一种空气压缩机螺杆配件制造精加工机械及方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及螺杆领域,特别涉及一种空气压缩机螺杆配件制造精加工机械及方法。
背景技术
空气压缩机是一种用以压缩气体的设备,空气压缩机与水泵构造类似,大多数空气压缩机是往复活塞式,旋转叶片或旋转螺杆。螺杆压缩机有双螺杆与单螺杆两种,通常所称的螺杆压缩机即指双螺杆压缩机,在压缩机的机体中,平行地配置着一对相互啮合的螺旋形转子,通常把节圆外具有凸齿的转子,称为阳转子或阳螺杆,把节圆内具有凹齿的转子,称为阴转子或阴转子,具有可靠性高、操作维护方便、适应性强等特点。
螺杆压缩机中的转子是将螺杆与轴做成一体的配件,螺杆是螺杆外表面切有螺旋槽的圆柱或者切有锥面螺旋槽的圆锥。目前对螺杆进行加工作业时,可能会存在以下问题:1.现有的空气压缩机螺杆配件制造精加工机械在对螺杆进行加工时,只能对单一长度的螺杆进行夹持,夹持装置不能进行调节,使得夹持装置适用场合较低,不能满足多种型号规格的加工需求;2.螺杆车削的过程中无防护装置,在车削时,摩擦力过大时会出现火花的现象,废屑也会四处乱溅,容易对操作人员造成身体伤害,安全性较低。
为此,本发明提供一种空气压缩机螺杆配件制造精加工机械及方法。
发明内容
为了实现上述目的,本发明提供一种空气压缩机螺杆配件制造精加工机械,该机械包括回型底座和设置在回型底座竖直段之间的矩形底板,所述矩形底板的顶部滑动配合连接有,矩形底板的上方设置有定位装置,定位装置包括前后对称设置在矩形底板上方水平段中心的T型板,以前侧的T型板为例,T型板水平段的顶部开设有矩形孔,T型板顶部的前后两端对称设置有L型滑轨,两组L型滑轨竖直段之间前后对称设置有齿板,且两组齿板呈左右交错排布,两组齿板的底部且位于矩形孔的内部均设置有T型杆,T型杆水平段的底部中心左右对称设置有安装卡板,安装卡板的中部开设有通孔,两组安装卡板之间的侧壁共同开设有限位圆槽,两组安装卡板的底部中心共同开设有调节孔,T型滑块底部的安装卡板外侧开设有凹槽,凹槽沿着通孔的外壁呈环形分布,限位圆槽的内部安装有三角卡盘;
所述回型底座的顶部设置有车削装置,车削装置包括设置在回型底座水平段顶部中心的竖板,竖板的外侧上端安装有伸缩气缸,伸缩气缸的移动端贯穿至竖板的另一侧壁并固定连接有开口朝向矩形底板的匚型块,匚型块两组水平段之间安装有可拆卸的铣刀,便于更换各种型号的刀具,竖板的顶部中心设置有矩形支座,矩形支座的左右两侧通过铰轴转动连接有挡罩。
优选的,所述矩形底板的顶部中心开设有一号T型槽,一号T型槽的左端呈倒T形结构,一号T型槽沿着矩形底板的长度方向延伸,一号T型槽的内部滑动对接有电动滑块,电动滑块的顶端与的底部固定连接,竖直段的前后两端且靠近竖直段的底部对称设置有外伸板,位于同侧两组外伸板的顶部设置有收集槽。
