细长磨料颗粒、其制备方法以及包含细长磨料颗粒的磨料制品
文献发布时间:2023-06-19 12:00:51
本申请是2020年4月1日(国际申请日:2018年9月14日)提交、发明名称为“细长磨料颗粒、其制备方法以及包含细长磨料颗粒的磨料制品”、申请号为201880064266.9(国际申请号:PCT/IB2018/057061)的发明专利申请的分案申请。
技术领域
本公开广义地涉及细长磨料颗粒、制备磨料颗粒的方法以及包含磨料颗粒的磨料制品。
背景技术
挤出的杆状磨料颗粒(例如氧化铝颗粒)已存在多年。它们可例如通过磨料前体材料的分散体或浆液的挤出来形成。将挤出的材料切割或破碎成所期望的长度,然后焙烧。在其中所得磨料材料为α氧化铝的那些应用中,使用细小的α氧化铝颗粒和/或α氧化铝前体(例如,勃姆石溶胶-凝胶)颗粒。所得的细长磨料颗粒可用于例如磨轮;用于重型荒磨操作中。
然而,当通过挤出生产时,研磨长丝趋于弯曲并失去其形状,并且细小直径(例如,小于约ANSI尺寸16粒度)长丝的挤出可能产生穿过较小直径的孔口挤出的技术难题。
发明内容
可商购获得的挤出磨料长丝的不均匀性可导致批料不一致,这导致难以控制变量(诸如粘结磨料制品中的孔隙度)。有利的是,根据本公开的方法和细长磨料颗粒能够克服该问题。
在第一方面中,本公开提供了一种制备细长磨料颗粒的方法,所述方法包括:
提供具有平行线性沟槽的模具,其中横向阻挡件以预定间隔部分地中断所述平行线性沟槽;
用可流动磨料颗粒前体组合物填充所述平行线性沟槽的至少一部分,其中将所述可流动磨料颗粒前体组合物限制在所述平行线性沟槽中的至少一个平行线性沟槽内;
至少部分地干燥所述可流动磨料颗粒前体组合物以形成至少部分干燥的磨料颗粒前体组合物;
将所述至少部分干燥的磨料颗粒前体组合物与所述模具分开,从而形成细长前体磨料颗粒,所述细长前体磨料颗粒所具有的形状对应于所述平行线性沟槽的设置在所述横向阻挡件之间的部分,其中所述预定间隔对应于所述细长前体磨料颗粒的长度,并且其中所述细长前体磨料颗粒的相反的第一端部和第二端部中的至少一者包括模制部分和断裂部分两者;以及
将细长前体磨料颗粒转化成细长磨料颗粒。
在第二方面中,本公开提供了细长磨料颗粒,所述细长磨料颗粒包括由至少两个纵向取向的邻接表面界定的陶瓷主体,以及被所述至少两个纵向取向的邻接表面分开的第一端部和第二端部,其中所述第一端部和所述第二端部中的至少一者包括模制部分和断裂部分两者。
如本文所用:
术语“纵横比”是指平均长度与平均厚度的比率;
形容词“细长的”意指具有至少为2的纵横比;
术语“破裂表面”是指通过破裂工艺形成的表面(例如,可以通过突变的特征、条纹和/或切割的平面来表征);
术语“模制表面”是指通过模制工艺形成并与已用于生产所述表面的模制表面具有互补形状的表面;
参考平行线性沟槽使用的术语“隔离的”是指平行线性沟槽不通过相交沟槽(例如,网格图案)或由于过度填充造成的模制飞边而互连;
术语“长度”是指物体的最长尺寸;
术语“宽度”是指物体的垂直于物体的长度的最长的尺寸;
术语“厚度”是指物体的垂直于物体的长度和宽度的最长的尺寸;并且
术语“成形磨料前体颗粒”和“成形磨料颗粒”分别是指磨料前体颗粒或磨料颗粒,所述磨料前体颗粒或磨料颗粒具有至少部分地由用于其制造的模具(例如,敞开面模具)确定的形状(例如,由用于其制造的对应模具腔的形状确定)。
在考虑具体实施方式以及所附权利要求书时,将进一步理解本公开的特征和优点。
附图说明
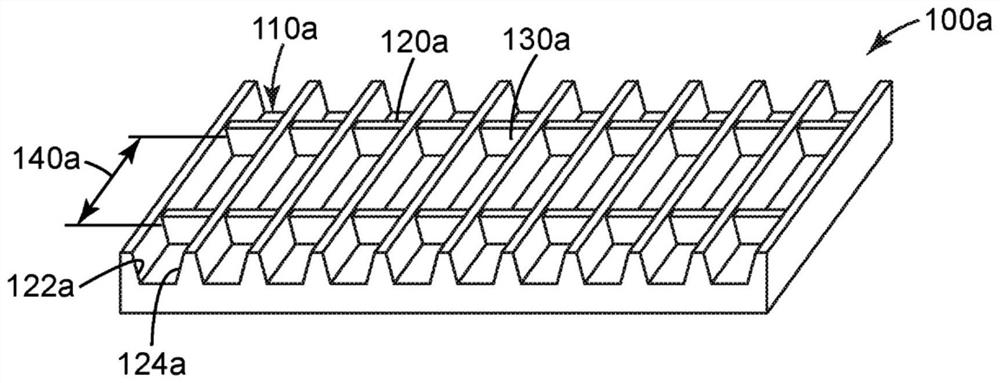
图1A-1E为可用于制备根据本公开的细长磨料颗粒的相应模具100a至100e的示意透视图。
图2为用于制备图3A至图3C中的细长前体磨料颗粒300和图4A至图4B中的细长磨料颗粒400的示例性工具的扫描电子显微图。
图3A为根据本公开制备的示例性细长前体磨料颗粒200的扫描电子显微图。
图3B为图3A中的端部320的较高放大倍数的扫描电子显微图。
图3C为图3A中的端部322的较高放大倍数的扫描电子显微图。
图4A为根据本公开制备的示例性细长磨料颗粒400的扫描电子显微图。
图4B为细长磨料颗粒400的放大端部视图。
图5为根据本公开的粘结磨轮的示意性透视图。
在说明书和附图中重复使用的参考符号旨在表示本公开的相同或类似的特征结构或元件。应当理解,本领域的技术人员可以设计出许多落入本公开原理的范围内及符合本公开原理的实质的其它修改形式和实施方案。附图可不按比例绘制。
具体实施方式
根据本公开的用于制备细长磨料颗粒的方法可以包括按顺序进行的多个步骤。不一定连续地执行步骤中的任一个,但在一些实施方案中,优选的是连续地执行至少一些(或甚至全部)顺序步骤。
