一种准直器的高效3D打印方法
文献发布时间:2023-06-19 12:05:39
技术领域
本发明涉及准直器3D打印技术领域,具体是一种医用CT机准直光栅3D打印方法。
背景技术
CT的准直器的作用可以减少对病人的辐射剂量,限定扫描的空间范围(层厚),减少进入探测器的散射线,吸收掉低能的软X线光子,均衡X线光子的能量,广泛使用在各种螺旋CT机上。
现有准直器3D打印工艺都是基板上一次只能打印一层工件,然后取料,清理粉仓,接着再重新装基板,加热,调节氧含量等下一轮打印的前准备工作。一个循环下来,除去打印工件的几个小时的必要加工时间,每一轮还需要花2-3个小时进行取件清理和下一轮的准备工作,导致加工效率低,加工成本高。
发明内容
针对上述现有技术存在的缺陷,本发明提供一种准直器的高效3D打印方法,只用装一次基板,通过打印准直器3D模型嫁接调整,改为打多层(≥2层,具体层数视打印工件尺寸和料仓尺寸而定),这样可以省去反复取料和准备的工作,提高了生产效率,同时节省了人工,降低了人工成本。
为实现上述目的,本发明提供如下技术方案:
一种准直器的高效3D打印方法,包括在建模时,采用镜像对称的方法设计多层叠加的准直器3D模型。
作为本发明进一步的方案,具体包括以下步骤:
步骤一,通过设计软件设计多层叠加的准直器3D模型,相邻两层的准直器3D模型呈镜像对称设计,导入Magics软件,在Magics软件对准直器3D模型与准直器3D模型之间的孔隙处生成支撑,再用该软件进行切片;
步骤二,设置准直器3D模型的打印参数,使之与3D打印机的打印参数相匹配,通过3D打印机打印出多层的产品;
步骤三,对打印好的产品进行清理操作,然后用切割工具切去多余的支撑,使得获得多个单层产品。
作为本发明进一步的方案:所述步骤一的支撑形状为薄壁立体结构,通过薄壁与每个单层产品的两端外壁一体成型。
作为本发明进一步的方案:所述步骤二中的打印参数包括:填充扫描功率:450W;填充扫描速度:500mm/s;填充扫描线间隙:0.05mm;轮廓扫描功率:320W;轮廓扫描速度:600mm/s;棋盘格向量数/大小:8×8;棋盘格扫描功率:450W(填充功率)、320W(轮廓扫描功率);棋盘格扫描速度:500mm/s(填充扫描速度)、300mm/s(轮廓扫描速度);棋盘格填充扫描线间隙:0.06mm;层间旋转角度:67°。
作为本发明进一步的方案:所述切割工具为线切割机或激光切割机。
作为本发明进一步的方案:所述步骤一中设计多层叠加的准直器3D模型时,依据产品高度和粉仓深度,来确定模型层数。
与现有技术相比,本发明的有益效果是:
1、本发明中,通过镜像对称设计多层的准直器模型,实行了可以一次性打印出多层产品,减少了反复取料和准备的时间,大大提高了打印机的打印效率,同时可以降低了人工成本50%以上。
2、本发明中,通过使用合理支撑的方法,使得可以同时打印多层准直器,如果后处理过程中需要对工件统一处理,还可以节约统一装载产品的时间,使得每层产品之间的误差进一步减小。