优选的,两组所述L型滑轨水平段位于两组L型滑轨竖直段之间,且两组L型滑轨之间存在间距,两组L型滑轨竖直段之间的间距大于矩形孔的宽度,其中一组齿板的侧壁开设有腰型槽,另一组齿板的侧壁对应腰型槽的位置设置有滑杆,滑杆滑动配合在腰型槽的内部。
优选的,两组所述齿板的顶部均设置有齿牙,齿牙沿着齿板的长度方向等间距排布,且齿牙均位于两组L型滑轨的水平段之间,两组L型滑轨水平段的顶部对称设置有支架,且支架左右对称设置有两组,前后两组支架之间均转动连接有转轴,转轴的外壁套设有一号齿轮,两组一号齿轮呈前后交错排布,且两组一号齿轮分别与同侧的齿牙相互啮合,其中一组转轴的外壁且位于齿牙的上方套设有二号齿轮,且二号齿轮与另一组转轴外壁上的一号齿轮相互啮合,另一组转轴的末端贯穿至一组支架的侧壁并固定连接有双向电机,双向电机的底端设置有安装座,安装座的侧壁与L型滑轨竖直段的侧壁固定连接。
优选的,所述安装卡板的内部中心开设有T型杆水平段底部中心开设有二号T型槽,二号T型槽的左端呈T形结构,二号T型槽沿着T型杆水平段的长度方向延伸,且二号T型槽位于T型杆竖直段的一侧,二号T型槽的内部滑动对接有T型滑块,T型滑块的底部与其中一组安装卡板的顶端固定连接。
优选的,两组所述安装卡板上下两端且靠近安装卡板的前端对称设置有支耳,且支耳前后对称设置有两组,远离T型滑块一侧的支耳侧壁中心均开设有圆孔,与T型滑块同侧的支耳侧壁中心对应圆孔的位置设置有插杆,插杆与圆孔呈滑动配合方式连接,且插杆的末端呈倾斜面结构。
优选的,所述三角卡盘远离圆孔的一端前后对称设置有销轴,T型滑块底部的安装卡板侧壁设置有传动轴,传动轴的中部对应通孔的位置开设有放置孔,传动轴的侧壁对应销轴的位置开设有销孔,销轴穿插在销孔的内部,传动轴的外端通过外部驱动进行旋转,外部驱动安装在其中一组安装卡板的侧壁上。
优选的,所述安装卡板的外侧设置有锁紧机构,锁紧机构包括设置在远离T型滑块且位于支耳顶部的L型支架,L型支架上下对称设置有两组,以前侧左端的一组L型支架为例,L型支架水平段顶部的右端设置有伸缩杆,伸缩杆前后对称设置有两组,两组伸缩杆的顶部共同设置有腰型板,两组腰型板的外壁均套设有复位弹簧,伸缩杆的末端均贯穿至L型支架水平段的底端并共同设置有楔形块,楔形块靠近插杆的一端呈斜面结构,倾斜度从左至右逐渐上升,且楔形块与插杆呈滑动配合,楔形块的顶部设置有连接板,连接板底部的左端设置有侧向抽杆,侧向抽杆的倾斜度与楔形块倾斜面的角度一致,插杆的顶端对应侧向抽杆的位置开设有倾斜槽,L型支架水平段顶部的左端转动连接有转杆,转杆的顶部设置有扣板。
优选的,所述挡罩的两组竖直段侧壁且远离伸缩气缸的一端开设有伸缩槽,伸缩槽上下对称开设有两组,伸缩槽的后端开设有圆槽,圆槽的直径大于伸缩槽的直径,圆槽的内部滑动配合连接有圆板,圆板远离伸缩槽的一端与圆槽的端面之间设置有连接弹簧,圆板靠近伸缩槽的一端对应伸缩槽的位置设置有连接杆,连接杆穿设于伸缩槽的内部,同侧连接杆的末端共同固定连接有移动板。