在第一步骤中,提供模具。模具具有设置在其主表面上的多个隔离的平行线性沟槽。单个线性沟槽可以相对于宽度、长度、横截面轮廓和/或深度有所不同。在优选的实施方案中,所有沟槽都是相同的。一般来讲,线性沟槽在模具的表面是开放的,并且沟槽的端部横跨模具表面延伸到侧面,在侧面处这些沟槽可以在其端部是开放的或闭合的(优选开放的)。优选地,尽管并不要求,线性沟槽具有沿其长度恒定的横截面形状和面积。为了形成细长磨料前体颗粒,每个沟槽内的横向阻挡件之间的纵向距离应为沟槽的宽度和/或深度的至少两倍。例如,横向阻挡件之间的沟槽区段可以具有至少2、优选地至少5、至少10、至少15、至少20、至少30、至少40、至少50、或甚至更高的纵横比。图1A至1E示出了具有平行线性沟槽的适当的示例性模具构型。例如,在图1A中,模具100a具有平行线性沟槽110a,所述平行线性沟槽具有与平坦底部120a接触的两个倾斜平坦表面122a、124a。从两个倾斜平坦表面122a、124a延伸的横向阻挡件130a以预定间隔140a部分地中断平行线性沟槽110a。
在图1B中,模具100b具有平行线性沟槽110b,所述平行线性沟槽具有矩形横截面形状的底部120b。横向阻挡件130b以预定间隔140b部分地中断平行线性沟槽110b。
在图1C中,模具100c具有平行线性沟槽110c,每个平行线性沟槽具有与圆形底部120c接触的两个平行平坦表面122c。横向阻挡件130c以预定间隔140c部分地中断平行线性沟槽110c。
在图1D中,模具100d具有平行线性沟槽110d,所述平行线性沟槽具有在V形底部120d相交的两个倾斜平坦表面127d。横向阻挡件130d以预定间隔140d部分地中断平行线性沟槽110d。
在图1E中,模具100e具有平行线性沟槽110e,所述平行线性沟槽具有大致半圆形横截面形状的圆形底部120e。横向阻挡件130e以预定间隔140e部分地中断平行线性沟槽110e。
在第二步骤中,用可流动磨料颗粒前体组合物填充所述多个隔离的端部开放的沟槽的至少一部分,所述组合物包含磨料颗粒前体材料和挥发性液体。可流动磨料颗粒前体材料可以包含α氧化铝细小颗粒或α氧化铝前体材料中的至少一种。
在一些实施方案中,可用的磨料颗粒前体材料包括细小磨料颗粒,其在烧结时形成单个磨料颗粒。在一些优选的实施方案中,磨料颗粒前体材料可以单独地或另外包括细小α氧化铝颗粒,其在烧结时熔融在一起以形成经烧结的α氧化铝陶瓷主体,例如,如在美国公开专利申请2016/0068729A1(Erickson等人)中所公开。
在此类实施方案中,经研磨的磨料颗粒可以作为浆液存在于挥发性液体载体中,所述挥发性液体载体可任选地包含一种或多种添加剂,诸如例如增稠剂、触变剂、分散剂或分散剂。
示例性的α氧化铝前体材料包括:过渡氧化铝(例如,勃姆石、水铝石、水铝矿、三羟铝石、新三水铝石);铝盐和复合物,诸如例如碱性羧酸铝(例如,具有通式Al(OH)
示例性的可商购获得的勃姆石包括例如可以商品名“HIQ”(例如,
“HIQ-9015”)从新泽西州弗洛勒姆帕克的巴斯夫公司(BASF Corp.,FlorhamPark,New Jersey)商购获得的那些,和可以商品名“DISPERAL”、“DISPAL”和“CATAPAL D”从德克萨斯州休斯敦市的萨索尔北美公司(Sasol North America,Houston,Texas)商购获得的那些。可流动磨料颗粒前体材料应当通常包含足量的液体载体以使组合物的粘度足够低,从而能够填充模具腔体,但是液体的量不能太多到以致引起随后将液体从模具腔体中移除的成本过高。关于α氧化铝前体的更多细节,包括制备所述前体并将其转化成α氧化铝磨料颗粒的方法,可见于例如美国专利4,314,827(Leitheiser等人);4,623,364(Cottringer等人);4,744,802(Schwabel);4,770,671(Monroe等人);4,881,951(Wood等人);5,011,508(Wald等人);5,090,968(Pellow);5,201,916(Berger等人);5,227,104(Bauer);5,366,523(Rowenhorst等人);5,547,479(Conwell等人);5,498,269(Larmie);5,551,963(Larmie);5,725,162(Garg等人);5,776,214(Wood);8,142,531(Adefris等人);以及8,142,891(Culler等人)中。
