上安装有夹持机构,所述锻造平台的一侧上固定安装有上料机构。
优选的,所述升降移动机构包括有若干第一液压缸,若干所述第一液压缸的外侧上固定连接有第一连接件,所述第一连接件远离第一液压缸的一端螺纹安装在锻造平台的外侧面上,若干所述第一液压缸的顶部伸缩端上共同固定连接有环形轨道,所述环形轨道的顶部移动端上螺纹安装有两个夹持机构。
优选的,所述夹持机构包括有第一连接座,所述第一连接座螺纹安装在环形轨道的移动端上,所述第一连接座的内部固定安装有第一旋转液压缸,所述第一旋转液压缸的顶部旋转端上螺纹安装有固定盘,所述固定盘的顶部固定连接有第二连接座,所述第二连接座的一侧内部固定安装有第二旋转液压缸,所述第二旋转液压缸的旋转端上固定连接有第二液压缸,所述第二液压缸远离第二旋转液压缸的一端上螺纹安装有夹持组件。
优选的,所述夹持组件包括有夹持块,所述夹持块的外侧上设有若干滑槽,若干所述滑槽的内部均滑动安装有滑动板,若干所述滑动板远离夹持块的一端共同固定连接有固定板,所述滑动板远离固定板的一端顶面上固定连接有第三液压缸,所述第三液压缸远离滑动板的一端上固定连接有夹钳,所述夹持块靠近固定板的一端内部固定安装有第四液压缸,所述第四液压缸的伸缩端固定连接在固定板上,所述夹持块远离固定板的一端上固定安装有隔热防护罩,所述隔热防护罩的一侧上开设有若干通口,所述通口的长度与第三液压缸的工作高度一致,若干所述通口与若干夹钳一一对应。
优选的,所述上料机构包括有安装支座和固定柱,所述安装支座通过第二连接件螺纹连接在锻造平台的一侧上,所述安装支座的顶部固定安装有传送机,所述传送机的移动端上安装有载料台,所述固定柱固定连接在第二连接件的顶面上,所述固定柱的顶部固定连接有支撑轨道,所述支撑轨道与传送机相对应,并且用于载料台的导向支撑,所述载料台的两侧设置有推板驱动机构,所述推板驱动机构的移动端共同固定连接有推板,所述推板位于载料台的上方。
与现有技术相比,本发明提供了一种自由锻液压装备及其辅助装置,具备以下有益效果:
1.本发明通过上料机构的设置,在使用时,使用者通过吊装或其他方式将所需锻造的工件或锻件放置在上料机构上的载料台上,接着使用者通过控制器控制传送机工作,传送机带动载料台将载料台上的所需锻造的工件或锻件送至靠近锻造模具的一端,随后使用者通过控制器控制推板驱动机构工作带动载料台上的推板,将所需锻造的工件或锻件推动至锻造模具上,推板驱动机构可以是液压缸,无需人工接触,避免了人工操作的安全隐患,通过支撑轨道的设置,提高了载料台进行上料时的稳定性;
2.本发明通过升降移动机构和夹持机构的设置,便于调节夹持块与夹钳夹持端的间距,进而便于对不同规格所需锻造的工件或锻件进行夹钳的力臂长度进行调节,提高夹持效果,避免因所需锻造的工件或锻件夹持部位过大而影响锻造效果,在需要对中或者更换锻造模具时,通过两个夹持机构将夹钳完全张开,接着通过两个第二液压缸工作将两个夹持块做相向移动直至夹持块抵至锻造的工件或锻件达到设定值后,夹钳将工件或锻件进行对中夹持,对中夹持完成后,第一液压缸带动环形轨道和环形轨道上的夹持机构进行顶升工作,从而将工件或锻件夹起上移,待主体设备完成工位转换或锻造模具的更换后,第一液压缸工作带动夹持机构和夹持机构上的工件或锻件落下,将工件或锻件放置在新的工位或者锻造模具上,接着根据需求,可以退回一个夹持机构或者同时夹持进行下一序锻造,无需另外设置对中装置,提高了对中工序夹持工件运动过程中的精准度,提高了装置实用性,同时避免了在捶打锻造时,被击飞的氧化皮会对操作人员产生一定的安全隐患和人工和人工驾驶锻造用夹持车进行锻造时,存在锻造效率低下的问题。
附图说明
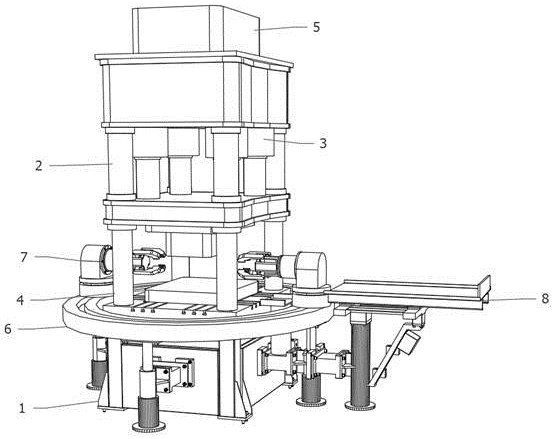
图1为本发明提出的一种自由锻液压装备及其辅助装置的整体侧视结构示意图;
图2为本发明提出的一种自由锻液压装备及其辅助装置的四柱导向架和锻造机构结构示意图;
图3为本发明提出的一种自由锻液压装备及其辅助装置的升降移动机构结构示意图;