优选的,采用上述的空气压缩机螺杆配件制造精加工机械对螺杆进行加工时,其步骤如下:
S1检查工作:检查空气压缩机螺杆配件制造精加工机械能否正常使用;
S2螺杆定位:通过定位装置可对待加工的螺杆进行夹持定位;
S3位置调节:通过定位装置可对两组三角卡盘之间的间距进行调节;
S4螺杆车削:通过车削装置可对待加工螺杆进行车削加工。
有益效果
1.本发明设计可拆卸的安装卡板便于对三角卡盘进行快速的安装与拆卸,避免三角卡盘出现损坏时不能进行更换而影响机械设备的正常使用,增加了置办机械设备的成本,不利于大批量的生产需求;
2.本发明通过锁紧机构可使两组安装卡板对接时,插杆与楔形块相互配合,并带动侧向抽杆自动向下移动并穿插在倾斜槽内,通过转动连接的扣板可对侧向抽杆进行限位,从而对两组安装卡板的位置进行固定,以此提高了三角卡盘与螺杆的稳定性,提升了螺杆的加工精度;
3.本发明通过一号齿轮、二号齿轮与齿牙之间的配合可对两组三角卡盘之间的间距进行调节,从而实现对不同长度的螺杆进行夹持固定,有效提高了定位装置的实用性和适用场合,从而节省了更换定位装置的成本,提高了工作效率;
4.本发明通过挡罩与移动板之间的配合可使移动板进行自动收缩,便于对不同直径的螺杆进行调节,还可将车削后的废料集中掉落至收集槽中进行收集,避免车削时摩擦力过大时火花与废屑四处乱溅的现象,提高了安全保护措施。
附图说明
下面结合附图和实施例对本发明进一步说明。
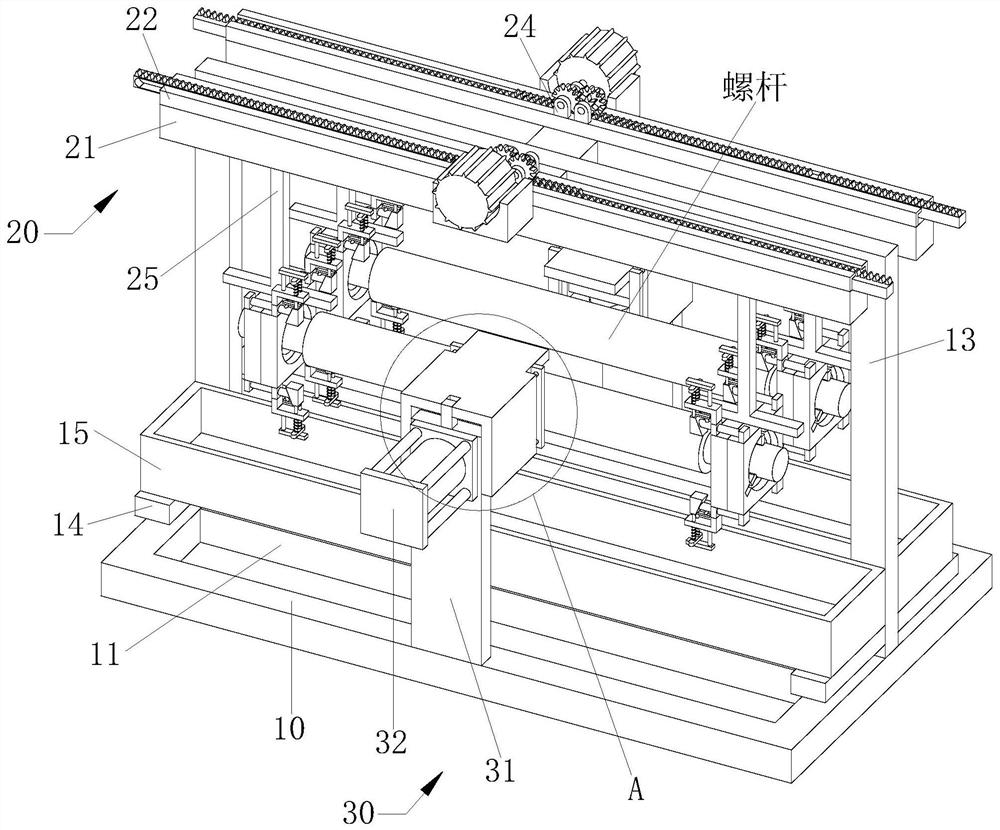
图1是本发明的工作状态示意图;
图2是本发明图1中A区域的放大示意图;
图3是本发明中圆板与连接弹簧的结构示意图;
图4是本发明中匚型块与铣刀的结构示意图;
图5是本发明的主视图;
图6是本发明图5中B区域的放大示意图;
图7是本发明中支耳与插杆的结构示意图;
图8是本发明中齿板与T型杆的结构示意图;
图9是本发明图8中C区域的放大示意图;
图10是本发明中T型杆的内部结构示意图;
图11是本发明的左视图;
图12是本发明中传动轴与销轴的结构示意图。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
如图1至图12所示,一种空气压缩机螺杆配件制造精加工机械,该机械包括回型底座10和设置在回型底座10竖直段之间的矩形底板11,矩形底板11的顶部中心开设有一号T型槽(图中未示出),一号T型槽的左端呈倒T形结构,一号T型槽沿着矩形底板11的长度方向延伸,一号T型槽的内部滑动对接有电动滑块(图中未示出),电动滑块的顶端固定连接有13,13竖直段的前后两端且靠近13竖直段的底部对称设置有外伸板14,位于同侧两组外伸板14的顶部设置有收集槽15;