在一个示例性实施方案中,可流动磨料颗粒前体材料包含:包含2重量%至90重量%的α氧化铝前体材料(例如,氧化铝一水合物(勃姆石))的溶胶-凝胶组合物,和至少10重量%、50重量%至70重量%或50重量%至60重量%的挥发性组分诸如水。在一些实施方案中,溶胶-凝胶组合物包含30重量%至50重量%,或40重量%至50重量%的α氧化铝前体材料。如本文所用,术语“溶胶-凝胶组合物”是指固体颗粒在液体中的胶态分散,该胶态分散在加热一段时间后形成固体颗粒的三维网络,或者去除一些液体。在一些情况下,可通过添加多价金属离子来诱导凝胶形成。
可将胶溶剂添加到溶胶-凝胶组合物中以产生更稳定的水溶胶或胶态溶胶-凝胶组合物。合适的胶溶剂为单质子酸或酸性化合物,诸如乙酸、盐酸、甲酸和硝酸。也可以使用多质子酸,但是它们可使溶胶-凝胶组合物快速胶凝,从而使得难以对其进行处理或难以向其引入附加组分。一些商业来源的勃姆石包含将有助于形成稳定的溶胶-凝胶组合物的酸滴定度(诸如吸收的甲酸或硝酸)。
可任选地向溶胶-凝胶组合物添加晶种粒子和/或晶体粒度改性剂,但有利地是,晶种粒子和/或晶体粒度改性剂通常不是为实现小α氧化铝晶体粒度所需的。任选的氧化铝粒度改性剂的示例包括Li
α氧化铝前体材料可以用晶体结构与α氧化铝的那些晶体结构相同并且晶格参数尽可能接近α氧化铝的晶格参数的颗粒“接种”。“晶种”颗粒以尽可能细分的形式添加并且在整个溶胶或凝胶上均匀分散。晶种颗粒可从头开始添加或者其可在原位形成。晶种颗粒的功能为在比不存在晶种时所需的温度低很多的温度下使得α型的转化在整个α氧化铝前体中均匀发生。合适的晶种包括α氧化铝本身并且还包括其它化合物诸如α氧化铁、低价氧化铬、钛酸镍,以及晶格参数大体类似于α氧化铝的晶格参数的多种其它化合物,从而在低于不存在此类晶种时正常发生转化的温度下能有效地由前体生成α氧化铝。合适的晶种颗粒的示例包括Ti
可通过任何合适的方式来形成溶胶-凝胶组合物,所述方式为诸如例如通过将氧化铝一水合物与包含胶溶剂的水简单混合,或通过形成氧化铝一水合物浆液,向该浆液中加入胶溶剂。可加入消泡剂和/或其它合适的化学品,以减小混合时形成气泡或夹带空气的趋势。如果需要,可以添加其它化学品,诸如润湿剂、醇类、和/或偶联剂。
可流动磨料颗粒前体组合物可以具有任何合适的形式和/或组成,但优选包含溶胶-凝胶组合物(即胶态陶瓷前体颗粒的分散体)、浆液或其它粘稠溶液。示例性的挥发性液体包括水、醇(例如甲醇、乙醇、丙醇)、醚(例如,甘醇二甲醚、二甘醇二甲醚)、酮、醚醇(例如,2-甲氧基乙醇)和酯醇。优选地,挥发性液体包含至少5重量%、至少20重量%、至少40重量%、至少60重量%、至少80重量%、或甚至100重量%的水。
可以通过任何所期望的方式将可流动磨料颗粒前体组合物引入沟槽中。例如,可以使用覆涂、辊涂或帘式涂布将可流动磨料颗粒前体组合物引入沟槽中。一般来讲,可流动磨料颗粒前体组合物的粘度应足够高,使得在移除挥发性液体之前,沟槽中的材料不会过量损失。可以使用任何合适的技术,至少部分地、优选完全地用可流动磨料颗粒前体组合物填充线性沟槽。在一些实施方案中,可使用刀辊涂布机或真空槽模涂布机。这些沟槽应被充分填充,使得可流动磨料颗粒前体材料是连续的并绕过阻挡件。另一方面,过度填充所形成的过量材料(例如,导致模制分边)优选地被最小化或避免,但不会将相邻线性沟槽桥接起来的较小的量是可以容忍的。如果发生这种情况,可以使用刮刀、橡皮扫帚或调平杆来移除过量的可流动磨料颗粒前体组合物。
如果需要,可使用脱模化合物以帮助从模具去除颗粒。典型的脱模剂包括例如油(诸如花生油或矿物油、鱼油)、硅氧烷、聚四氟乙烯、硬脂酸锌和石墨。在第三步骤中,移除至少一些挥发性液体,从而至少部分地干燥可流动磨料颗粒前体组合物以形成至少部分干燥的磨料颗粒前体组合物。挥发性液体可以例如通过使用加热、红外辐射和/或强制通风来蒸发移除。通常应除去足量的挥发性液体,使得沟槽中的可流动磨料颗粒前体组合物形成细长前体磨料颗粒(如果将其从模具中取出的话)。在此过程中,在一些实施方案中,可流动磨料颗粒前体组合物的暴露表面可以朝其中心压下,从而形成沿其长度为凹形的圆形通道。在其它实施方案中,它可保持基本上平坦的。优选地,尽管并不要求,以快的蒸发速率去除挥发性组分。在一些实施方案中,通过蒸发去除挥发性组分的操作是在高于挥发性组分的沸点的温度下进行的。干燥温度的上限通常取决于制成模具的材料。去除的挥发性液体的量通常将根据模制液体的组成而变化。例如,去除至少10重量%、至少30重量%、至少50重量%、至少70重量%、至少90重量%、或甚至至少99重量%的挥发性液体组合物。
