一种砖块尺寸测量装置
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及建筑材料加工设备技术领域,更具体涉及一种砖块尺寸测量装置。
背景技术
在建筑行业和智能制造的快速发展大环境下,越来越多的自动化设备被用于建筑原材料的生产过程当中,其中砖块作为建筑当中不可获缺的一部分,在整个项目实施当中,必须要保证砖块的一致性。因此需要对砖块的尺寸、平整度等进行检测,检测合格后的产品才可以进入使用阶段。现有的检测方法,一般是采用人工检测,检测工序操作复杂、效率低且测量误差较大。
发明内容
针对现有技术的不足,本发明提供了一种砖块尺寸测量装置,能够对砖块的尺寸进行测量,精准度高且能够减少人工劳动。
为实现上述目的,本发明提供了如下技术方案:一种砖块尺寸测量装置,包括支撑架,所述支撑架上固定有检测台,所述检测台上设置有初始定位结构,所述检测台上滑动连接有定位架,所述定位架上设置有若干与砖块不同面相配合夹紧的定位板以及与定位板配合的检测装置。待测量砖块被抓取放置在检测台上,通过初始定位结构进行定位,然后滑动定位架,通过调整不同定位板实现与砖块各个面的贴合夹紧,通过检测装置和定位板的配合,实现砖块尺寸的测量。
进一步,所述初始定位结构包括固定在所述检测台上的两块定位块,两个所述定位块相互呈垂直角度设置在所述检测台的一端。待测量砖块其中一角贴住两块定位块放置,实现对砖块的初始定位。
进一步,所述检测台上开设有与所述定位架配合的滑槽,所述检测台的内部安装有伸缩气缸一,所述定位架的底部与所述伸缩气缸的伸缩端固定连接。伸缩气缸一固定在检测台的内部,通过气缸伸缩带动定位架在滑槽内前后滑动,从而实现对砖块的贴紧测量。
进一步,所述检测装置包括安装在所述检测台内部的红外检测装置一,所述定位板包括位于所述检测台面上方安装在所述定位架上的定位板一,所述定位架的底部设置有与所述定位板一位于同一竖直平面的检测板,所述检测板与所述红外检测装置一对应设置。定位架移动到定位板一贴住砖块表面后停止,底部检测板和定位板一位置(垂直)相同,红外检测装置一检测到检测板位置,即可测量砖块长度(前后)尺寸。
进一步,所述检测装置包括分别安装在所述定位架上端和一侧的红外检测装置二和红外检测装置三,所述定位架上分别设置有伸缩气缸二和伸缩气缸三,所述伸缩气缸二和所述伸缩气缸三的端部连接有定位板二和定位板三,所述红外检测装置二和红外检测装置三分别与所述定位板二和定位板三对应设置。红外检测装置二和红外检测装置三根据定位板二和定位板三的伸缩位移,从而测量处砖块的尺寸。
进一步,所述定位架上开设有缺口,供所述红外检测装置二和所述红外检测装置三的红外信号穿过,所述定位板二和所述定位板三的一侧设置有与所述缺口对应的凸块。凸块随着定位板二和定位板三移动,红外检测装置二和红外检测装置三发出的红外信号检测到不同距离,从而测量砖块的厚度及宽度尺寸。
综上所述,本发明通过移动定位架,配合多个定位板将待检测砖块固定后进行尺寸测量,既提升了测量的精准度,又提升了检测的效率。
附图说明
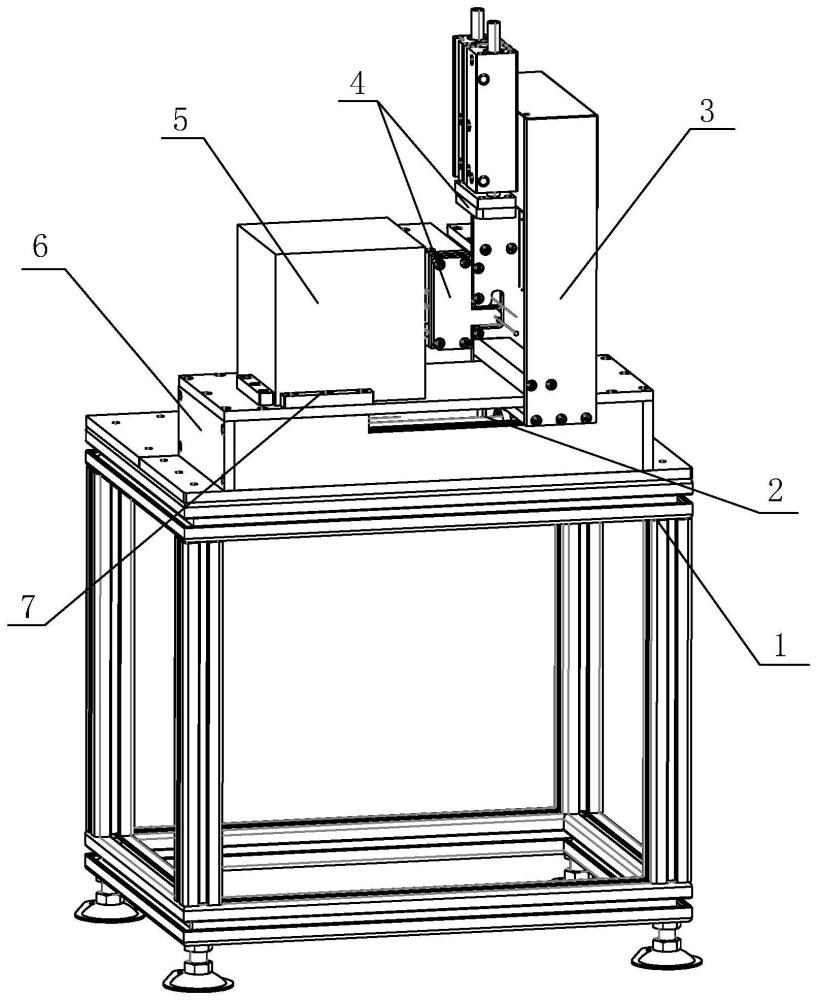
图1为本发明结构示意;
图2为图1后视图(部分内部);
图3为本发明另一视角示意(部分);
图4为本发明整体使用状态示意。
标注说明:1、支撑架;2、滑槽;3、定位架;4、定位板;5、砖块;6、检测台;7、定位块;8、伸缩气缸三;9、定位板三;10、定位板一;11、检测板;12、伸缩气缸一;13、红外检测装置一;14、定位板二;15、伸缩气缸二;16、凸块;17、缺口;18、输送装置;19、压力检测装置;20、抓取机器人。
