一种金属材料轧制成型设备
文献发布时间:2023-06-19 19:35:22
技术领域
本发明涉及金属加工技术领域,特别涉及一种金属材料轧制成型设备。
背景技术
当需要提升金属材料的物理性能时,尤其对于板材类的材料时,通常采用轧制加工,而轧制加工时通常会使用到热轧以及冷轧两种方式,其中热轧流程包括首先对金属板卷进行加热,之后进行粗轧加工,并在粗轧加工之后通过使板材弯曲的方式让金属板材表面氧化层龟裂并脱落,从而提升金属板材的物理性能以及便于后续涂层或者喷涂作业,之后再通过使两个金属板卷进行首尾焊接的方式实现连续的轧制,提高整体的工作效率,同时便于后续的二次轧制作业,但在进行二次轧制前的过程中存在以下问题:1.进行粗轧作业时,首先设备将送入的金属板材进行轧制之后,此时金属板材会出现弯曲的情况,从而影响后续操作,故需要对此时的金属板材进行压平控制,而目前主要通过对应的两个压平辊将金属板材压平,金属板材单次粗轧效果不佳,易出现粗轧后的金属板材的厚度与实际需要求厚度之间偏差较大的情况,从而影响后续的二次轧制作业效果和进度。
2.在使金属板材弯曲过程中,金属板材上的氧化层会发生龟裂并脱落,但仍有部分氧化层无法自行脱落,这部分氧化层在得不到及时清理情况下会冷却固化,易对金属板材的表面造成损伤以及影响轧制加工效果,同时还会影响弯曲金属板材的移动传送。
发明内容
为了解决上述问题,本发明采用以下技术方案:一种金属材料轧制成型设备,包括两个竖立板、粗轧机构、清理机构和接合机构,两个所述竖立板前后对称竖直放置,两个竖立板之间的从左至右依次设置有粗轧机构、清理机构和接合机构,两个竖立板之间设置有位于粗轧机构左侧的加热设备。
所述粗轧机构包括下移槽,两个所述竖立板的相对面均开设有一个下移槽,下移槽内滑动设置有下移块,两个下移块之间共同转动设置有轧制轴,轧制轴上固定套设有轧制辊,两个竖立板之间共同转动设置有位于轧制轴正下方的配合轴,配合轴上固定设置有配合辊,前侧下移块的前端面固定设置有位于轧制轴上方的连接板,以及前侧竖立板的前端面固定设置有气缸板,气缸板的下端面固定设置有轧制气缸,轧制气缸的伸缩端与连接板固定连接,前侧竖立板的前端面通过齿轮轴转动设置有驱动齿轮,配合轴的前端固定套设有与驱动齿轮相互啮合的配合齿轮,前侧竖立板的前端面开设有横移槽,横移槽内滑动设置有电动滑块,电动滑块的前端面设置有横移轴,轧制轴、齿轮轴与横移轴之前通过连接皮带相互连接配合。
作为本发明的一种优选技术方案,所述配合辊的前后两侧的周向面均开设有圆形槽,轧制辊的周向面固定设置有与圆形槽一一对应的配合条。
作为本发明的一种优选技术方案,两个所述竖立板的相对面均开设有两个左右相互对称的移动槽,移动槽内滑动设置有移动板,前后排布的两个移动板的相对面均固定设置有固定板,且前后正相对的两个固定板之间的下端共同通过连接轴转动设置有承接辊,且承接辊与配合辊相同尺寸且处于同一高度,两个竖立板的相对面均转动设置有两个左右相互对称的旋转轴,旋转轴上固定套设有摆动板,前后对应的两个摆动板的下端部分共同通过压平轴转动设置有压平辊,且压平辊位于位于承接辊的正上方,后侧两个旋转轴的前端均固定套设有同步半齿轮,且两个同步半齿轮相互啮合,固定板的前端面开设有限制槽,且对应的压平轴在限制槽内滑动。
作为本发明的一种优选技术方案,两个所述竖立板的相对面均开设有两个左右对称的弧形槽,弧形槽内滑动设置有弧形板,且弧形板与对应的摆动板固定连接。