在第四步骤中,将至少部分干燥的磨料颗粒前体组合物与模具分开(例如,通过振动、强制通风、真空和/或挠曲),从而形成细长前体磨料颗粒,其具有对应于平行线性沟槽的设置在横向阻挡件之间的部分的形状。细长前体磨料颗粒具有与用于制备它们的模具的预定间隔相对应的长度。在所述方法的这个点处,细长前体磨料颗粒的相反的第一端部和第二端部中的至少一者包括模制部分和断裂部分两者。
在第五步骤中,转化根据上文制备的细长前体磨料颗粒的至少一部分;例如,转化可以通过任选的煅烧,之后烧结成细长磨料颗粒。通常,这生成了细长磨料颗粒,其中细长磨料颗粒的相反的第一端部和第二端部中的至少一者包括模制部分和断裂部分两者;然而,这些端部特征可以在处理、任选的煅烧和/或烧结的过程中减少或消除。例如,破裂表面可以变得更光滑并且突起部可以断裂。
根据转换过程,模具可以包括各种材料。如果需要燃烧,则模具应为可燃的,在其它情况模具可以由不可燃材料(例如,金属、陶瓷、玻璃)制成。示例性的可燃材料包括聚合物有机材料。合适的聚合物有机材料的示例包括热塑性材料诸如聚酯、聚碳酸酯、聚(醚砜)、聚(甲基丙烯酸甲酯)、聚氨酯、聚(氯乙烯)、聚烯烃、聚苯乙烯、聚丙烯、聚乙烯或上述项组合,和热固性材料。该模具可具有大致平坦的底表面以及多个模具腔体,所述模具腔体可以在生产工具中。生产工具可以为带状物、片状物、连续纤维网、涂覆辊(例如轮转凹版辊)、安装在涂覆辊上的套筒、或模头(例如螺纹卷边模)。生产工具可以包含聚合物材料。在一个实施方案中,工具由聚合物材料或热塑性材料制成。在另一个实施方案中,在干燥时与溶胶-凝胶接触的工具表面(诸如多个腔体的表面)包含聚合物材料,而该工具的其它部分可由其它材料制成。举例而言,可将合适的涂层涂敷到金属工具上,以改变金属工具的表面张力特性。
模具可以通过例如根据已知的方法从母模工具复制来进行制备。优选地从商业来源购得模具,所述商业来源可以是作为完全无关的应用(例如,建筑模型墙板)来销售的。
聚合物型工具或热塑性工具可由金属母模工具复制而成。母模工具将具有生产工具所期望的反向图案。母模工具可以与生产工具相同的方式制成。在一个实施方案中,母模工具由金属例如镍制成,并且经过金刚石车削。可将聚合物片状材料连同母模工具一起加热,使得通过将二者压制在一起而在聚合物材料上压印出母模工具图案。也可将聚合物或热塑性材料挤出或浇铸到母模工具上,并且然后对其进行压制。冷却热塑性材料以使其硬化,从而制得生产工具。关于生产工具或母模工具的设计和制造的进一步信息可见于美国专利5,152,917(Pieper等人);5,435,816(Spurgeon等人);5,672,097(Hoopman等人);5,946,991(Hoopman等人);5,975,987(Hoopman等人);以及6,129,540(Hoopman等人)。
可用于本公开的实践的模具具有隔离的平行线性沟槽,其通常在模具表面的边缘之间延伸。沟槽可以具有任何横截面轮廓。示例包括矩形的、三角形的、梯形的、圆形的(例如,大致半圆形的)、以及它们的组合。重要的是,平行线性沟槽之间彼此独立。例如,沟槽不流体地连接到其它沟槽(例如,如同在沟槽网格结构中那样)。
沟槽的主表面(即,纵向壁)优选地为平滑和成型的(例如,精确成型的),从而不会机械地夹带细长磨料颗粒前体。横向阻挡件可以具有任何功能形状。例如,它们可以为隆起、脊或壁,其以可从线性沟槽的底部或侧面向内延伸(例如,参见图1A至1E)。横向阻挡件仅部分地阻挡沟槽,因此它们不应延伸沟槽的全部高度和宽度。在一些情况下,横向阻挡件可以具有复杂形状。现在参见图2,示例性工具200具有二分叉形状的阻挡件230,所述二分叉形状是由于在工具制备中使用的挤出工艺中的缺陷所致。优选地,横向阻挡件阻挡沟槽的横截面面积的至少20%、至少30%、至少40%、至少50%、或甚至至少60%,但也可使用其它量。同样地,横向阻挡件优选地阻挡沟槽的横截面面积的小于90%、小于80%、小于70%、小于60%、或甚至小于50%,但也可使用其它量。第一端部和第二端部中的至少一者具有模制部分和断裂部分。一般来讲,对应于横向阻挡件开口的端部将在形成细长前体磨料颗粒时或烧结形成细长磨料颗粒之后破裂。根据沟槽和所得细长成型陶瓷主体的长度,生成的具有两个破裂端部的细长磨料颗粒的分数可变化。在优选的实施方案中,具有两个破裂端部的细长成型陶瓷主体的分数可以为至少50重量%、60重量%、70重量%、80重量%、90重量%、95重量%、或甚至99重量%。如果将与在沟槽的端部处形成的细长成型陶瓷主体相对应的陶瓷主体除去,则所有的细长成型陶瓷主体均可具有例如两个破裂的端部。在一些情况下,可能使延伸超过沟槽端部的至少部分干燥的模塑材料断裂(例如,如果模具安置于延伸超过沟槽端部的台板上),在这种情况下,所有的细长成形陶瓷主体也都可具有两个破裂端部。