具体实施方式
参照图1至图4对本发明一种砖块尺寸测量装置的具体实施方式作进一步的说明。
一种砖块尺寸测量装置,如图1所示,包括支撑架1,所述支撑架1上固定有检测台6,所述检测台6上设置有初始定位结构,所述检测台6上滑动连接有定位架3,所述定位架3上设置有若干与砖块5不同面相配合夹紧的定位板4以及与定位板4配合的检测装置。待测量砖块5被抓取放置在检测台6上,通过初始定位结构进行定位,然后滑动定位架3,通过调整不同定位板4实现与砖块5各个面的贴合夹紧,通过检测装置和定位板4的配合,实现砖块5尺寸的测量。
本实施例优选地,所述初始定位结构包括固定在所述检测台6上的两块定位块7,两个所述定位块7相互呈垂直角度设置在所述检测台6的一端。待测量砖块5其中一角贴住两块定位块7放置,实现对砖块5的初始定位。
本实施例优选地,所述检测台6上开设有与所述定位架3配合的滑槽2,如图2所示,所述检测台6的内部安装有伸缩气缸一12,所述定位架3的底部与所述伸缩气缸的伸缩端固定连接。伸缩气缸一12固定在检测台6的内部,通过气缸伸缩带动定位架3在滑槽2内前后滑动,从而实现对砖块5的贴紧测量。
本实施例优选地,所述检测装置包括安装在所述检测台6内部的红外检测装置一13,所述定位板4包括位于所述检测台6面上方安装在所述定位架3上的定位板一10,所述定位架3的底部设置有与所述定位板一10位于同一竖直平面的检测板11,所述检测板11与所述红外检测装置一13对应设置。定位架3移动到定位板一10贴住砖块5表面后停止,底部检测板11和定位板一10位置(垂直)相同,红外检测装置一13检测到检测板11位置,即可测量砖块5长度(前后)尺寸。
本实施例优选地,所述检测装置包括分别安装在所述定位架3上端和一侧的红外检测装置二和红外检测装置三,所述定位架3上分别设置有伸缩气缸二15和伸缩气缸三8,所述伸缩气缸二15和所述伸缩气缸三8的端部连接有定位板二14和定位板三9,所述红外检测装置二和红外检测装置三分别与所述定位板二14和定位板三9对应设置。红外检测装置二和红外检测装置三根据定位板二14和定位板三9的伸缩位移,从而测量处砖块5的尺寸。
本实施例优选地,如图3所示,所述定位架3上开设有缺口17,供所述红外检测装置二和所述红外检测装置三的红外信号穿过,所述定位板二14和所述定位板三9的一侧设置有与所述缺口17对应的凸块16。凸块16随着定位板二14和定位板三9移动,红外检测装置二和红外检测装置三发出的红外信号检测到不同距离,从而测量砖块5的厚度及宽度尺寸。
如图4所示,抓取机器人20固定于基座上,基座两侧设置两个上料装置,分别作为取料工位1和工位2,上料小车上放置有被检测砖块5。当人工把载满料的上料小车推入到工位上后,通过操纵抓取机器人20开始动作,将抓取的砖块5分别送入尺寸测量装置和压力检测装置19进行测试后,将砖块5推送到后端输送装置18上,由输送带轮将其运输至对应区域进行下料输送。
以上所述仅是本发明的优选实施方式,本发明的保护范围并不仅局限于上述实施例,凡属于本发明思路下的技术方案均属于本发明的保护范围。应当指出,对于本技术领域的普通技术人员来说,在不脱离本发明原理前提下的若干改进和润饰,这些改进和润饰也应视为本发明的保护范围。
- 一种发动机缸体主轴承盖宽度尺寸的测量装置及测量方法
- 一种大尺寸管板孔径和节距测量装置与测量方法
- 一种半接触式弧面三维尺寸测量装置及其测量方法
- 一种尺寸测量装置、尺寸测量方法及尺寸测量系统
- 一种尺寸测量装置及尺寸测量装置的使用方法