非方板形控制系统的优化方法
文献发布时间:2023-06-19 11:17:41
技术领域
本发明属于冶金轧制技术领域,特别涉及一种针对非方板性控制系统的解耦及中间辊窜辊的解耦方法和控制策略的优化方法。
背景技术
在冷轧带钢生产中,板形控制是一个重要的关键技术,如何建立实用的板形控制策略和模型一直是一个重大的科学技术难题。板形是冷轧带材的重要质量指标,板形不良会对后部工序造成重要影响。目前,冷轧带材大量采用六辊轧机轧制,板形在线调节手段有轧辊倾斜、工作辊对称弯辊、工作辊非对称弯辊、中间对称辊弯辊、中间辊对称窜辊等五种方式,板形通常采用一次、二次、三次、四次等四个板形分量表征。理论上,每种调节手段对各次板形分量都有影响,即存在板形控制的耦合问题。可见,板形控制系统是一个五输入四输出的耦合系统。
对于分量板形控制系统,多年来很多学者建立了板形解耦控制模型,如:“Transfer matrix methodofflatness control for strip mills”(《JournalofMaterials Processing Technology》2005,第166卷第2期:237-242),“基于PSO-BP网络的板形智能控制器”(《控制理论与应用》2007,第27卷第4期:674-678),“基于云自适应差分和BP神经网络的板形动态影响矩阵控制方法”(《计算机应用》2012,第32卷第A02期:34-37),“冷轧带钢板形控制机理智能协同调控模型”(《钢铁》,2017,52卷第7期:52-57)。然而,这些研究都只限于方形控制问题,截至目前为止,仍未见到对非方控制问题,即调节手段与板形分量的数目不相等,进行研究的相关文献;同时,这些研究都仅限于系统的解耦,并未考虑中间辊窜辊的控制策略,而在实际轧制过程中,中间辊窜辊在线窜动越大、使用越频繁,轧辊磨损越严重、使用寿命越低。因此寻求一种考虑解耦策略、中间辊窜辊模型及最小窜辊调节量和阈值的非方板形控制系统的优化方法是十分迫切且必要的。
发明内容
本发明针对上述现有技术中的缺陷,综合考虑各回路的耦合程度、解耦过程中的不稳定因素、中间辊窜辊影响系数变化及中间辊窜辊约束条件,提出一种简单实用的非方板形控制系统的优化方法。该方法包括利用板形控制变形机理模型,计算控制系统的影响矩阵,求解系统开环传递函数,计算非方相对增益矩阵,分析各控制回路的耦合程度,制定非方板形控制系统的解耦策略;针对挑选出的非方控制回路应用广义逆解耦理论进行控制,分解并消除解耦控制器的不稳定极点;制定中间辊窜辊影响系数变量模型;通过多项式拟合设计广义逆-对角矩阵解耦的中间辊窜辊控制策略,计算中间辊窜辊最小调节量。本发明提高了系统的动态特性,减小了系统调节时间,降低了中间辊窜辊的使用频率和调节量,简单实用且有效。
本发明提供一种非方板形控制系统的优化方法,其包括以下步骤:
S1、制定非方板形控制系统的解耦策略:利用板形控制变形机理模型,计算控制系统的影响矩阵,求解系统开环传递函数,计算非方相对增益矩阵,分析各控制回路的耦合程度,挑选出需要解耦的回路,简化控制系统设计,所述步骤S1具体包括以下步骤:
S11、利用板形控制变形机理模型,计算控制系统的影响矩阵C:
其中:c
S12、利用计算出的影响矩阵及系统的时间常数,求出系统开环传递函数G(s):
其中:e
S13、利用计算出的影响矩阵,计算非方相对增益矩阵
其中:C
S14、利用计算的相对增益矩阵分析各控制回路的耦合程度,挑选出需要解耦的回路,简化控制系统设计;