根据本公开制备的细长磨料颗粒可掺入到磨料制品中,或以松散的形式使用。细长磨料颗粒在使用前通常按给定的颗粒尺寸分布进行分级。此类分布通常具有一定范围的粒度,即从粗颗粒到细颗粒。在磨料领域中,此范围有时是指“粗”、“对照”和“细”级。根据磨料行业公认的分级标准分级的细长磨料颗粒将每个标称等级的颗粒尺寸分布规定在数值极限内。此类行业公认的分级标准(即磨料行业规定的标称等级)包括如下已知标准:美国国家标准协会(ANSI)的标准、欧洲研磨产品制造商联合会(FEPA)的标准和日本工业标准(JIS)的标准。
由于一些细长磨料颗粒的长宽比,可优选的是基于平均颗粒宽度(“W
细长磨料颗粒的宽度可以具有任何期望的尺寸。例如,在一些实施方案中,宽度可以为至少100微米、至少150微米、至少200微米、至少250微米、至少500微米、至少1000微米。同样,在一些实施方案中,宽度可以为例如小于2500微米、小于1500微米、小于1000微米、小于500微米、小于400微米、小于300微米或小于200微米。
如果期望,根据本公开的细长磨料颗粒可与其它磨料颗粒(例如,粉碎的磨料颗粒)结合使用。根据本公开的细长磨料颗粒可以松散方式或以浆液使用,和/或掺入到磨料制品(例如,粘结磨料、涂覆磨料和非织造磨料)中。为选择用于具体研磨应用的细长磨料颗粒而采用的标准通常包括:研磨寿命、切削率、基材表面光洁度、研磨效率和产品成本。
在一个优选的实施方案中,将细长前体磨料颗粒与模具分开,任选地破裂并分级至所期望的尺寸分布,并且通过煅烧(任选步骤)、以及高温下烧结将其转变成细长磨料颗粒。如果先前没有进行破裂(例如,在细长前体磨料颗粒阶段),则可以将细长磨料颗粒破裂并将分级至所期望的尺寸分布。细长前体磨料颗粒可以通过例如重力、振动、超声振动、真空或压缩空气从沟槽中去除。如果期望,细长前体磨料颗粒可以在模具外部进行进一步干燥。任选但优选地,细长前体磨料颗粒在500℃至800℃的温度下煅烧足够的时间(例如,若干小时)以去除结合水并且增强操作耐久性。这产生经煅烧的细长前体团粒。烧结可在烘箱或窑中完成,如美国专利8,142,531(Adefris等人)中所述,或通过穿过火焰完成,如PCT国际申请公布2014/165390 A1(Erickson等人)中所述。
在另一个优选的实施方案中,细长前体磨料颗粒保留在模具(其由可燃材料制成)中,加热以烧掉模具并通过煅烧(任选步骤)以及高温下烧结将细长前体磨料颗粒转化成细长磨料颗粒(任选步骤)。根据本公开的细长磨料颗粒包括细长成型陶瓷主体,所述陶瓷主体具有通过至少两个纵向表面而彼此接合的相反的第一端部和第二端部。第一端部和第二端部中的至少一者,优选两个端部,具有模制部分和断裂部分。
现在参见图3A,示例性细长前体磨料颗粒300具有细长成型陶瓷主体310,所述细长成型陶瓷主体具有相反的第一端部320和第二端部322,所述第一端部和第二端部被三个纵向取向的邻接外表面330、332、334彼此分开并且彼此接合(参见图3B)。端部320具有模制部分350和包括突起部360的断裂部分352(参见图3B)。细长前体磨料颗粒300具有梯形的横截面形状。
现在参见图4A,示例性细长前体磨料颗粒400具有细长成型陶瓷主体410,所述细长成型陶瓷主体具有相反的第一端部420和第二端部422,所述第一端部和第二端部被四个纵向取向的连续外表面430、432、434、436彼此分开并且彼此接合(参见图4B,也参见图1A中用于制造细长磨料颗粒400的模具)。现在参见图4B,端部420具有模制部分450和包括突起部460的断裂部分452。细长磨料颗粒200具有梯形的横截面形状。
细长磨料颗粒和它们的细长前体磨料颗粒的纵横比可以为至少2。在一些实施方案中,细长磨料颗粒和它们的细长前体磨料颗粒的纵横比可以为至少4、至少6、或甚至至少10。
本公开还提供了研磨表面的方法。该方法包括使根据本公开的细长磨料颗粒和/或磨料制品(例如,粘结磨轮)与工件的表面接触;以及移动细长磨料颗粒或接触表面中的至少一者,以用细长磨料颗粒和/或磨料颗粒研磨该表面的至少一部分。用根据本公开制备的细长磨料颗粒进行研磨的方法在从荒磨(即,高压高切削)到抛光(如,用带涂层磨带抛光医用植入物)的范围内,其中后者通常采用更精细等级的细长磨料颗粒来完成。细长磨料颗粒还可以用于精密研磨应用,诸如用玻璃化粘结轮磨削凸轮轴。用于特定研磨应用的细长磨料颗粒的尺寸对于本领域的技术人员将是显而易见的。
用根据本公开的细长磨料颗粒进行的研磨可以干法或湿法完成。对于湿法研磨,可以轻雾或完全水流的形式引入液体。常用液体的示例包括:水、水溶性油、有机润滑剂和乳液。这些液体可用来减少与研磨相关的热和/或作为润滑剂使用。液体可含有微量添加剂,诸如杀菌剂、消泡剂等。