矩形底板11的上方设置有定位装置20,定位装置20包括前后对称设置在矩形底板11上方水平段中心的T型板21,以前侧的T型板21为例,两组T型板21的竖直段位于两组T型板21的水平段之间,T型板21水平段的顶部开设有矩形孔211,T型板21顶部的前后两端对称设置有L型滑轨22,两组L型滑轨22水平段位于两组L型滑轨22竖直段之间,且两组L型滑轨22之间存在间距,两组L型滑轨22竖直段之间的间距大于矩形孔211的宽度,两组L型滑轨22竖直段之间前后对称设置有齿板23,且两组齿板23呈左右交错排布,其中一组齿板23的侧壁开设有腰型槽,另一组齿板23的侧壁对应腰型槽的位置设置有滑杆,滑杆滑动配合在腰型槽的内部,两组齿板23的顶部均设置有齿牙231,齿牙231沿着齿板23的长度方向等间距排布,且齿牙231均位于两组L型滑轨22的水平段之间,两组L型滑轨22水平段的顶部对称设置有支架24,且支架24左右对称设置有两组,前后两组支架24之间均转动连接有转轴,转轴的外壁套设有一号齿轮241,两组一号齿轮241呈前后交错排布,且两组一号齿轮241分别与同侧的齿牙231相互啮合,其中一组转轴的外壁且位于齿牙231的上方套设有二号齿轮242,且二号齿轮242与另一组转轴外壁上的一号齿轮241相互啮合,另一组转轴的末端贯穿至一组支架24的侧壁并固定连接有双向电机,双向电机的底端设置有安装座,安装座的侧壁与L型滑轨22竖直段的侧壁固定连接;
两组齿板23的底部且位于矩形孔211的内部均设置有T型杆25,T型杆25呈左右对称结构,T型杆25水平段的底部中心左右对称设置有安装卡板26,安装卡板26的内部中心开设有T型杆25水平段底部中心开设有二号T型槽,二号T型槽的左端呈T形结构,二号T型槽沿着T型杆25水平段的长度方向延伸,且二号T型槽位于T型杆25竖直段的一侧,二号T型槽的内部滑动对接有T型滑块251,T型滑块251的底部与其中一组安装卡板26的顶端固定连接,安装卡板26的中部开设有通孔,两组安装卡板26之间的侧壁共同开设有限位圆槽,限位圆槽的直径大于通孔的直径并与通孔相互连通,两组安装卡板26的底部中心共同开设有调节孔,调节孔限位圆槽相互连通,T型滑块251底部的安装卡板26外侧开设有凹槽261,凹槽261沿着通孔的外壁呈环形分布,凹槽261与通孔相互连通,两组安装卡板26上下两端且靠近安装卡板26的前端对称设置有支耳262,且支耳262前后对称设置有两组,远离T型滑块251一侧的支耳262侧壁中心均开设有圆孔,与T型滑块251同侧的支耳262侧壁中心对应圆孔的位置设置有插杆263,插杆263与圆孔呈滑动配合方式连接,且插杆263的末端呈倾斜面结构;
限位圆槽的内部安装有三角卡盘27,三角卡盘27远离圆孔的一端前后对称设置有销轴272,T型滑块251底部的安装卡板26侧壁设置有传动轴271,传动轴271的中部对应通孔的位置开设有放置孔,传动轴271的侧壁对应销轴272的位置开设有销孔(图中未示出),销轴272穿插在销孔的内部,传动轴271的外端通过外部驱动进行旋转,外部驱动安装在其中一组安装卡板26的侧壁上;