S2、分解并消除解耦控制器的不稳定极点:针对挑选出的非方控制回路应用广义逆解耦理论进行控制,并分解求解逆矩阵产生的不稳定极点,消除解耦控制器的不稳定极点;
S3、制定中间辊窜辊影响系数变量模型:利用板形控制变形机理模型,计算轧辊倾斜、工作辊非对称弯辊对一次、三次板形的影响系数c
S4、设计广义逆-对角矩阵解耦的中间辊窜辊控制策略,计算中间辊窜辊最小调节量。
可优选的,所述步骤S2具体包括以下步骤:
S21、将非方传递函数矩阵G
G
其中:G
其中:s表示复数域变量;p
S22、利用G
其中:
将求得的
进一步,所述步骤S4具体包括以下步骤:
S41、用普通一次多项式对c
c
c
其中:u
S42、根据初始二次板形
其中:Δu
计算当Δu
与现有技术相比,本发明的技术效果为:
1、本发明设计的一种非方板形控制系统的优化方法,通过非方相对增益理论分析了板形控制回路的耦合程度,提出了非方板形控制系统的控制策略和模型,并通过分解非方系统广义逆矩阵的不稳定极点,使得控制系统运行稳定。
2、本发明通过设计中间辊窜辊影响系数变量模型,减小了控制系统的计算量,提高了系统的动态特性,减小了系统调节时间;通过设计中间辊窜辊最小调节量及阈值的控制策略,降低了中间辊窜辊的使用频率和调节量,增加了轧辊的使用寿命。
3、本发明针对非方板形控制系统所设计的方法实用、运行稳定、系统的调节速度快、中间辊窜辊的调节量小。
附图说明
通过阅读参照以下附图所作的对非限制性实施例所作的详细描述,本申请的其它特征、目的和优点将会变得更明显。
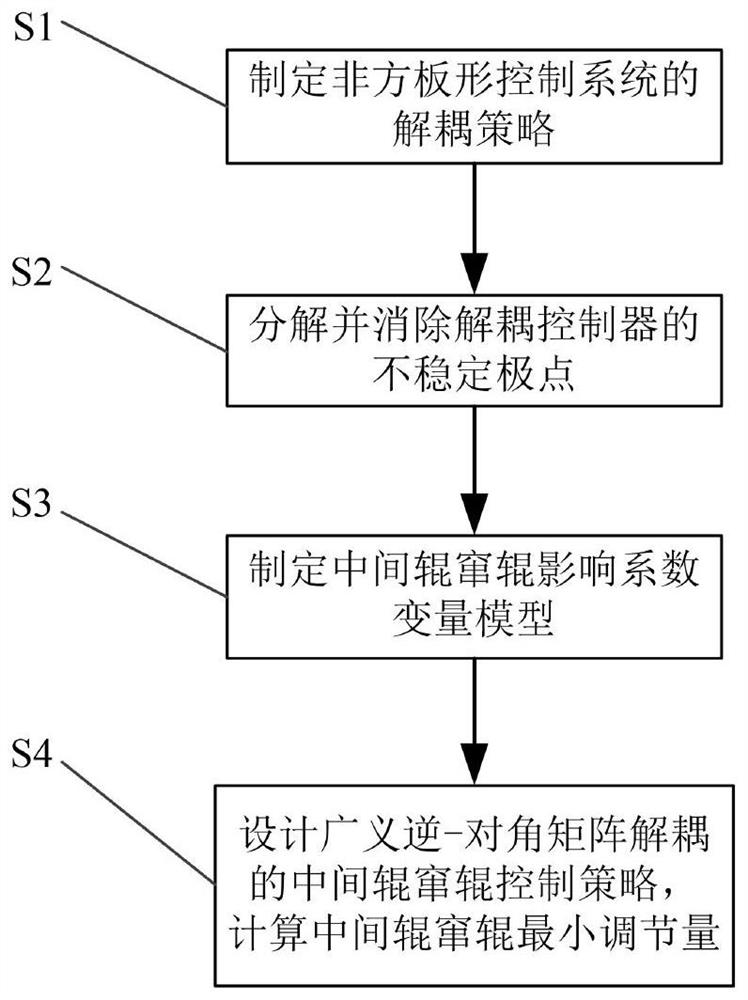
图1是本发明的非方板形控制系统的优化方法的流程图;
图2a是本发明的板形控制系统解耦策略中一次、三次板形控制子系统图;
图2b是本发明的板形控制系统解耦策略中二次、四次板形控制子系统图;
图3是本发明的中间辊窜辊控制策略图;
图4是本发明的板形闭环解耦控制系统原理图;
图5a是本发明的实施例中板形闭环控制中间辊对称、工作辊对称及非对称弯辊力仿真结果图;
图5b是本发明的实施例中板形闭环控制轧辊倾斜和中间辊串辊仿真结果图;
图5c是本发明的实施例中板形闭环控制一次、二次、三次和四次板形仿真结果图;
图6a是本发明的实施例中影响系数和轧辊倾斜的变化图;
图6b是本发明的实施例中影响系数和工作辊非对称弯辊力的变化图;
图6c是本发明的实施例中影响系数和工作辊对称弯辊力的变化图;
图6d是本发明的实施例中影响系数和中间辊弯辊力的变化图;
图6e是本发明的实施例中影响系数和中间辊串辊量的变化图;
图7a是本发明的实施例中二次板形窜辊动态解耦方法仿真结果对比图;
图7b是本发明的实施例中四次板形窜辊动态解耦方法仿真结果对比图;
图8a是本发明的实施例中中间辊板形系数窜辊控制策略仿真结果图;
图8b是本发明的实施例中中间辊对称、工作辊对称弯辊力及中间辊串辊量仿真结果图。
具体实施方式
下面结合附图和实施例对本申请作进一步的详细说明。可以理解的是,此处所描述的具体实施例仅仅用于解释相关发明,而非对该发明的限定。另外还需要说明的是,为了便于描述,附图中仅示出了与有关发明相关的部分。
需要说明的是,在不冲突的情况下,本申请中的实施例及实施例中的特征可以相互组合。下面将参考附图并结合实施例来详细说明本申请。
图1示出了本发明的非方板形控制系统的优化方法,该方法包括以下步骤:
S1、制定非方板形控制系统的解耦策略:利用板形控制变形机理模型,计算控制系统的影响矩阵,求解系统开环传递函数,计算非方相对增益矩阵,分析各控制回路的耦合程度,挑选出需要解耦的回路,简化控制系统设计。