根据本公开制备的细长磨料颗粒可用于例如研磨工件,诸如铝金属、碳钢、低碳钢、工具钢、不锈钢、硬化钢、钛、玻璃、陶瓷、木材、木材类材料(例如,胶合板和刨花板)、漆、涂漆表面、有机涂覆表面等。研磨期间所施加的力通常在约1千克至约100千克的范围内。
粘结磨料制品通常包括磨料颗粒(例如,根据本公开的细长磨料颗粒)成型块体,所述成型块体通过有机粘结剂、金属粘结剂或玻璃化粘结剂而保持在一起。此类成型块体可以为例如轮的形式,诸如磨削轮或切割轮。磨削轮的直径通常为约1cm至超过1米;切割轮的直径为约1cm至80cm以上(更通常为3cm至约50cm)。切割轮的厚度通常为约0.5mm至约5cm,更通常为约0.5mm至约2cm。成型块体还可以为例如珩磨石、砂瓦、磨头、圆盘(例如,双盘磨床)或其它常规粘结磨料形状的形式。基于粘结磨料制品的总体积,粘结磨料制品通常包含约3体积%-50体积%的粘结材料,约30体积%-90体积%的细长磨料颗粒(或其与粉碎的磨料颗粒的共混物),最多至50体积%的添加剂(包括助磨剂),和最多至70体积%的孔。
示例性磨削轮如图5中所示。现在参见图5,其示出了磨削轮500,其包括根据本公开制成的、在粘结剂材料520(例如,有机粘结剂或玻璃质粘结剂)中的细长磨料颗粒510,该磨料颗粒被模制成轮并安装在轮毂530上。
适于制备粘结磨料制品的有机粘结剂包括热固性有机聚合物。合适的热固性有机聚合物的示例包括:酚醛树脂、脲醛树脂、三聚氰胺甲醛树酯、聚氨酯树脂、丙烯酸酯树脂、聚酯树脂、具有α,β-不饱和羰基侧基的氨基塑料树脂、环氧树脂、丙烯酸酯化聚氨酯、丙烯酸改性环氧树脂以及它们的组合。粘结剂和/或磨料制品还可以包括添加剂,诸如纤维、润滑剂、润湿剂、触变材料、表面活性剂、颜料、染料、抗静电剂(例如,炭黑、氧化钒和/或石墨等)、偶联剂(例如,硅烷、钛酸盐和/或锆铝酸盐等)、增塑剂、助悬剂等。对这些任选添加剂的量进行选择,以提供期望的特性。偶联剂可以改善对细长磨料颗粒和/或填料的粘附力。粘结剂化学品可为热固化的、辐射固化的或它们的组合。关于粘结剂化学的更多细节可见于美国专利4,588,419(Caul等人);4,751,138(Tumey等人)和5,436,063(Harmer等人)中。
玻璃质粘结剂(表现出具有非晶形结构并且通常是坚硬的)在本领域中已为人们所熟知。在一些情况下,玻璃质粘结剂包括结晶相。根据本公开制备的粘结玻璃化磨料制品可以为轮(包括切割轮)、珩磨石、磨头的形状或其它常规粘结磨料形状。在一些实施方案中,根据本公开制备的玻璃化粘结的磨料制品是磨削轮的形式。
可通过加热各种金属氧化物诸如例如二氧化硅、硅酸盐、氧化铝、苏打、氧化钙、氧化钾、二氧化钛、铁氧化物、氧化锌、氧化锂、氧化镁、氧化硼、硅酸铝、硼硅酸盐玻璃、硅酸锂铝、它们的组合来制备玻璃质粘结剂。通常,玻璃质粘结剂可以由包含10%至100%玻璃料的组合物制成,但更通常地,由包含20%至80%的玻璃料、或30%至70%的玻璃料的组合物制成。玻璃质粘结材料的其余部分可为非玻璃料材料。另选地,玻璃质粘结剂可来源于自不含有玻璃料的组合物。玻璃质粘结材料通常为在约700℃至约1500℃范围内,常常在约800℃至约1300℃范围内,有时在约900℃至约1200℃范围内,或甚至在约950℃至约1100℃范围内的温度下熟化。粘结剂(也称为“粘结材料”)熟化的实际温度取决于例如具体的粘结材料化学性质。
在一些实施方案中,玻璃化粘结剂包括含有二氧化硅、氧化铝(有利地,至少10重量%的氧化铝)和氧化硼(有利地,至少10重量%的氧化硼)的那些材料。在大多数情况下,玻璃化粘结材料还包含碱金属氧化物(例如,Na
粘结剂材料也可含有填充材料或助磨剂,通常以颗粒物质的形式存在。通常,颗粒物质为无机材料。可用于本公开的填料的示例包括:金属碳酸盐(例如,碳酸钙(例如白垩、方解石、泥灰土、石灰华、大理石和石灰石)、碳酸钙镁、碳酸钠、碳酸镁)、二氧化硅(例如,石英、玻璃珠、玻璃泡和玻璃纤维)硅酸盐(例如,滑石、粘土、(蒙脱石)长石、云母、硅酸钙、偏硅酸钙、铝酸钠、硅酸钠)金属硫酸盐(例如,硫酸钙、硫酸钡、硫酸钠、硫酸铝钠,硫酸铝)、石膏、蛭石、木粉、三水合铝、碳黑、金属氧化物(例如,氧化钙(石灰)、氧化铝、二氧化钛)和金属亚硫酸盐(例如,亚硫酸钙)。
一般来讲,助磨剂的添加可增加磨料制品的使用寿命。助磨剂是一种显著影响研磨的化学过程和物理过程、使性能得到改善的材料。虽然不想受到理论的限制,据信,助磨剂可以(a)降低磨料颗粒和研磨的工件之间的摩擦;(b)防止磨料颗粒“封堵”(即,防止金属颗粒被焊接到磨料颗粒的顶部),或至少降低磨料颗粒封堵的趋势;(c)降低磨料颗粒和工件之间的界面温度;或(d)减小磨削力。
