一种高性能混凝土掺合料研磨装置及研磨方法
文献发布时间:2023-06-19 11:50:46
技术领域
本发明涉及混凝土掺合料生产技术的改进,特别涉及一种高性能混凝土掺合料研磨装置及研磨方法。
背景技术
目前,在目前混凝土生产企业中均会采用混凝土矿物掺合料对混凝土成分进行调节,由于近几年原材料的恶化、物料本身特点等原因,在混凝土产品使用复合掺合料时,往往会出现综合需水量增大、混凝土水灰比升高、施工性能下降、活性强度难以保障等异常情况,从而造成了混凝土等产品质量控制困难,建筑结构寿命存在着巨大的风险。通过有机外加剂技术调节的话,由于使用成本高、效果不稳定、质量隐患多、污染风险大等缺陷,使用的效果并没有绝对突破。
目前矿物掺合料已成为高性能混凝土必不可少的组分之一。有研究者甚至认为,正是因为矿物掺合料的发展,促进了一些化学外加剂的开发利用,也促使了高性能混凝土概念的提出。目前常用的矿物掺合料有粉煤灰,高炉矿渣,硅灰等,未经过处理的掺合料活性往往偏低,不能有效提高混凝土早期强度,为增加混凝土早期强度一方面可以掺入高活性的硅灰,但硅灰成本较高且对掺入过多会降低混凝土流动性,另一方面可以添加化学添加剂来激发其活性,这就使得混凝土后期耐久性能大大降低。
混凝土掺合料有采用工业固废或者天然材料进行粉磨制得,研究表明矿物掺合料配制混凝土的活性指数与掺合料粉磨的细度成正比例关系,既粉磨越细物理活化效果越好、更有利于活性物质的解聚再聚合反应。然而受粉磨设备技术限制往往粉磨到一定细度后再想进一步磨细需要成倍增加粉磨时间,导致制备成本和能耗大大提高。
而传统管磨机主要存在以下问题:不能控制物料流速,物料流动过快导致研磨不充分;磨细粉体不能及时分离或者细磨仓易出现跑粗现象;研磨介质和衬板搭配不合理超细粉产量低。
综上所述可以看出,针对目前现有的生产系统并不能解决研磨团聚和细度问题,由于研磨设备的限制使得原材料使用及矿物掺合料的适用范围受到极大的限制。
发明内容
针对背景技术中提到的问题,本发明的目的是提供一种高性能混凝土掺合料研磨装置及研磨方法,可实现适用原材料范围广,采用物理超细活化取代化学添加剂激发活化的高活性混凝土掺合料,以解决背景技术中提到的问题。
本发明的上述技术目的是通过以下技术方案得以实现的:一种高性能混凝土掺合料研磨装置,包括磨机,所述磨机一端为进料端,另一端为出料端;所述磨机包括筒体,所述筒体分为一仓、二仓和三仓,所述一仓与二仓之间采用双层隔仓板,所述二仓和三仓之间采用采用筛分仓型隔仓板,所述一仓、二仓和三仓内均填充有研磨体,所述一仓内壁安装有大波浪波纹衬板,所述二仓和三仓内壁安装有小波浪波纹衬板。
作为优选,所述一仓中的研磨体、二仓中的研磨体和三仓中的研磨体的直径依次减小,填充率按阶梯式增加。
作为优选,所述研磨体为微钢球、微钢锻或微钢球和微钢锻混合。
作为优选,所述三仓内均填充的研磨体最小直径为
作为优选,所述双层隔仓板的篦缝宽度在10mm以下。
作为优选,所述筛分隔仓板包括进料篦板、出料篦板、隔仓架、筛板、扬料板和双向卸料锥,所述进料篦板、出料篦板、筛板和扬料板均通过隔仓架与筒体连接,所述筛板和扬料板分别位于进料篦板和出料篦板之间,所述筛板上还设有双向卸料锥。
作为优选,所述筛分隔仓板上的进料篦板和出料篦板采用与磨机转向相同的倾斜曲线形篦孔,且篦缝宽度在4mm~5mm之间。
作为优选,所述三仓内壁设有活化衬板,所述活化衬板上带有至少60cm的凸起结构。