S11、利用板形控制变形机理模型,计算控制系统的影响矩阵C:
其中:c
S12、利用计算出的影响矩阵及系统的时间常数,求出系统开环传递函数G(s):
其中:e
S13、利用计算出的影响矩阵,计算非方相对增益矩阵
其中:C
S14、利用计算的相对增益矩阵分析各控制回路的耦合程度,挑选出需要解耦的回路,简化控制系统设计。
S2、分解并消除解耦控制器的不稳定极点:针对挑选出的非方控制回路应用广义逆解耦理论进行控制,并分解求解逆矩阵产生的不稳定极点,消除解耦控制器的不稳定极点。
S21、将非方传递函数矩阵G
G
其中:G
其中:s表示复数域变量;p
S22、利用G
其中:
将求得的
S3、制定中间辊窜辊影响系数变量模型:利用板形控制变形机理模型,计算轧辊倾斜、工作辊非对称弯辊对一次、三次板形的影响系数c
S4、设计广义逆-对角矩阵解耦的中间辊窜辊控制策略,计算中间辊窜辊最小调节量。
S41、用普通一次多项式对c
c
c
其中:u
S42、根据初始二次板形
其中:Δu
当中间辊窜辊调节量Δu
下面结合具体的案例对本发明做进一步的详细说明。
某1420mm六辊UCM冷轧机,轧辊倾斜量的变化范围为-100μm~100μm,工作辊弯对称辊力的变化范围为-200kN~500kN,工作辊非对称弯辊力的变化范围为-150kN~150kN,中间辊弯辊力的变化范围为0kN~500kN,中间辊窜辊量的变化范围为-200mm~200mm,轧辊倾斜系统的时间常数T
S1、制定非方板形控制系统的解耦策略:
S11、利用板形控制变形机理模型,计算控制系统的影响矩阵C:
S12、利用计算出的影响矩阵及系统的时间常数,通过式(2)求出系统开环传递函数G(s),其中,τ=2、
S13、利用计算出的影响矩阵,通过式(3)计算非方相对增益矩阵
S14、利用计算的相对增益矩阵分析各控制回路的耦合程度,挑选出需要解耦的回路,简化控制系统设计。
轧辊倾斜、工作辊非对称弯辊对一次、三次板形的影响大(
S2、分解并消除解耦控制器的不稳定极点:针对挑选出的三输入两输出制回路应用广义逆解耦理论进行控制,并分解求解逆矩阵产生的不稳定极点,消除解耦控制器的不稳定极点。
S21、通过式(4)分解非方传递函数矩阵G
由于后续中间辊窜辊系数动态变化,系统的极点也会时时变化所以G
S22、广义矩阵
S3、利用板形控制变形机理模型,计算轧辊倾斜、工作辊非对称弯辊对一次、三次板形的影响系数c
S4、设计最小窜辊调节量及阈值的控制策略,如图3所示。
S41、用多项式对c
其中:u
S42、根据初始二次板形
其中:Δu
工作辊对称弯辊力和中间辊弯辊力极值设计极值的85%,计算得到最小中间辊窜辊量
本发明设计的一种非方板形控制系统的优化方法,通过非方相对增益理论分析了板形控制回路的耦合程度,提出了非方板形控制系统的控制策略和模型,并通过分解非方系统广义逆矩阵的不稳定极点,使得控制系统运行稳定;通过设计中间辊窜辊影响系数变量模型,减小了控制系统的计算量,提高了系统的动态特性,减小了系统调节时间;通过设计中间辊窜辊最小调节量及阈值的控制策略,降低了中间辊窜辊的使用频率和调节量,增加了轧辊的使用寿命;针对非方板形控制系统所设计的方法实用、运行稳定、系统的调节速度快、中间辊窜辊的调节量小。
最后所应说明的是:以上实施例仅以说明而非限制本发明的技术方案,尽管参照上述实施例对本发明进行了详细说明,本领域的普通技术人员应当理解:依然可以对本发明进行修改或者等同替换,而不脱离本发明的精神和范围的任何修改或局部替换,其均应涵盖在本发明的权利要求范围当中。
- 非方板形控制系统的优化方法
- 非方板形控制系统的优化方法