一种车门飞行滚边的方法
文献发布时间:2023-06-19 11:09:54
技术领域
本发明属于机车包边技术改进领域,尤其涉及一种车门飞行滚边的方法。
背景技术
目前车门常用的滚边方式如图1所示,机器人通过抓手把零件搬运到包边模上,若干台(一般3-6台)机器人通过安装在机器人末端的滚头进行滚边,滚边结束后机器人通过抓手把零件搬运至下料台。滚边过程中有模腔支撑,且零件固定不动,滚头移动。
这种滚边工艺及方式存在以下问题:
1、柔性切换繁琐,需要人工手动切换1个包边模以及两个抓手;
2、占用场地大,车型多了之后需要很大的场地存放闲置的包边模和抓手,不利于空间规划:
3、开发周期长,需要开发一个包边模、2个不同形式的抓手以及上下料台。
发明内容
本发明的目的在于提供一种车门飞行滚边的方法,旨在解决上述的技术问题。
本发明是这样实现的,一种车门飞行滚边的方法,所述车门飞行滚边的方法包括以下步骤:
S1、将零件放置在上料台上,通过抓手到柔性上料台上把零件抓起并离开上料台的区域;
S2、抓手抓着零件在飞行滚边滚头上按照滚边顺序为外圈预压、外圈主压、窗框预压、窗框主压在滚头处沿着外板边缘移动一周完成预压滚边;
S3、在完成预压滚边后将零件放置到下料输送台抓手返回原点;
S4、下料输送台通过皮带将零件输送到下一个工序完成一个滚边循环结束。
本发明的进一步技术方案是:所述步骤S2中包括以下步骤:
S21、首先抓手抓着零件先到外圈预压滚头处并沿外板边缘移动一周完成零件外圈的预压;
S22、其次抓手抓着零件到外圈主压滚头处沿外板边缘移动一周完成窗框的主压;
S23,再次抓手抓着零件到窗框预压滚头处沿外板边缘移动一周完成窗框的预压;
S24、最后抓手抓着零件到窗框主压滚头处沿外板边缘移动一周完成窗框的主压。
本发明的进一步技术方案是:所述步骤S1中是通过机器人或者人工方式将零件放置在上料台上,所述上料台为柔性上料台。
本发明的进一步技术方案是:所述上料台、下料输送台和飞行滚边滚头按照三角形的方式设置,将抓手设置在上料台和下料输送台之间。
本发明的进一步技术方案是:所述抓手设置在机器人上,所述机器人与所述飞行滚边滚头设置在同一条直线上。
本发明的进一步技术方案是:所述飞行滚边滚头包括安装立柱及滚头,所述滚头设于所述安装立柱上,每个所述安装立柱上至少设置4组滚头。
本发明的进一步技术方案是:所述滚头分别为外圈主压滚头、窗框主压滚头、外圈预压滚头和窗框预压滚头,所述外圈主压滚头、窗框主压滚头、外圈预压滚头和窗框预压滚头成不同方向设置。
本发明的进一步技术方案是:所述飞行滚边分两序完成,分为预压和主压,预压将外板零件的翻边从90°左右压至45°左右;主压将外板零件的翻边从45°左右压至0°。