本发明的上述技术目的是通过以下技术方案得以实现的:一种高性能混凝土掺合料研磨方法,包括如下步骤:步骤一、按照重量比,取粉煤灰30-70份和矿渣微粉20-50份经过粉磨后作为活性材料;所述的粉煤灰和矿渣微粉均还可采用以SiO
步骤二、将称取物利用其流泵分别输送进入大型储存仓备用,储存仓采用流化下料原理,仓内采用导料锥工艺实现顺畅下料、均匀下料;生产配比在自动配料系统设置后,各种原材料在电脑自动配料系统的统一指挥下,实现共同下料,各种物料经过铰刀电子秤精确计量,实现连续准确的下料,形成同步复合配料,复合物料经过斜槽输送共同进入磨前双轴搅拌机,在搅拌机先经过1%的自动计量配水,再经过搅拌机强制搅拌,实现最大可能的打散、混匀、降温一体化操作,最后通过搅叶输送入磨机;
步骤三、粉料从进料端进入后,研磨体在离心力和筒体内壁的衬板而产生的摩擦力作用下,随着筒体一起回转,并被带到一定高度,在重力作用下自由落下,下落时研磨体冲击物料同时研磨体还产生滑动和滚动,从而使粉料磨细;
步骤四、粉料经过一仓粉磨后,粉料通过双层隔仓板的篦板后进入双层隔仓板中间,由扬料板提入双向卸料锥中,进入二仓,在二仓中继续粉磨;
步骤五、粉料进入筛分隔仓板中的进料篦板的宽篦缝内,小于筛缝的物料进入筛分隔仓板内,在扬料板带动下,流向双向卸料锥的锥面,泻入后仓,而粗料由扬料板带动,流向双向卸料锥后进入前仓继续粉磨,完成后从磨机卸料口卸出,粉磨过程结束。
作为优选,所述的粉煤灰和矿渣微粉均还可采用以SiO
作为优选,所述的固体废弃物中SiO
综上所述,本发明主要具有以下有益效果:本发明的高性能混凝土掺合料研磨装置及研磨方法在磨机筒内部所采用的的研磨体为微钢球和微钢锻整体,相对于传统磨机内研磨体,直径整体减小,填充率按阶梯式逐渐增加,可有效改善粉磨料中颗粒分布均匀性,有效控制粉料中粗颗粒含量;三仓内研磨体最小直径为
本发明一仓和二仓之间采用双层隔仓板,其篦缝宽度在10mm以下;二仓和三仓之间采用筛分仓型筛分隔仓装置,即在传统双层隔仓板基础上加装粗细分离装置,在一定程度上使其兼有选粉机的功效,既能将粉料中的粗、细颗粒迅速分离,又能自动将粗颗粒返回前舱内重新粉磨。筛分隔仓板上采用与磨机转向相同的倾斜曲线形篦孔,篦缝宽度控制在4mm-5mm,此种篦缝形式可使得粉料通过篦孔的相对速度比一般双层隔仓装置要好。同时在安装时筛板与进料篦板相隔5cm左右的间距,使两者之间形成一个小空间,使粉料在此空间进行筛分,细料由卸料口排出,而粗料不再从篦缝返回前仓,而是通过扬料板带动,流向卸料锥进入前仓继续粉磨,从而能进一步提高筛分能力。
传统磨机筒内部采用衬板表面形状均为一样的,这意味着研磨体在进料处到出料处运动状态是不变的,但粉料从进料端到出料端粒度分布不断变细,这就可能粗颗粒不能磨细或阻止细颗粒进一步磨细。本发明通过对磨机内部衬板进行改造,使沿磨机筒轴线方向安装具有不同形状的衬板,使得研磨体的运动状态及粉碎形式逐渐发生变化,磨机内部粉磨过程更加符合粉料研磨规律。
一仓中主要采用波形较为突出的大波浪波纹衬板,使得粗颗粒能够磨碎,二仓和三仓中采用波形较为平滑的小波浪波纹衬板,使磨机内部产生以滑动研磨为主的粉磨形式,即研磨体在磨机筒内部既作径向运动,又作轴向运动,使得细颗粒进一步磨细;同时由于三仓内部采用直径为
本发明在三仓内部每隔5环采用活化衬板代替小波浪波纹衬板,活化衬板上带有60cm突起装置可深入研磨体内部与磨机一起转动,可将滞留带打散破坏,从而使全部微型研磨体都获得能量并参与粉磨,进一步提升研磨效率。
本发明采用在磨机筒体圆周开缝下料结构,改变了传统磨机从中空轴卸料的结构,有利于超细粉料与微型研磨体的快速分离,避免出现过粉磨及糊磨现象,解决了通风不畅,高温静电包球等技术难题。