作为本发明的一种优选技术方案,所述清理机构包括固定辊,所述清理机构包括固定辊,两个所述竖立板之间通过固定轴转动设置有两个上下交错排布的固定辊,两个竖立板的相对面固定均设置有连接柱,两个连接柱之间共同固定设置有位于右侧固定辊上方的刮除板,刮除板的左侧尖端部分与对应的金属板材紧贴,刮除板的中部弧形部分的右端开设有两个前后对称且为弧形的圆槽,圆槽内滑动设置有弧形的圆柱,两个圆柱的右端面共同固定设置有固定条,固定条的上端面固定设置有配合刮板,配合刮板的尖端部分与右侧的金属板材紧贴,且配合刮板的弧形部分与刮除板的弧形部分紧贴,刮除板的弧形部分的上端面固定设置有两个前后对称的竖直板,配合刮板上固定设置有与竖直板一一对应的抵紧板,抵紧板与对应的竖直板之间设置有抵紧弹簧,两个竖立板之间共同设置有位于清理机构下方的收集箱。
作为本发明的一种优选技术方案,后侧所述竖立板的前端面通过工作轴转动设置有工作圆板,工作圆板的前端面开设有两个关于工作轴轴线中心对称的齿条槽,齿条槽内滑动设置有移动条,移动条的前端面固定设置有L形板,且两个L形板的相对面均为齿条结构,工作圆板的前端面通过齿轮轴转动设置有与两个L形板均相互啮合的调节齿轮,L形板远离调节齿轮一侧的前端面转动设置有调节辊。
作为本发明的一种优选技术方案,所述工作圆板的前端面开设有两个贴近槽,两个贴近槽关于工作轴轴线中心对称且两个贴近槽呈X形排布,贴近槽内滑动设置有电动滑块,贴近槽内的电动滑块的前端面固定设置有L形的安装板,安装板的前端面通过清理轴转动设置有清理辊,清理辊的周向面设置有清理件,上方的安装板前端面固定设置有清理箱,且清理箱右端为弧状且与对应的清理辊相互配合,清理箱的上端面设置有收集设备。
作为本发明的一种优选技术方案,所述接合机构包括压紧槽,两个所述竖立板的相对面均开设有压紧槽,压紧槽内滑动设置有电动滑块,两个压紧槽内的电动滑块之间共同固定设置有压紧板,两个竖立板之间设置有位于压紧板左下方的基座板,且基座板的上端面与对应的配合轴上端面位于同一高度,压紧板的上端面与基座板的下端面均固定设置有L形的过渡板,过渡板的水平部分开设有两个前后对称的竖向槽,竖向槽内滑动设置有竖向柱,前后对应的两个竖向柱远离压紧板的端面共同固定设置有气缸板,且该两个竖向柱的另一端面共同固定设置有L形的压紧块,过渡板的水平部分的相背面均固定设置有压紧气缸,且压紧气缸的伸缩端与对应的气缸板固定连接。
本发明的有益效果在于:1.本发明先通过配合辊和轧制辊对金属板材进行初步轧制,使得金属板材的厚度均匀、表面平整,进而使得后续金属板材整体尺寸均匀变化,然后再通过压平辊进行二次轧制,进一步提高金属板材的平整度,减小金属板材粗轧后的尺寸偏差值,通过摆动板改变压平辊与对应的承接辊之间的距离从而适应不同厚度的金属板材压平需求,提高了装置的适用性。
2.本发明中设置的刮除板和配合刮板将金属板材对应面上破碎的氧化层刮除,避免出现未脱落的氧化层固化之后影响金属板材表面平整度的问题,同时刮除板和配合刮板还可对刮除下来的氧化层碎块进行限位阻隔,避免氧化层碎块掉落至固定辊和金属板材之间后发生固定而对金属板材表面造成损伤以及影响固定辊对金属板材的输送。
3.本发明中设置的清理辊带动其上的清理件将金属板件表面的氧化层进行清理,收集箱对由上方的清理辊清理下来的氧化层进行收集处理,上方的清理辊则将氧化层引导至清理箱中,以此避免氧化层掉落至右侧调节辊与金属板材之间而对金属板材的表面造成损伤以及影响调节辊对金属板材的输送。
4.本发明中设置的工作轴带动工作圆板转动一定角度,从而使得两个调节辊相对调节齿轮之间的角度发生改变,故此时金属板材在调节辊上的弯曲程度发生改变,以此达到加速氧化层脱落的效果,便于后续的加工处理。
附图说明
下面结合附图和实施例对本发明进一步说明。
