一种薄膜太阳能电池激光清边的方法
文献发布时间:2024-04-18 19:44:28
技术领域
本发明涉及薄膜太阳能电池技术领域,尤其涉及一种薄膜太阳能电池激光清边的方法。
背景技术
通常薄膜太阳能电池一般在玻璃基板上制作,在太阳能电池基板上的薄膜层包括由下至上的透明导电层、钙钛矿层(或者其他材料的膜层)、导电层,通过P1,P2,P3三道激光工艺完成电池片子电池的串并联,而整个镀膜覆盖了整个电池基板,为了防止太阳能电池在安装到金属时薄膜层与金属边框发生短路或者因水分进入使得导电性能降低,即防止漏电及封装后电池的性能,需要对电池基板周边10mm到15mm区域的薄膜(正负电极薄膜和有源层薄膜)进行清理、去除,业内统称为清边或者扫边,因而清边工艺是薄膜太阳能电池片基板气密性封装前的一道重要和不可缺少的工序。
早期的清边方法采用喷砂法,喷砂法是采用压缩空气裹挟喷料为一定粒径的沙子形成高速流体,高速撞击薄膜太阳能电池表面,破坏并清除电池边缘膜层,达到清边的目的。这种方法的缺点显而易见,不但加工工况恶劣,易污染环境,还会对电池膜层造成污染,进而影像电池光电转换效率,因此喷砂法逐渐被市场淘汰。采用激光透过玻璃直接汽化电池玻璃周边区域,是目前比较流行的方法,这就需要利用激光清边工艺去除太阳能电池边缘的所有膜层,也就是P4工艺,而清边后的效果好坏也将直接影响电池封装后的性能。目前,在薄膜太阳能电池激光清边工艺中,通常采用振镜的方式,即通过输出方形激光光斑,通过设定一定光斑以及图形重叠率参数,振镜控制激光光斑在相应的清边区域内进行类似于划线填充的方式进行清边工艺,这种方法清边效率往往会比较慢,因为需要划线填充过程中,不停的控制激光开关,填充的每条线的起始和结束都要有一定的延时,这种方式会有很多的时间浪费,从而会大幅影响设备产能和效率,而且,对于整条生产线,往往需要配置多台P4设备以匹配整线的产能,且需要对方形光斑进行整形,由于整形后会造成激光能量一定比例的损失,对于清边效果和清边速度都会有一定的影响,因此,对于P4激光清边工艺产能一直都是一个瓶颈。
发明内容
本发明的目的在于提供一种利用改变振镜的运动方式,以解决光斑整形、激光能量损失、影响清边效果和清边速度等问题的一种薄膜太阳能电池激光清边的方法。
本发明所提出的一种薄膜太阳能电池激光清边的方法,包括以下步骤:设定清边宽度;开启激光状态;设定激光参数;采用振镜控制激光移动;根据工艺配方设置相应的图形重叠率。
所述开启激光状态为在整个清边工艺过程中激光始终处于开启状态,不需要对激光进行不停地通断。
所述设定激光参数包括:设定激光频率参数,设定光斑重叠率参数。
所述采用振镜控制激光移动包括振镜根据设定的激光参数控制激光进行圆形路径移动。
所述根据工艺配方设置相应的图形重叠率包括:根据设置相应的图形重叠率配合激光频率参数,确定激光头或基板的移动速度。
所述圆形路径的直径约等于设定的清边宽度,实际清边宽度根据清边后的结果做微调整。