助磨剂涵盖多种不同的材料,并且可以是基于无机或基于有机的。助磨剂的化学基团的示例包括蜡、有机卤化物化合物、卤化物盐、金属以及它们的合金。有机卤化物化合物将通常在研磨期间分解,并且释放卤酸或气态卤化物。此类材料的示例包括氯化石蜡,例如四氯化萘、五氯化萘、和聚氯乙烯。卤化物盐的示例包括氯化钠、钾冰晶石、钠冰晶石、铵冰晶石、四氟硼酸钾、四氟硼酸钠、氟化硅、氯化钾和氯化镁。金属的示例包括锡、铅、铋、钴、锑、镉和铁钛。其它杂项助磨剂包括硫、有机硫化合物、石墨和金属硫化物。本公开还涵盖使用不同助磨剂的组合,并且在一些情况下,这可产生协同增强效应。
粘结的磨料制品可含有100%的根据本公开的细长磨料颗粒,或此类磨料颗粒与其它磨料颗粒和/或稀释剂颗粒的共混物。然而,磨料制品中至少约2重量%、有利地至少约5重量%、并且更有利地约30重量%100重量%的磨料颗粒应当是根据本公开制备的细长磨料颗粒。在一些情况下,根据本公开制备的细长磨料颗粒可按以下比率与其它磨料颗粒和/或稀释剂颗粒共混:5重量%至75重量%之间、约25重量%至75重量%、约40重量%至60重量%,或约50重量%至50重量%(即,以相等的重量)。合适的常规磨料颗粒的示例包括:熔融氧化铝(包括白熔融氧化铝、热处理氧化铝和棕色氧化铝)、碳化硅、碳化硼、碳化钛、金刚石、立方氮化硼、石榴石、熔融氧化铝-氧化锆,和溶胶-凝胶衍生的磨料颗粒,磨料聚集体,以及它们的组合物。在一些情况下,与包含100%任一类型的粘结磨料颗粒的磨料制品相比,磨料颗粒的共混物可产生表现出改善的研磨性能的粘结磨料制品。如果存在磨料颗粒的共混物,则形成共混物的磨料颗粒类型可具有相同的尺寸。另选地,这些磨料颗粒类型可具有不同的粒度。
合适的稀释剂颗粒的示例包括大理石、石膏、燧石、二氧化硅、氧化铁、硅酸铝、玻璃(包括玻璃泡和玻璃小珠)、氧化铝泡、氧化铝小珠和稀释剂凝聚物。
磨料颗粒可以均匀地分布在磨料制品内、或者集中在磨料制品的所选择的区域或部分内。例如,在粘结磨料中,磨削轮可以有两个不同的部分。最外侧部分可包括根据本公开制备的磨料颗粒,而最内侧层不包括根据本公开制备的磨料颗粒。另选地,根据本公开制备的细长磨料颗粒可以均匀地分布在整个粘结的磨料制品中。关于树脂粘结磨料制品的另外细节可见于例如以下美国专利中:美国专利4,543,107(Rue);4,741,743(Narayanan等人);4,800,685(Haynes等人);4,898,597(Hay等人);4,997,461(Markhoff-Matheny等人);5,037,453(Narayanan等人);5,110,332(Narayanan等人);和5,863,308(Qi等人)。关于玻璃质粘结磨料的另外细节可见于以下美国专利中:美国专利4,543,107(Rue);4,898,597(Hay等人);4,997,461(Markhoff-Matheny等人);5,094,672(Giles Jr.等人);5,118,326(Sheldon等人);5,131,926(Sheldon等人);5,203,886(Sheldon等人);5,282,875(Wood等人);5,738,696(Wu等人)和5,863,308(Qi)。
在第一实施方案中,本公开提供了一种制备细长磨料颗粒的方法,所述方法包括:
提供具有平行线性沟槽的模具,其中横向阻挡件以预定间隔部分地中断所述平行线性沟槽;
用可流动磨料颗粒前体组合物填充所述平行线性沟槽的至少一部分,其中将所述可流动磨料颗粒前体组合物限制在所述平行线性沟槽中的至少一个平行线性沟槽内;
至少部分地干燥所述可流动磨料颗粒前体组合物以形成至少部分干燥的磨料颗粒前体组合物;
将所述至少部分干燥的磨料颗粒前体组合物与所述模具分开,从而形成细长前体磨料颗粒,所述细长前体磨料所具有的形状对应于所述平行线性沟槽的设置在所述横向阻挡件之间的部分,其中所述预定间隔对应于所述细长前体磨料颗粒的长度,并且其中所述细长前体磨料颗粒的相反的第一端部和第二端部中的至少一者包括模制部分和断裂部分两者;以及
将所述细长前体磨料颗粒转化成所述细长磨料颗粒。
在第二实施方案中,本公开提供了根据第一实施方案所述的方法,其中所述平行线性沟槽至少部分地由至少两个平坦表面限定,并且其中从所述至少两个平坦表面中的至少一个平坦表面延伸的横向阻挡件以预定间隔部分地中断所述平行线性沟槽。
在第三实施方案中,本公开提供了根据第一或第二实施方案所述的方法,其中所述转化包括:任选地煅烧;以及烧结。