图4为本发明提出的一种自由锻液压装备及其辅助装置的上料机构结构示意图;
图5为本发明提出的一种自由锻液压装备及其辅助装置的夹持机构结构示意图;
图6为本发明提出的一种自由锻液压装备及其辅助装置的夹持组件结构示意图;
图7为本发明提出的一种自由锻液压装备及其辅助装置的夹持组件变形后结构示意图;
图8为本发明提出的一种自由锻液压装备及其辅助装置的隔热防护罩结构示意图。
图号说明:1、锻造平台;101、安装滑槽;2、四柱导向架;201、导向立柱;202、顶块;3、锻造机构;301、液压机;302、滑动安装块;303、锻造锤;4、锻造模具;5、设备箱;6、升降移动机构;601、第一液压缸;602、连接件;603、环形轨道;7、夹持机构;701、第一连接座;702、第一旋转液压缸;703、固定盘;704、第二连接座;705、第二旋转液压缸;706、第二液压缸;707、夹持组件;7071、夹持块;7072、滑槽;7073、滑动板;7074、固定板;7075、第三液压缸;7076、夹钳;7077、第四液压缸;7078、隔热防护罩;7079、通口;8、上料机构;801、安装支座;802、传送机;803、载料台;804、固定柱;805、支撑轨道。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。
在本发明的描述中,需要理解的是,术语“上”、“下”、“前”、“后”、“左”、“右”、“顶”、“底”、“内”、“外”等指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明和简化描述,而不是指示或暗示所指的装置或元件必须具有特定的方位、以特定的方位构造和操作,因此不能理解为对本发明的限制。
实施例1:
请参阅图1-3,一种自由锻液压装备及其辅助装置,包括锻造平台1,锻造平台1的顶面上开设有若干安装滑槽101,安装滑槽101内滑动安装有锻造模具4,锻造平台1的顶面上固定安装有四柱导向架2;
四柱导向架2包括有四个导向立柱201,四个导向立柱201固定连接在锻造平台1的四角处,四个导向立柱201的顶部固定连接有顶块202,顶块202的底部上安装有锻造机构3,顶块202的顶部固定连接有设备箱5;
锻造机构3包括有若干液压机301,若干液压机301固定连接在顶块202的底部,若干滑动安装块302的底部伸缩端上共同固定连接有滑动安装块302,滑动安装块302滑动安装在四个导向立柱201上,滑动安装块302的底部固定连接有锻造锤303,锻造锤303位于锻造模具4的正上方,锻造平台1的外侧安装有升降移动机构6,升降移动机构6的顶部上安装有夹持机构7,锻造平台1的一侧上固定安装有上料机构8;
上料机构8包括有安装支座801和固定柱804,安装支座801通过第二连接件8011螺纹连接在锻造平台1的一侧上,安装支座801的顶部固定安装有传送机802,传送机802的移动端上安装有载料台803,固定柱804固定连接在第二连接件8011的顶面上,固定柱804的顶部固定连接有支撑轨道805,支撑轨道805与传送机802相对应,并且用于载料台803的导向支撑,载料台803的两侧设置有推板驱动机构,推板驱动机构的移动端共同固定连接有推板806,推板806位于载料台803的上方。
本发明在使用时,使用者通过吊装或其他方式将所需锻造的工件或锻件放置在上料机构8上的载料台803上,接着使用者通过控制器控制传送机802工作,传送机802带动载料台803将载料台803上的所需锻造的工件或锻件送至靠近锻造模具4的一端,随后使用者通过控制器控制推板驱动机构工作带动载料台803上的推板806,将所需锻造的工件或锻件推动至锻造模具4上,推板驱动机构可以是液压缸,无需人工接触,避免了人工操作的安全隐患,通过支撑轨道805的设置,提高了载料台803进行上料时的稳定性。
实施例2:
请参阅图3-8,基于实施例1又有所不同之处在于;
