一种改善钛合金锻件表面质量的方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于钛合金铸造工艺技术领域,具体涉及一种改善钛合金锻件表面质量的方法。
背景技术
金属钛是一种性能优异的金属材料,具有比强度高、抗腐蚀性能好、无磁性、综合性能优良的特点,使其广泛应用于航空、航天、航海、化工、体育等领域。
TA18(Ti-3Al-2.5V)是一种低合金化的近α钛合金,该合金具有较好的冷成型性和焊接性能,室温强度比工业纯钛高20%~50%,在许多介质中具有良好的抗蚀性。因此,TA18合金以其优异的综合性能成为最适合制作飞机上耐高压轻质导管的理想材料。TA10(Ti-0.3Mo-0.8Ni)是添加钼、镍元素提高抗间隙腐蚀能力之钛合金,被广泛应用于化工及制盐工业,为较纯钛更高端产品。
目前,在常规钛合金生产锻造过程中,因钛合金铸锭在锻造前需在高温下加热一定时间,故表面会产生特殊耐蚀之氧化层,使耐蚀性能提高,但由铸锭锻造成胚料时会发生表面之树皮状褶皱甚至开裂。
发明内容
为解决上述现有问题,本发明提供一种提高工艺性及成材率、降低生产成本的改善钛合金锻件表面质量的方法。
本发明所采用的技术方案如下:
一种改善钛合金锻件表面质量的方法,其利用锻造下压量控制,提高终锻温度并改变以往方形锻造为多边形锻造,来有效减轻或消除钛合金锻件表面树皮纹及开裂等缺陷。
上述多边形锻造有n条边(n=6,8,12…)。
优选地,上述钛合金可为TA18(GR9)、TC4(GR5)或TA10(GR12)。
在上述技术方案的基础上,上述下压量优选为≤70mm,进一步优选为50-60mm。
上述完锻温度≥780℃,较佳为≥800℃。
上述锻胚重量为1~5吨,铸锭直径为300-1000mm。
上述锻造加热炉温为1000℃~1150℃,较佳为≥1100℃。
更进一步地,上述熔炼方式为真空自耗电极电弧熔炼、电渣熔炼、真空凝壳炉熔炼,真空非自耗电弧熔炼、电子束熔炼、等离子束(或等离子弧)熔炼。
上述方法产出之方坯可用来串接产出棒材,扁平材,丝材,盘元,荒管,挤压管,板材,锻材等。
与现有技术相比,本发明具有的有益效果为:
本发明利用减小下压量,控制终锻温度并改变以往方形锻造为多边形锻造,来有效减轻或消除钛合金锻件表面褶皱及开裂等缺陷。通过改善钛合金锻件表面质量,提高工艺性及成材率,降低生产成本,更加符合工业化批量生产要求。
附图说明
图1为对比例1钛合金釆用四方锻造的工艺图及锻件产品表面图。
图2为对比例2钛合金釆用八方锻造的工艺图及锻件产品表面图。
图3为本发明实施例1钛合金锻造的工艺图及锻件产品表面图。
图4为本发明实施例2钛合金锻造的工艺图及锻件产品表面图。
图5为本发明实施例3钛合金锻造的工艺图及锻件产品表面图。
具体实施方式
为便于理解本发明,本发明列举实施例如下。本领域技术人员应该明了,所述实施例仅仅用于帮助理解本发明,不应视为对本发明的具体限制。
如无具体说明,本发明的各种原料均可以通过市售得到;或根据本领域的常规方法制备得到。除非另有定义或说明,本文中所使用的所有专业与科学用语与本领域技术熟练入员所熟悉的意义相同。此外任何与所记载内容相似或均等的方法及材料皆可应用于本发明方法中。
对比例1
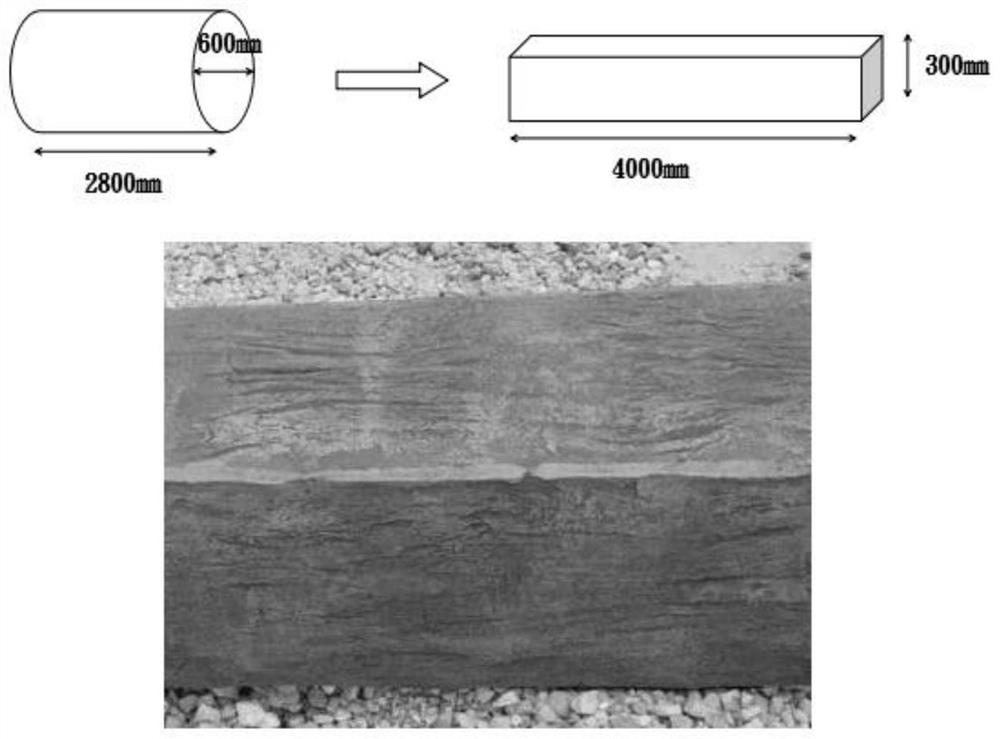
以GR9锻造为例,利用传统四方锻造,将φ600mm铸锭锻造至300mm方坯,控制终锻温度及下压量,其锻造参数如表1,如图1所示,可见锻件产品表面褶皱缺陷严重。
对比例2
以GR9锻造为例,利用八方锻造,将φ600mm铸锭锻造至300mm方坯,控制终锻温度,其锻造参数如表1,如图2所示,可见锻件产品表面褶皱缺陷严重。
实施例1(GR9锻造)
利用六方锻造,将φ600mm铸锭锻造至300mm方坯,控制终锻温度及下压量,其锻造参数如表1,如图3所示,可见锻件产品表面褶皱基本消除。
实施例2(GR9锻造)
利用八方锻造,将φ600mm铸锭锻造至300mm方坯,控制终锻温度及下压量,其锻造参数如表1,如图4所示,可见锻件产品表面褶皱基本消除。
实施例3(GR9锻造)
利用八方锻造,将
从表1可知,利用本方法之实施例1,2,3能够大幅度提升GR9锻件表面质量。
表1锻造工艺参数及锻件产品质量比较
- 一种改善钛合金锻件表面质量的方法
- 一种改善钛合金铸锭表面质量的方法