安装卡板26的外侧设置有锁紧机构28,锁紧机构28包括设置在远离T型滑块251且位于支耳262顶部的L型支架281,L型支架281上下对称设置有两组,以前侧左端的一组L型支架281为例,L型支架281水平段顶部的右端设置有伸缩杆282,伸缩杆282前后对称设置有两组,两组伸缩杆282的顶部共同设置有腰型板283,两组腰型板283的外壁均套设有复位弹簧284,伸缩杆282的末端均贯穿至L型支架281水平段的底端并共同设置有楔形块285,楔形块285靠近插杆263的一端呈斜面结构,倾斜度从左至右逐渐上升,且楔形块285与插杆263呈滑动配合,楔形块285的顶部设置有连接板286,连接板286底部的左端设置有侧向抽杆287,侧向抽杆287的倾斜度与楔形块285倾斜面的角度一致,插杆263的顶端对应侧向抽杆287的位置开设有倾斜槽,L型支架281水平段顶部的左端转动连接有转杆288,转杆288的顶部设置有扣板289。
工作时,将待加工的螺杆放置在左右两组三角卡盘27中,将扳手从调节孔内部插入三角卡盘27方孔中,以此对待加工的螺杆进行夹持,用以还可以夹紧不同直径的工件,当三角卡盘27长时间使用出现损坏时,手动将扣板289旋转至一侧,使扣板289与腰型板283分离,此时腰型板283带动伸缩杆282在复位弹簧284的弹性力作用下向上移动,伸缩杆282带动楔形块285与连接板286同步移动,连接板286带动侧向抽杆287一起移动,使侧向抽杆287逐渐与插杆263分离,楔形块285带动插杆263沿着圆孔向另一端移动,插杆263带动T型滑块251底端的安装卡板26沿着二号T型槽向外移动,以此可使两组安装卡板26进行拆分;
当对不同长度的螺杆进行夹持时,启动一组双向电机,使其带动一组转轴和一组一号齿轮241同步转动,一组一号齿轮241带动二号齿轮242同步相反转动,二号齿轮242带动同轴连接的一号齿轮241一起转动,使得两组齿板23上的齿牙231在两组一号齿轮241的带动下相反或相向移动,两组齿板23随齿牙231一起移动,两组齿板23带动两组T型杆25与安装卡板26同步移动,以此可对两组三角卡盘27之间的间距进行调节。
回型底座10的顶部设置有车削装置30,车削装置30包括设置在回型底座10水平段顶部中心的竖板31,竖板31的外侧上端安装有伸缩气缸32,伸缩气缸32的移动端贯穿至竖板31的另一侧壁并固定连接有开口朝向矩形底板11的匚型块33,匚型块33两组水平段之间安装有可拆卸的铣刀34,便于更换各种型号的刀具,竖板31的顶部中心设置有矩形支座35,矩形支座35的左右两侧通过铰轴转动连接有挡罩36,挡罩36的前端呈开口朝下的匚形结构,且挡罩36水平段的宽度大于挡罩36竖直段的宽度并位于安装卡板26的上方,挡罩36的两组竖直段侧壁且远离伸缩气缸32的一端开设有伸缩槽,伸缩槽上下对称开设有两组,伸缩槽的后端开设有圆槽361,圆槽361的直径大于伸缩槽的直径,圆槽361的内部滑动配合连接有圆板37,圆板37远离伸缩槽的一端与圆槽361的端面之间设置有连接弹簧371,圆板37靠近伸缩槽的一端对应伸缩槽的位置设置有连接杆38,连接杆38穿设于伸缩槽的内部,同侧连接杆38的末端共同固定连接有移动板39。