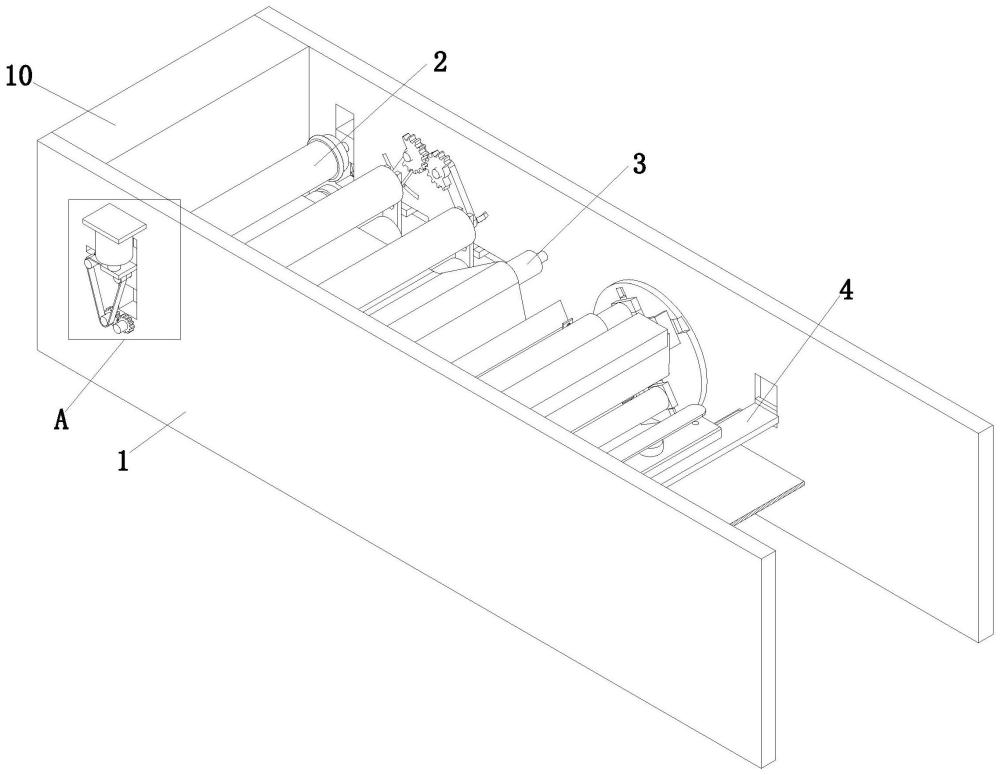
图1是本发明的立体结构示意图。
图2是本发明中图1中A处的放大图。
图3是本发明中局部剖视立体示意图。
图4是本发明中图3中B处的放大图。
图5是本发明中图3中C处的放大图。
图6是本发明中图3中D处的放大图。
图7是本发明中工作圆板、调节辊和清理辊之间的局部立体结构示意图。
图中:1、竖立板;10、加热设备;2、粗轧机构;20、下移槽;200、下移块;201、轧制辊;202、配合辊;203、连接板;204、轧制气缸;205、驱动齿轮;206、配合齿轮;21、横移槽;210、横移轴;211、连接皮带;22、圆形槽;220、配合条;23、移动槽;230、固定板;231、承接辊;232、旋转轴;233、摆动板;234、压平辊;235、同步半齿轮;236、限制槽;24、弧形槽;3、清理机构;30、固定辊;300、刮除板;301、圆柱;302、配合刮板;303、竖直板;304、抵紧板;305、抵紧弹簧;306、收集箱;31、工作圆板;310、齿条槽;311、L形板;312、调节齿轮;313、调节辊;32、贴近槽;320、安装板;321、清理辊;322、清理箱;4、接合机构;40、压紧槽;41、压紧板;42、基座板;43、过渡板;44、竖向柱;45、压紧块;46、压紧气缸。
具体实施方式
以下结合附图对本发明的实施例进行详细说明,但是本发明可以由权利要求限定和覆盖的多种不同方式实施。
参阅图1,一种金属材料轧制成型设备,包括两个竖立板1、粗轧机构2、清理机构3和接合机构4,两个所述竖立板1前后对称竖直放置,两个竖立板1之间从左至右依次设置有粗轧机构2、清理机构3和接合机构4,两个竖立板1之间设置有位于粗轧机构2左侧的加热设备10。
参阅图2和图3,所述粗轧机构2包括下移槽20,两个所述竖立板1的相对面均开设有一个下移槽20,下移槽20内滑动设置有下移块200,两个下移块200之间共同转动设置有轧制轴,轧制轴上固定套设有轧制辊201,两个竖立板1之间共同转动设置有位于轧制轴正下方的配合轴,配合轴上固定设置有配合辊202,前侧下移块200的前端面固定设置有位于轧制轴上方的连接板203,以及前侧竖立板1的前端面固定设置有气缸板,气缸板的下端面固定设置有轧制气缸204,轧制气缸204的伸缩端与连接板203固定连接,前侧竖立板1的前端面通过齿轮轴转动设置有驱动齿轮205,配合轴的前端固定套设有与驱动齿轮205相互啮合的配合齿轮206,前侧竖立板1的前端面开设有横移槽21,横移槽21内滑动设置有电动滑块,电动滑块的前端面设置有横移轴210,轧制轴、齿轮轴与横移轴210之前通过连接皮带211相互连接配合。
工作时,首先金属板材在加热设备10中进行加热,加热之后移动放置在配合辊202上,同时外部现有电机工作通过驱动轴带动驱动齿轮205逆时针旋转,从而通过驱动齿轮205与配合齿轮206之间的啮合使得配合轴以及配合辊202均为顺时针旋转,以及通过连接皮带211的连接工作使得轧制轴带动轧制辊201逆时针旋转,之后轧制气缸204工作使得其伸缩端通过连接板203带动对应的下移块200下移,从而使得轧制轴以及轧制辊201下移,同时横移槽21内的电动滑块左移,从而使得横移轴210带动其上的连接皮带211左移,在轧制过程中保证连接皮带211紧绷,避免轧制轴无法转动的问题,轧制辊201与对应的配合辊202相互配合对金属板材进行轧制,同时带动金属板材向右移动。
参阅图3,所述配合辊202的前后两侧的周向面均开设有圆形槽22,轧制辊201的周向面固定设置有与圆形槽22一一对应的配合条220。