升降移动机构6包括有若干第一液压缸601,若干第一液压缸601的外侧上固定连接有第一连接件602,第一连接件602远离第一液压缸601的一端螺纹安装在锻造平台1的外侧面上,若干第一液压缸601的顶部伸缩端上共同固定连接有环形轨道603,环形轨道603的顶部移动端上螺纹安装有两个夹持机构7;
夹持机构7包括有第一连接座701,第一连接座701螺纹安装在环形轨道603的移动端上,第一连接座701的内部固定安装有第一旋转液压缸702,第一旋转液压缸702的顶部旋转端上螺纹安装有固定盘703,固定盘703的顶部固定连接有第二连接座704,第二连接座704的一侧内部固定安装有第二旋转液压缸705,第二旋转液压缸705的旋转端上固定连接有第二液压缸706,第二液压缸706远离第二旋转液压缸705的一端上螺纹安装有夹持组件707;
夹持组件707包括有夹持块7071,夹持块7071的外侧上设有若干滑槽7072,若干滑槽7072的内部均滑动安装有滑动板7073,若干滑动板7073远离夹持块7071的一端共同固定连接有固定板7074,滑动板7073远离固定板7074的一端顶面上固定连接有第三液压缸7075,第三液压缸7075远离滑动板7073的一端上固定连接有夹钳7076,夹持块7071靠近固定板7074的一端内部固定安装有第四液压缸7077,第四液压缸7077的伸缩端固定连接在固定板7074上,夹持块7071远离固定板7074的一端上固定安装有隔热防护罩7078,隔热防护罩7078的一侧上开设有若干通口7079,通口7079的长度与第三液压缸7075的工作高度一致,若干通口7079与若干夹钳7076一一对应。
本发明在使用时,所需锻造的工件或锻件送至锻造模具4上后,使用者通过控制器控制升降移动机构6上的第一液压缸601工作,将第一液压缸601上的环形轨道603移动至合适高度,接着通过环形轨道603工作,使得环形轨道603移动端上的夹持机构7移动至所需锻造的工件或锻件的一端,再通过控制器控制夹持机构7上的第一旋转液压缸702将第一旋转液压缸702旋转端上的第二连接座704安装有第二旋转液压缸705的一端旋转至与所需锻造的工件或锻件同向位置,接着通过控制器控制第二液压缸706将第二液压缸706上的夹持组件707推至与所需锻造的工件或锻件接触,随后通过控制器控制第三液压缸7075工作将夹钳7076张开,再通过第二液压缸706推进,接着第三液压缸7075回缩通过夹钳7076将所需锻造的工件或锻件夹持住,同时通过第四液压缸7077工作推动夹持块7071移动,可以调节夹持块7071与夹钳7076夹持端的间距,进而便于对不同规格所需锻造的工件或锻件进行夹钳7076的力臂长度进行调节,提高夹持效果,避免因所需锻造的工件或锻件夹持部位过大而影响锻造效果,同时;
在需要对中或者更换锻造模具4时,通过两个夹持机构7将夹钳7076完全张开,接着通过两个第二液压缸706工作将两个夹持块7071做相向移动直至夹持块7071抵至锻造的工件或锻件达到设定值后,夹钳7076将工件或锻件进行对中夹持,对中夹持完成后,第一液压缸601带动环形轨道603和环形轨道603上的夹持机构7进行顶升工作,从而将工件或锻件夹起上移,待主体设备完成工位转换或锻造模具4的更换后,第一液压缸601工作带动夹持机构7和夹持机构7上的工件或锻件落下,将工件或锻件放置在新的工位或者锻造模具4上,接着根据需求,可以退回一个夹持机构7或者同时夹持进行下一序锻造,无需另外设置对中装置,提高了对中工序夹持工件运动过程中的精准度,提高了装置实用性,全程无需人工近距离接触,避免了在捶打锻造时,被击飞的氧化皮会对操作人员产生一定的安全隐患和人工和人工驾驶锻造用夹持车进行锻造时,存在锻造效率低下的问题。
以上,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种液压横移与微升降式侧方位停车辅助装置
- 一种重型自由锻液压机横梁翻转装置
- 一种双柱自由锻液压机的对中升降装置