附图说明
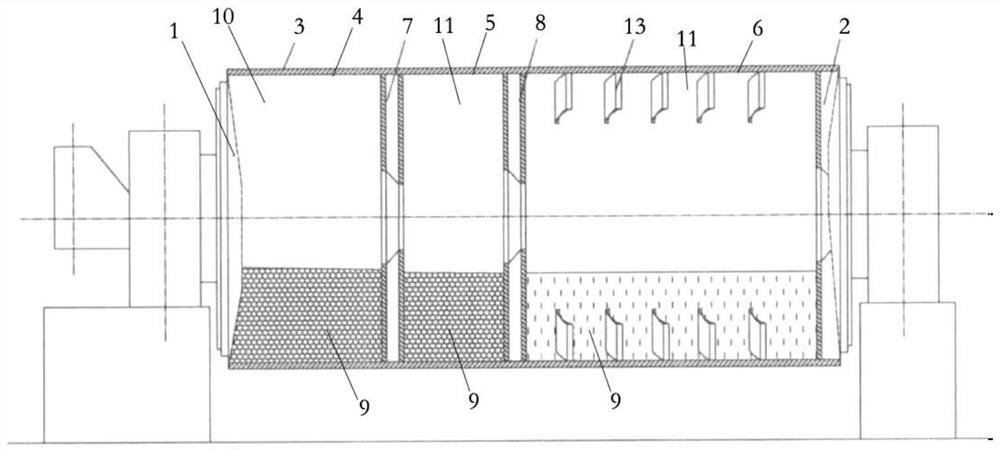
图1为本发明的高性能混凝土掺合料研磨装置的剖面示意图;
图2为本发明的筛分隔仓板的剖面示意图。
附图说明:1、进料端;2、出料端;3、筒体;4、一仓;5、二仓;6、三仓;7、双层隔仓板;8、筛分隔仓板;81、进料篦板;82、出料篦板;83、隔仓架;84、筛板;85、扬料板;86、双向卸料锥;9、研磨体;10、大波浪波纹衬板;11、小波浪波纹衬板;12、活化衬板。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
目前现有的球磨机是将固体物料细化制粉的重要设备,广泛应用于冶金、化工、电力、水泥、建筑等行业。尤其是建筑行业,随着混凝土科技的发展,矿物掺合料已成为制备高强高性能混凝土必不可少的功能性材料,对矿物掺合料超细化粉磨是提高其附加值,实现掺合料优质化的有效手段。超细矿物掺合料的掺入一方面可以显著提高混凝土的工作性能,另一方面可以提高混凝土力学性能、耐久性能,减少混凝土的干缩变形并提高其抗裂性能。
目前常规粉磨系统所采用的研磨介质尺寸过大造成过剩粉磨力,在粉磨达到一定比表面积时就会出现粉料“糊磨、粘球”等现象,继续粉磨也无法进一步提高粉料细度。本发明通过对研磨体、衬板、隔仓板等的改造,改善研磨体运动轨迹,大大提高粉磨效率,解决了超细粉磨技术中通风不畅及糊磨,粘球等技术难点。
本发明提供一种高性能混凝土掺合料研磨装置,包括磨机,所述磨机一端为进料端1,另一端为出料端2;所述磨机包括筒体3,所述筒体3分为一仓4、二仓5和三仓6,所述一仓4与二仓5之间采用双层隔仓板7,所述二仓5和三仓6之间采用采用筛分仓型隔仓板8,所述一仓4、二仓5和三仓6内均填充有研磨体9,所述一仓4内壁安装有大波浪波纹衬板10,所述二仓5和三仓6内壁安装有小波浪波纹衬板11。
所述一仓4中的研磨体9、二仓5中的研磨体9和三仓6中的研磨体9的直径依次减小,填充率按阶梯式增加,
所述研磨体9为微钢球、微钢锻或微钢球和微钢锻混合。
所述三仓6内均填充的研磨体9最小直径为
所述双层隔仓板7的篦缝宽度在10mm以下。
所述筛分隔仓板8包括进料篦板81、出料篦板82、隔仓架83、筛板84、扬料板85和双向卸料锥86,所述进料篦板81、出料篦板82、筛板84和扬料板85均通过隔仓架83与筒体3连接,所述筛板84和扬料板85分别位于进料篦板81和出料篦板82之间,所述筛板84上还设有双向卸料锥86。
所述筛分隔仓板8上的进料篦板81和出料篦板82采用与磨机转向相同的倾斜曲线形篦孔,且篦缝宽度在4mm~5mm之间。
所述三仓6内壁设有活化衬板12,所述活化衬板12上带有至少60cm的凸起结构。该设计可深入研磨体内部与磨机一起转动,可将滞留带打散破坏,从而使全部微型研磨体都获得能量并参与粉磨,进一步提升研磨效率。
一种高性能混凝土掺合料研磨方法,包括如下步骤:步骤一、按照重量比,取粉煤灰30-70份和矿渣微粉20-50份经过粉磨后作为活性材料;所述的粉煤灰和矿渣微粉均还可采用以SiO
天然石膏、脱硫石膏及磷石膏中一种或两种以上任意比例混合作为功能性激发剂,并取5-30份;