在轧制过程中,轧制气缸204工作使得轧制辊201下移,从而此时配合条220与对应的圆形槽22相互配合,则此时的配合条220与圆形槽22相互配合可对此时的金属板材进行限制,避免金属板材滑移出轧制区域内。
参阅图3和图4,两个所述竖立板1的相对面均开设有两个左右相互对称的移动槽23,移动槽23内滑动设置有移动板,前后排布的两个移动板的相对面均固定设置有固定板230,且前后正相对的两个固定板230的下端共同通过连接轴转动设置有承接辊231,且承接辊231与配合辊202相同尺寸且处于同一高度,两个竖立板1的相对面均转动设置有两个左右相互对称的旋转轴232,旋转轴232上固定套设有摆动板233,前后对应的两个摆动板233的下端共同通过压平轴转动设置有压平辊234,且压平辊234位于承接辊231的正上方,后侧两个旋转轴232的前端均固定套设有同步半齿轮235,且两个同步半齿轮235相互啮合,固定板230的前端面开设有限制槽236,且对应的压平轴在限制槽236内滑动。
初始状态时,承接辊231与对应的压平辊234之间紧贴,工作时,在金属板材进行轧制并移动至两个承接辊231上之前,外部现有电机工作带动左侧的旋转轴232顺时针转动,从而使得左侧的摆动板233顺时针摆动,此时左侧的压平轴在限制槽236内向上滑动且此时限制槽236对压平轴也进行限制,从而左侧压平轴在向上滑动的同时带动左侧的固定板230向左移动,直至将左侧的承接辊231与对应的压平辊234之间距离调节为适应金属板材的宽度,同时通过两个同步半齿轮235之间的啮合使得右侧的摆动板233逆时针摆动,同理右侧的压平轴在沿着限制槽236向上移动的同时带动右侧的固定板230向右移动,故两个压平辊234保持同步运动且始终处于同一水平面上,从而便于对金属板材进行压平操作,便于后续的弯曲操作,金属板材先通过配合辊202和轧制辊201进行初步轧制,使得金属板材的厚度均匀、表面平整,进而使得后续金属板材整体尺寸均匀变化,然后再通过压平辊234进行二次轧制,进一步提高金属板材的平整度,减小金属板材粗轧后的尺寸偏差值,通过摆动板233改变压平辊234与对应的承接辊231之间的距离从而适应不同厚度的金属板材压平需求,提高装置的适用性。
参阅图4,两个所述竖立板1的相对面均开设有两个左右对称的弧形槽24,弧形槽24内滑动设置有弧形板,且弧形板与对应的摆动板233固定连接。
工作时,外部现有电机工作使得摆动板233进行摆动时,设置的弧形板在对应的弧形槽24内滑动,使得此时的摆动板233带动对应的压平辊234移动时更稳定,保证压平辊234对金属板材的压平效果。
参阅图3和图5,所述清理机构3包括固定辊30,两个所述竖立板1之间通过固定轴转动设置有两个上下交错排布的固定辊30,两个竖立板1的相对面均固定设置有连接柱,两个连接柱之间共同固定设置有位于右侧固定辊30上方的刮除板300,刮除板300的左侧尖端部分与对应的金属板材紧贴,刮除板300中部弧形部分的右端开设有两个前后对称且为弧形的圆槽,圆槽内滑动设置有弧形的圆柱301,两个圆柱301的右端面共同固定设置有固定条,固定条的上端面固定设置有配合刮板302,配合刮板302的尖端部分与右侧的金属板材紧贴,且配合刮板302的弧形部分与刮除板300的弧形部分紧贴,刮除板300的弧形部分的上端面固定设置有两个前后对称的竖直板303,配合刮板302上固定设置有与竖直板303一一对应的抵紧板304,抵紧板304与对应的竖直板303之间设置有抵紧弹簧305,两个竖立板1之间共同设置有位于清理机构3下方的收集箱306。