本发明的有益效果是:避免了滚边过程中机器人大幅度移动,提高生产效率;同时滚头安装方向各异,避免各序滚边的干涉。
附图说明
图1是现有技术示意图。
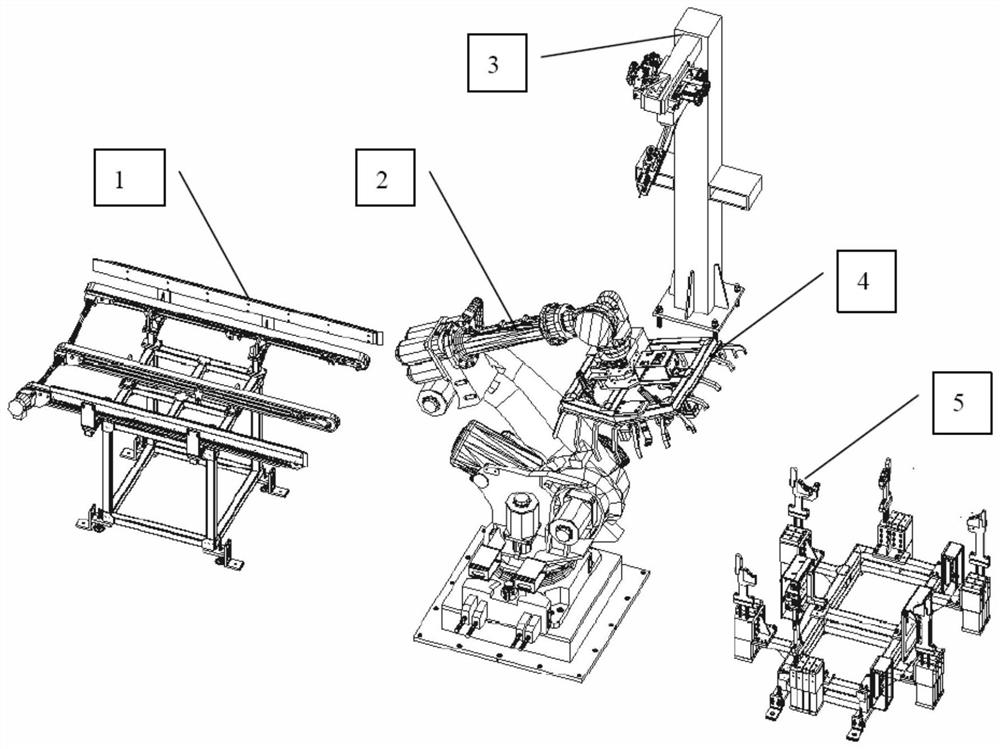
图2是本发明实施例提供的车门飞行滚边布局图。
图3是本发明实施例提供的飞行滚边滚头结构示意图。
图4是本发明实施例提供的飞行滚边工艺原理示意图。
图5是本发明实施例提供的外圈预压滚边过程示意图。
图6是本发明实施例提供的窗框预压滚边过程示意图。
图7是本发明实施例提供的车门飞行滚边布局主视图。
具体实施方式
如图2-7所示,本发明提供的车门飞行滚边的方法,所述车门飞行滚边的方法包括以下步骤:
S1、将零件放置在上料台上,通过抓手4到柔性上料台5上把零件抓起并离开上料台的区域;
S2、抓手4抓着零件在飞行滚边滚头上按照滚边顺序为外圈预压、外圈主压、窗框预压、窗框主压在滚头处沿着外板边缘移动一周完成预压滚边;
S3、在完成预压滚边后将零件放置到下料输送台1且抓手4返回原点;
S4、下料输送台1通过皮带将零件输送到下一个工序完成一个滚边循环结束。
本发明的进一步技术方案是:所述步骤S2中包括以下步骤:
S21、首先抓手4抓着零件先到外圈预压滚头处并沿外板边缘移动一周完成零件外圈的预压;
S22、其次抓手4抓着零件到外圈主压滚头处沿外板边缘移动一周完成窗框的主压;
S23,再次抓手4抓着零件到窗框预压滚头处沿外板边缘移动一周完成窗框的预压;
S24、最后抓手4抓着零件到窗框主压滚头处沿外板边缘移动一周完成窗框的主压。
所述步骤S1中是通过机器人2或者人工方式将零件放置在上料台上,所述上料台为柔性上料台5。
所述上料台、下料输送台1和飞行滚边滚头按照三角形的方式设置,将抓手4设置在上料台和下料输送台1之间。
所述抓手4设置在机器人2上,所述机器人与所述飞行滚边滚头设置在同一条直线上。
所述飞行滚边滚头包括安装立柱5及滚头,所述滚头设于所述安装立柱6上,每个所述安装立柱上至少设置4组滚头。
所述滚头分别为外圈主压滚头7、窗框主压滚头8、外圈预压滚头9和窗框预压滚头10,所述外圈主压滚头7、窗框主压滚头8、外圈预压滚头9和窗框预压滚头10成不同方向设置。
所述飞行滚边分两序完成,分为预压和主压,预压将外板零件的翻边从90°左右压至45°左右;主压将外板零件的翻边从45°左右压至0°。
针对传统车门窗框滚边存在的问题,开发了一种车门飞行滚边工艺方法。该方法与以往技术最大的区别在于,没有模腔支撑零件,而是使用滚轮进行支撑,滚边过程中滚头不动零件移动。