步骤二、将称取物利用其流泵分别输送进入大型储存仓备用,储存仓采用流化下料原理,仓内采用导料锥工艺实现顺畅下料、均匀下料;生产配比在自动配料系统设置后,各种原材料在电脑自动配料系统的统一指挥下,实现共同下料,各种物料经过铰刀电子秤精确计量,实现连续准确的下料,形成同步复合配料,复合物料经过斜槽输送共同进入磨前双轴搅拌机,在搅拌机先经过1%的自动计量配水,再经过搅拌机强制搅拌,实现最大可能的打散、混匀、降温一体化操作,最后通过搅叶输送入磨机;
步骤三、粉料从进料端1进入后,研磨体9在离心力和筒体3内壁的衬板而产生的摩擦力作用下,随着筒体3一起回转,并被带到一定高度,在重力作用下自由落下,下落时研磨体9冲击物料同时研磨体9还产生滑动和滚动,从而使粉料磨细;
步骤四、粉料经过一仓4粉磨后,粉料通过双层隔仓板7的篦板后进入双层隔仓板7中间,由扬料板85提入双向卸料锥86中,进入二仓5,在二仓5中继续粉磨;
步骤五、粉料进入筛分隔仓板8中的进料篦板81的宽篦缝内,小于筛缝的物料进入筛分隔仓板8内,在扬料板85带动下,流向双向卸料锥86的锥面,泻入后仓,而粗料由扬料板85带动,流向双向卸料锥86后进入前仓继续粉磨,完成后从磨机卸料口卸出,粉磨过程结束。
所述的固体废弃物中SiO
本发明的高性能混凝土掺合料研磨装置及研磨方法在磨机筒内部所采用的的研磨体为微钢球和微钢锻整体,相对于传统磨机内研磨体,直径整体减小,填充率按阶梯式逐渐增加,可有效改善粉磨料中颗粒分布均匀性,有效控制粉料中粗颗粒含量;三仓内研磨体最小直径为
本发明一仓和二仓之间采用双层隔仓板,其篦缝宽度在10mm以下;二仓和三仓之间采用筛分仓型筛分隔仓装置,即在传统双层隔仓板基础上加装粗细分离装置,在一定程度上使其兼有选粉机的功效,既能将粉料中的粗、细颗粒迅速分离,又能自动将粗颗粒返回前舱内重新粉磨。筛分隔仓板上采用与磨机转向相同的倾斜曲线形篦孔,篦缝宽度控制在4mm-5mm,此种篦缝形式可使得粉料通过篦孔的相对速度比一般双层隔仓装置要好。同时在安装时筛板与进料篦板相隔5cm左右的间距,使两者之间形成一个小空间,使粉料在此空间进行筛分,细料由卸料口排出,而粗料不再从篦缝返回前仓,而是通过扬料板带动,流向卸料锥进入前仓继续粉磨,从而能进一步提高筛分能力。
传统磨机筒内部采用衬板表面形状均为一样的,这意味着研磨体在进料处到出料处运动状态是不变的,但粉料从进料端到出料端粒度分布不断变细,这就可能粗颗粒不能磨细或阻止细颗粒进一步磨细。本发明通过对磨机内部衬板进行改造,使沿磨机筒轴线方向安装具有不同形状的衬板,使得研磨体的运动状态及粉碎形式逐渐发生变化,磨机内部粉磨过程更加符合粉料研磨规律。
一仓中主要采用波形较为突出的大波浪波纹衬板,使得粗颗粒能够磨碎,二仓和三仓中采用波形较为平滑的小波浪波纹衬板,使磨机内部产生以滑动研磨为主的粉磨形式,即研磨体在磨机筒内部既作径向运动,又作轴向运动,使得细颗粒进一步磨细;同时由于三仓内部采用直径为
本发明在三仓内部每隔5环采用活化衬板代替小波浪波纹衬板,活化衬板上带有60cm突起装置可深入研磨体内部与磨机一起转动,可将滞留带打散破坏,从而使全部微型研磨体都获得能量并参与粉磨,进一步提升研磨效率。
本发明采用在磨机筒体圆周开缝下料结构,改变了传统磨机从中空轴卸料的结构,有利于超细粉料与微型研磨体的快速分离,避免出现过粉磨及糊磨现象,解决了通风不畅,高温静电包球等技术难题。
尽管已经示出和描述了本发明的实施例,对于本领域的普通技术人员而言,可以理解在不脱离本发明的原理和精神的情况下可以对这些实施例进行多种变化、修改、替换和变型,本发明的范围由所附权利要求及其等同物限定。
- 一种高性能混凝土掺合料研磨装置及研磨方法
- 一种可调式固体物料连续入料及出料的研磨方法及装置