工作时,当压平之后的金属板材移动至清理机构3中时,首先金属板材经过两个固定辊30且与固定辊30保持紧贴,此时金属板材局部区域与固定辊30接触之后发生弯曲,从而冷却后形成的氧化层破裂并开始掉落,且在这个过程中金属板材一直向右移动,刮除板300和配合刮板302将金属板材对应面上的破碎的氧化层刮除,且使得杂质掉落至刮除板300的弧形部分,以及当后续清理机构3进行工作时,配合刮板302在抵紧弹簧305的作用下以及刮除板300始终与金属板材紧贴,避免金属板材上的氧化层掉落至右侧的固定辊30与金属板材之间并发生固化而造成金属板材表面损伤以及影响固定辊30对金属板材移动传输,之后外部现有的吹风设备将位于刮除板300以及配合刮板302的弧形部分的由氧化层碎块吹送至收集箱306内进行收集。
参阅图3和图7,后侧所述竖立板1的前端面通过工作轴转动设置有工作圆板31,工作圆板31的前端面开设有两个关于工作轴轴线中心对称的齿条槽310,齿条槽310内滑动设置有移动条,移动条的前端面固定设置有L形板311,且两个L形板311的相对面均为齿条结构,工作圆板31的前端面通过齿轮轴转动设置有与两个L形板311均相互啮合的调节齿轮312,L形板311远离调节齿轮312一侧的前端面转动设置有调节辊313。
工作时,金属板材与轧制辊201和压平辊234之间保持水平状态、于固定辊30和调节辊313之间呈现破浪状的弯曲状态,当金属板材通过固定辊30并经过调节辊313上时,外部现有的电机通过齿轮轴带动调节齿轮312转动,从而通过调节齿轮312以及L形板311之间的配合使得两个L形板311相反移动,故通过L形板311带动对应的调节辊313同步移动,从而使得两个调节辊313之间的距离增加,便于后续清理机构3进行清理作业,然后外部现有电机工作通过工作轴带动工作圆板31转动一定角度,从而使得两个调节辊313整体的倾斜角度改变,故此时金属板材在调节辊313上的弯曲程度发生改变,进而加速氧化层脱落,便于后续的加工处理,在工作圆板31转动过程中,调节辊313拉动金属板材在使得金属板材对配合刮板302实施向左的挤压力,配合刮板302向左移动使得抵紧弹簧305被压缩,但在抵紧弹簧305作用下,配合刮板302始终贴紧金属板材表面。
参阅图3和图7,所述工作圆板31的前端面开设有两个贴近槽32,两个贴近槽32关于工作轴轴线中心对称且两个贴近槽32呈X形排布,贴近槽32内滑动设置有电动滑块,贴近槽32内的电动滑块的前端面固定设置有L形的安装板320,安装板320的前端面通过清理轴转动设置有清理辊321,清理辊321的周向面设置有清理件,上方的安装板320前端面固定设置有清理箱322,且清理箱322右端为弧状且与对应的清理辊321相互配合,清理箱322的上端面设置有收集设备。
工作时,金属板件表面上的氧化层脱落之后,外部现有的电机通过清理轴带动清理辊321顺时针转动,从而使得此时的清理辊321带动其上的清理件将金属板件表面的氧化层进行清理,收集箱306对由下方的清理辊321清理下来的氧化层进行收集处理,上方的清理辊321将氧化层引导至清理箱322中,之后收集设备内现有的气泵将清理箱322内由氧化层碎块吸出处理,避免氧化层掉落至右侧调节辊313与金属板材之间而对金属板材的表面造成损伤,贴近槽32内的电动滑块工作通过安装板320使得对应的清理辊321与金属板材始终保持紧贴,保证了清理效果。