工作时,启动伸缩气缸32,使其带动匚型块33与铣刀34向待加工螺杆移动,使铣刀34与待加工螺杆的侧壁接触,将挡罩36翻转至待加工螺杆的上方,移动板39在待加工螺杆的压力作用下带动连接杆38与圆板37在圆槽361内移动,连接弹簧371在圆板37的挤压力作用下收缩,以此可使圆板37与待加工螺杆的侧壁相互接触,启动电动滑块,使其带动13进行往复直线运动,以此对待加工螺杆进行加工,加工后的废料掉落至收集槽15中进行收集。
此外,本发明提供一种空气压缩机螺杆配件制造精加工机械的方法,其步骤如下:
S1检查工作:检查空气压缩机螺杆配件制造精加工机械能否正常使用;
S2螺杆定位:将待加工的螺杆放置在左右两组三角卡盘27中,将扳手从调节孔内部插入三角卡盘27方孔中,以此对待加工的螺杆进行夹持,用以还可以夹紧不同直径的工件,当三角卡盘27长时间使用出现损坏时,手动将扣板289旋转至一侧,使扣板289与腰型板283分离,此时腰型板283带动伸缩杆282在复位弹簧284的弹性力作用下向上移动,伸缩杆282带动楔形块285与连接板286同步移动,连接板286带动侧向抽杆287一起移动,使侧向抽杆287逐渐与插杆263分离,楔形块285带动插杆263沿着圆孔向另一端移动,插杆263带动T型滑块251底端的安装卡板26沿着二号T型槽向外移动,以此可使两组安装卡板26进行拆分;
S3位置调节:当对不同长度的螺杆进行夹持时,启动一组双向电机,使其带动一组转轴和一组一号齿轮241同步转动,一组一号齿轮241带动二号齿轮242同步相反转动,二号齿轮242带动同轴连接的一号齿轮241一起转动,使得两组齿板23上的齿牙231在两组一号齿轮241的带动下相反或相向移动,两组齿板23随齿牙231一起移动,两组齿板23带动两组T型杆25与安装卡板26同步移动,以此可对两组三角卡盘27之间的间距进行调节;
S4螺杆车削:启动伸缩气缸32,使其带动匚型块33与铣刀34向待加工螺杆移动,使铣刀34与待加工螺杆的侧壁接触,将挡罩36翻转至待加工螺杆的上方,移动板39在待加工螺杆的压力作用下带动连接杆38与圆板37在圆槽361内移动,连接弹簧371在圆板37的挤压力作用下收缩,以此可使圆板37与待加工螺杆的侧壁相互接触,启动电动滑块,使其带动13进行往复直线运动,以此对待加工螺杆进行车削加工,加工后的废料掉落至收集槽15中进行收集。
以上所述仅为本发明的优选实施例而已,并不用于限制本发明,对于本领域的技术人员来说,本发明可以有各种更改和变化。凡在本发明的精神和原则之内,所作的任何修改、等同替换、改进等,均应包含在本发明的保护范围之内。
- 一种空气压缩机螺杆配件制造精加工机械及方法
- 一种球阀配件制造成型后精加工机械及精加工方法