所述还包括振镜根据设定的激光参数控制激光进行椭圆或螺旋形路径移动。
所述图形重叠率包括点的重叠率和线的重叠率。
所述点的重叠率为单个圆中点的重叠率,所述线的重叠率为圆与圆之间的重叠率。
所述设定光斑重叠率参数的光斑为圆形光斑,且不需要对光斑进行整形。
本发明所提出的一种薄膜太阳能电池激光清边的方法,通过改动振镜控制移动的方式,在激光清边过程中,振镜只需要根据设定的激光参数控制激光进行圆形路径移动即可,且振镜控制激光进行圆形路径移动的直径约等于设定的清边宽度,实际清边宽度根据清边后的结果做微调整,激光圆形路径的速度,根据设定的激光频率,以及光斑重叠率决定,同时根据工艺配方设置相应的图形重叠率,配合激光频率参数,确定激光头或基板的移动速度,即为工艺的加工速度,通过对振镜控制激光光斑做圆形轨迹运动,再配合激光头或基板的移动从而实现设定的清边宽度区域内的激光清边工艺。该方法通过改变振镜控制光斑的移动方式,即可实现加工效率大幅提升,且不需要对光斑进行整形,使用圆形激光光斑即可,避免了激光能量损失,且加工过程中激光一直处于开启状态,进而使清边效率大幅提升。
附图说明
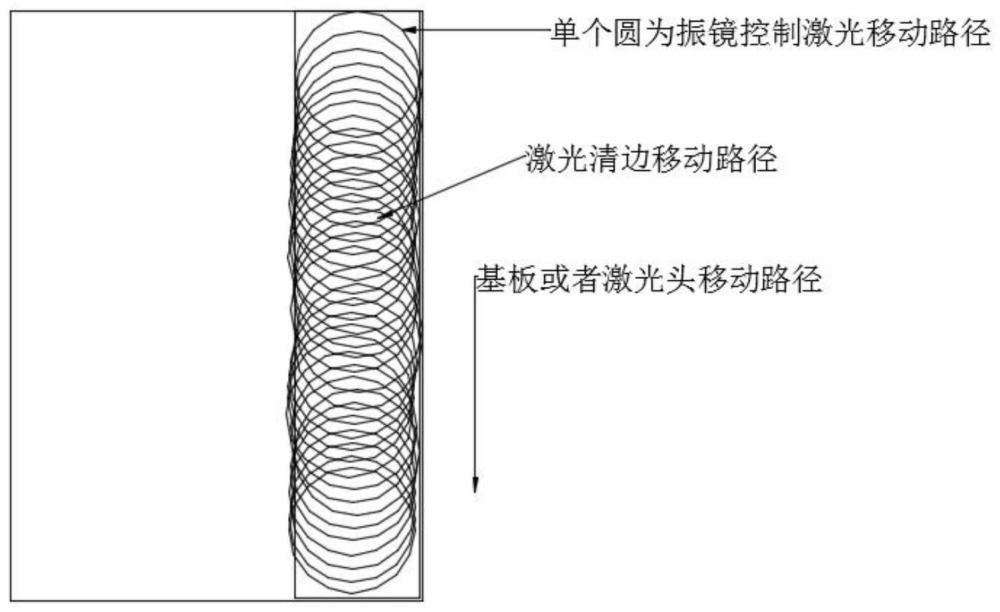
附图1为本发明所提出的一种薄膜太阳能电池激光清边的方法的激光移动路径示意图。
具体实施方式
参见图1,该图给出本发明所提出的一种薄膜太阳能电池激光清边的方法的激光移动路径示意图。该方法包括以下步骤:首先设定预去除电阳能电池边缘薄膜的清边宽度;开启激光状态,在此过程中保证激光始终处于开启状态,而无需对激光进行不停地通断,避免造成激光照射延时、浪费时间从而影响设备产能和效率的问题。
其中设定的激光参数包括:激光频率参数,光斑重叠率参数,将激光参数设定后,采用振镜控制激光移动,振镜根据设定的激光参数控制激光进行圆形路径移动,所述圆形路径的直径约等于设定的清边宽度,实际清边宽度根据清边后的结果做微调整。根据工艺配方设置相应的图形重叠率,其中图形重叠率包括点的重叠率和线的重叠率,所述点的重叠率为单个圆中点的重叠率,所述线的重叠率为圆与圆之间的重叠率。设置好重叠率后,根据设置的图形重叠率配合激光频率参数,从而确定激光头或者基板的移动速度。
其中,通过振镜控制激光的移动还包括振镜根据设定的激光参数控制激光进行椭圆或螺旋形路径移动,无论是哪种路径的移动,基板的移动方式始终保持不变。所述设定光斑重叠率参数的光斑为圆形光斑,且不需要对光斑进行整形,使用圆形激光光斑即可,避免了激光能量损失,且加工过程中激光一直处于开启状态,进而使清边效率大幅提升。
- 一种具有多层有机薄膜的太阳能电池及其制备方法
- 一种太阳能电池用硅基薄膜的低成本生产方法
- 一种碲化镉薄膜太阳能电池组件的制作方法
- 一种太阳能电池用聚苯胺石墨烯导电薄膜及其制备方法
- 一种钙钛矿基薄膜太阳能电池及其制备方法
- 一种紫外激光薄膜太阳能电池清边方法
- 一种用于薄膜太阳能电池的全自动激光清边装置