该方法的布局如图2所示。主要由机器人2、机器人的抓手4、飞行滚边滚头、柔性上料台5、下料输送台1组成。其中飞行滚边滚头固定安装在地面,包含有4组滚头,根据车门不同的部位选择不同的滚边头进行滚边。柔性上料台用柔性化设计,可以进行4种车型的自动柔性切换,并通过四周导向对零件进行精确定位。下料输送台为输送皮带形式,可以兼容不同车型的车门。
飞行滚边滚头结构如图3所示,安装立柱固定在地面,并用于安装滚边滚头。整体包含有4种不同的滚头,其中外圈预压滚头和外圈主压滚头主要用于车门外圈的滚边,分别安装在安装立柱的两侧,平行反向安装;窗框预压滚头和窗框主压滚头主要用于车门内窗框的滚边,分别安装在安装立柱的上下方向,分别向不同的方向倾斜安装。4组滚头安装比较集中,避免了滚边过程中机器人大幅度移动,提高生产效率;同时滚头安装方向各异,避免各序滚边的干涉。
飞行滚边分两序完成,分别是预压和主压。预压可以将外板零件的翻边从90°左右压至45°左右,主压可以将外板零件的翻边从45°左右压至0°。以预压为例,飞行滚边的工艺基本原理如图4所示:机器人通过抓手抓取零件到滚头处,滚头包含有支撑滚轮11及滚边滚轮12,零件介于支撑滚轮11和滚边滚轮12之间。支撑滚轮11与外板零件14的外表面接触,用于支撑零件,防止零件变形;滚边滚轮12作用在外板零件14的翻边面上,可以将外板零件14的翻边从90°左右压至45°左右。两个滚轮的位置保持不变,机器人通过抓手带动零件移动,使外板零件14的翻边不断地从90°滚压至45°,从而达到滚边的效果。
飞行滚边的工艺方法如下:
1、人工或机器人将零件放在柔性上料台,机器人带着抓手到柔性上料台处把零件抓起并离开上料台区域;
2、滚边顺序为外圈预压、外圈主压、窗框预压、窗框主压;
3、机器人抓着零件先到外圈预压滚头处,并沿外板边缘移动一周,完成零件外圈的预压,如图5所示;
图5外圈预压滚边过程
4、机器人继续抓着零件到外圈主压滚头处,沿外板边缘移动一周,完成外圈的主压;
5、机器人继续抓着零件到窗框预压滚头处,沿外板边缘移动一周,完成窗框的预压,如图6所示;
6、机器人继续抓着零件到窗框主压滚头处,沿外板边缘移动一周,完成窗框的主压;
7、滚边结束后,机器人将零件放置到下料输送台,并返回原点;
8、下料输送台通过皮带将零件输送到下一个工序,一个滚边循环结束。
颠覆传统车门包边模式,滚头固定,通过移动零件进行滚边;柔性好,上料台及抓手都能实现多车型柔性自动切换,不需人工切换;集成多组不同的滚头,可以满足不同零件不同型面的滚边需求;有效缩短项目开发周期,只需要开发一个抓手及上料台导向;设备简单、可靠,方便维修维护。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种车门飞行滚边的方法
- 一种车门框的滚边方法