附图说明
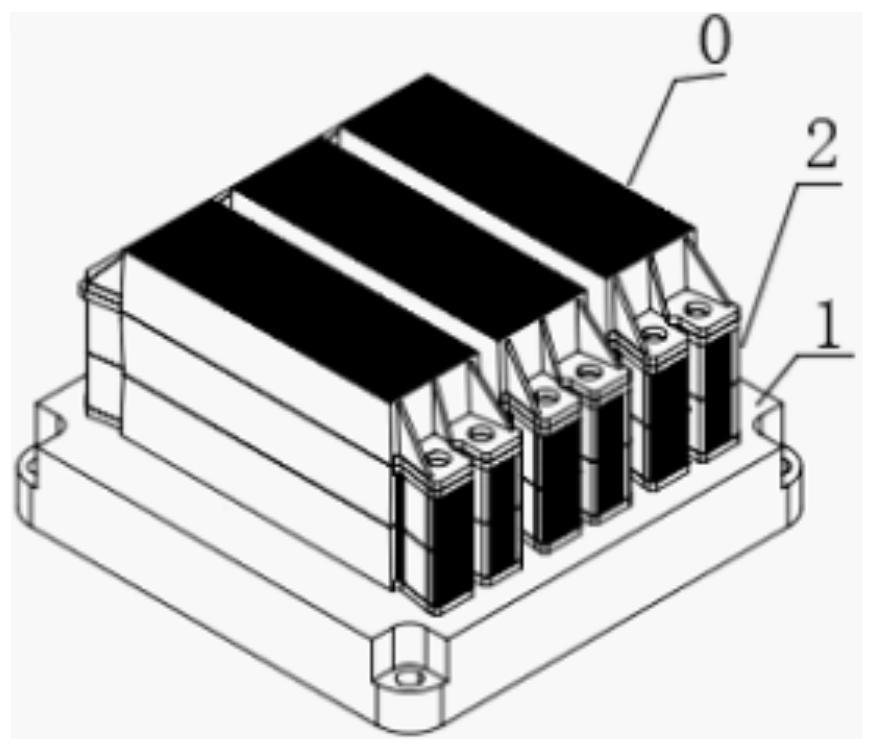
图1为本发明中多层叠加的准直器3D模型的立体示意图;
图2为本发明中多层叠加的准直器3D模型的正视示意图;
图3为现有的单层打印的准直器3D模型的立体示意图;
图4为现有的单层打印的准直器3D模型的俯视示意图。
图中:0:准直器3D模型;1:基板;2:支撑。
具体实施方式
下面将结合本发明实施例中的附图,对本发明实施例中的技术方案进行清楚、完整地描述,显然,所描述的实施例仅仅是本发明一部分实施例,而不是全部的实施例。基于本发明中的实施例,本领域普通技术人员在没有做出创造性劳动前提下所获得的所有其他实施例,都属于本发明保护的范围。
请参阅图1~4,本发明实施例中,通过设计软件设计多层叠加的准直器3D模型0,相邻两层的准直器3D模型0呈镜像对称设计,导入Magics软件,在Magics软件对准直器3D模型0与准直器3D模型0之间的孔隙处生成支撑2,再用该软件进行切片;
步骤二,设置准直器3D模型0的打印参数,使之与3D打印机的打印参数相匹配,通过3D打印机打印出多层的产品;
步骤三,对打印好的产品进行清理操作,然后用切割工具切去多余的支撑2,使得获得多个单层产品。
所述步骤二中的打印参数包括:填充扫描功率:450W;填充扫描速度:500mm/s;填充扫描线间隙:0.05mm;轮廓扫描功率:320W;轮廓扫描速度:600mm/s;棋盘格向量数/大小:8×8;棋盘格扫描功率:450W(填充功率)、320W(轮廓扫描功率);棋盘格扫描速度:500mm/s(填充扫描速度)、300mm/s(轮廓扫描速度);棋盘格填充扫描线间隙:0.06mm;层间旋转角度:67°。
具体的操作可以是用UG三维软件创建符合产品高度和粉仓深度镜像的多层层叠模型,然后将创建好的三维模型文件,以STL格式导出,将UG三维软件中导出的STL文件放入切片软件Magics中进行分层切片处理,建立适合后期切割的薄壁支撑2,后进行准直器3D模型0的打印参数的处理,清理粉仓,接着再装基板1,通过3D打印机打印出产品,再经过切割工具如激光切割工具或者线切割工具,使之成为合格的工件。
原先打印一轮每台机器装料、调整基板、洗气、打完工件之后等待冷却、取料、清理打印仓等需要花费2-2.5个小时。一台打印机一天需要打4轮,就需要至少8个小时的人工操作时间。现在一台机器(按叠2层计算)一天打2轮,只需要4个小时的人工操作时间。层数越多,人工所需时间越少,这样明显的降低了人工成本。
以上所述,仅为本发明较佳的具体实施方式,但本发明的保护范围并不局限于此,任何熟悉本技术领域的技术人员在本发明揭露的技术范围内,根据本发明的技术方案及其发明构思加以等同替换或改变,都应涵盖在本发明的保护范围之内。
- 一种准直器的高效3D打印方法
- 一种高精度3D打印二维准直器定位加工方法