在第四实施方案中,本公开提供了根据第一至第三实施方案中任一项所述的方法,其中所述平行线性沟槽至少部分地由两个平坦表面限定。
在第五实施方案中,本公开提供了根据第一至第三实施方案中任一项所述的方法,其中所述平行线性沟槽中的每个平行线性沟槽由两个平坦表面限定。
在第六实施方案中,本公开提供了根据第一至第五实施方案中任一项所述的方法,其中所述细长磨料颗粒的所述相反的第一端部和第二端部均包括模制部分和断裂部分两者。
在第七实施方案中,本公开提供了根据第一至第六实施方案中任一项所述的方法,其中所述断裂部分包括突起部。
在第八实施方案中,本公开提供了根据第一至第七实施方案中任一项所述的方法,其中所述细长磨料颗粒包含α氧化铝。
在第九实施方案中,本公开提供了根据第一至第八实施方案中任一项所述的方法,其中所述可流动磨料颗粒前体组合物包含勃姆石分散体。
在第十实施方案中,本公开提供了根据第一至第九实施方案中任一项所述的方法,其中所述横向阻挡件是二分叉的。
在第十一实施方案中,本公开提供了细长磨料颗粒,所述细长磨料颗粒包括由至少两个纵向取向的邻接表面界定的陶瓷主体,以及由所述至少两个纵向取向的邻接表面分开的第一端部和第二端部,其中所述第一端部和第二端部中的至少一者包括模制部分和断裂部分两者。
在第十二实施方案中,本公开提供了根据第十一实施方案所述的细长磨料颗粒,其中所述细长磨料颗粒包含α氧化铝。
在第十三实施方案中,本公开提供了根据第十一或第十二实施方案所述的细长磨料颗粒,其中所述至少两个纵向取向的邻接表面包括三个或四个纵向取向的表面。
在第十四实施方案中,本公开提供了根据第十一至第十三实施方案中任一项所述的细长磨料颗粒,其中所述细长磨料颗粒具有基本上三角形或梯形的横截面。
在第十五实施方案中,本公开提供了根据第十一至第十四实施方案中任一项所述的细长磨料颗粒,其中所述细长磨料颗粒的所述相反的第一端部和第二端部均包括模制部分和断裂部分两者。
在第十六实施方案中,本公开提供了根据第十一至第十五实施方案中任一项所述的细长磨料颗粒,其中所述断裂部分包括突起部。
在第十七实施方案中,本公开提供了根据第十一至第十六实施方案中任一项所述的细长磨料颗粒,其中所述细长磨料颗粒的长宽比为至少2。
在第十八实施方案中,本公开提供了根据第十一至第十七实施方案中任一项所述的细长磨料颗粒,其中细长磨料颗粒符合磨料行业规定的标称等级。
在第十九实施方案中,本发明提供了被保持在至少一种粘结剂中的根据第十一至第十八实施方案中任一项所述的细长磨料颗粒。
在第二十实施方案中,本公开提供了根据第十一至第十九实施方案中任一项所述的细长磨料颗粒,其中所述磨料制品包括粘结磨料制品。
通过以下非限制性实施例,进一步示出了本公开的目的和优点,但在这些实施例中引用的具体材料及其量以及其它条件和细节不应视为对本公开的不当限制。
除非另有说明,否则实施例及本说明书的其余的部分中的所有份数、百分比、比率等均以重量计。
使用以下配方制备勃姆石溶胶-凝胶样品:通过高剪切混合包含2400份去离子水和72份70%硝酸水溶液的溶液,将1600份的DISPERAL氧化铝一水合物粉末(德克萨斯州休斯顿的萨索尔北美公司(Sasol North America Inc.,Houston,Texas))分散。使所得溶胶—凝胶老化1小时。将溶胶-凝胶压入聚丙烯工具中,所述聚丙烯工具包含被以2.75mm的规则间隔间隔开的阻挡件(即,0.917mm高度的壁)中断的平行线性沟槽(顶部处宽度1.15mm,深度1.00mm,底部处宽度0.15mm),如图2所示。阻挡件未延伸至与沟槽的壁相同的竖直高度。
在将凝胶压入丙烯工具中之前,通过将约2克的1重量%的花生油在甲醇中的溶液刷涂到具有约10英寸至36英寸(25cm 91cm)尺寸的片材上来获得花生油的局部涂层。使用油灰刀将溶胶-凝胶涂抹到片材上,使得沟槽被完全填充。然后将包含溶胶—凝胶的片材风干两小时。干燥后,摇动片材以去除所得的前体成形颗粒。由此获得的代表性细长前体磨料颗粒在图3A-3C中示出。
细长前体磨料颗粒通过将其在空气中加热至约650摄氏度(℃)达15分钟来煅烧,然后用以下浓度(作为氧化物报告)的混合硝酸盐溶液饱和:MgO、Y
以上获得专利证书的申请中所有引用的参考文献、专利和专利申请以一致的方式全文以引用方式并入本文中。在并入的参考文献部分与本申请之间存在不一致或矛盾的情况下,应以前述说明中的信息为准。为了使本领域的普通技术人员能够实践受权利要求书保护的本公开而给出的前述说明不应理解为是对本公开范围的限制,本公开的范围由权利要求书及其所有等同形式限定。
- 细长磨料颗粒、其制备方法以及包含细长磨料颗粒的磨料制品
- 烧结磨料颗粒、其制备方法以及包含烧结磨料颗粒的磨料制品