参阅图3和图6,所述接合机构4包括压紧槽40,两个所述竖立板1的相对面均开设有压紧槽40,压紧槽40内滑动设置有电动滑块,两个压紧槽40内的电动滑块之间共同固定设置有压紧板41,两个竖立板1之间设置有位于压紧板41左下方的基座板42,且基座板42的上端面与对应的配合轴上端面位于同一高度,压紧板41的上端面与基座板42的下端面均固定设置有L形的过渡板43,过渡板43的水平部分开设有两个前后对称的竖向槽,竖向槽内滑动设置有竖向柱44,前后对应的两个竖向柱44远离压紧板41的端面共同固定设置有气缸板,且该两个竖向柱44的另一端面共同固定设置有L形的压紧块45,过渡板43的水平部分的相背面均固定设置有压紧气缸46,且压紧气缸46的伸缩端与对应的气缸板固定连接。
工作时,当金属板材从清理机构3中移出之后,金属板材的右侧端放置在基座板42上,且此时上一批金属板材的左侧段搭放在此时的正在加工处理的金属板材的上方,之后压紧槽40内的电动滑块工作带动压紧板41下移并对两个金属板材的接合处进行压紧,以及设置的压紧气缸46工作使得其伸缩端收回,使得两个气缸板相向移动,从而通过对应的竖向柱44带动对应的压紧块45对此时的金属板材的端面进行压紧,便于之后由外部现有焊接设备对两个金属板材的接合处进行焊接处理,从而保证了多批金属板材能够连续进行热轧处理,提升整体的工作效率。
具体工作时,压平轧制:首先,金属板材在加热设备10中进行加热,加热之后移动放置在配合辊202上,同时外部现有电机工作通过驱动轴带动驱动齿轮205逆时针旋转,通过驱动齿轮205与配合齿轮206之间的啮合使得配合辊202顺时针旋转,通过连接皮带211的连接工作使得轧制辊201逆时针旋转,之后轧制气缸204工作使得其伸缩端通过连接板203带动对应的下移块200、轧制辊201下移,同时横移槽21内的电动滑块左移保证连接皮带211紧绷,轧制辊201与对应的配合辊202相互配合对金属板材进行初步压平轧制,同时带动金属板材向右移动。
其次,外部现有电机工作带动左侧的旋转轴232顺时针转动,使得左侧的摆动板233顺时针摆动,此时左侧的压平轴在限制槽236内向上滑动并同时带动左侧的固定板230向左移动,同时通过两个同步半齿轮235之间的啮合使得右侧的摆动板233逆时针摆动,右侧的压平轴在沿着限制槽236向上移动的同时带动右侧的固定板230向右移动,直至将左右两侧的承接辊231与对应的压平辊234之间距离调节为适应金属板材的宽度,利用配合辊202和轧制辊201对金属板材进行压平二次轧制。
弯曲与清理:首先,压平后的金属板材经过两个固定辊30且与固定辊30保持紧贴,此时金属板材局部区域与固定辊30接触之后发生弯曲,从而冷却后形成的氧化层破裂并开始掉落,且在这个过程中金属板材一直向右移动,刮除板300和配合刮板302将金属板材对应面上的破碎的氧化层刮除,且使得杂质掉落至刮除板300的弧形部分,后续外部现有的吹风设备将位于刮除板300以及配合刮板302的弧形部分的由氧化层碎块吹送至收集箱306内进行收集。
其次,当金属板材通过固定辊30并经过调节辊313上时,外部现有的电机通过齿轮轴带动调节齿轮312转动,从而通过调节齿轮312以及L形板311之间的配合使得两个L形板311相反移动,故通过L形板311带动对应的调节辊313同步移动,从而使得两个调节辊313之间的距离增加,然后外部现有电机工作通过工作轴带动工作圆板31转动一定角度,从而使得两个调节辊313整体的倾斜角度改变,故此时金属板材在调节辊313上的弯曲程度发生改变,进而加速氧化层脱落,随后外部现有的电机通过清理轴带动清理辊321顺时针转动,从而使得此时的清理辊321带动其上的清理件将金属板件表面的氧化层进行清理,收集箱306对由下方的清理辊321清理下来的氧化层进行收集处理,上方的清理辊321将氧化层引导至清理箱322中,之后收集设备内现有的气泵将清理箱322内由氧化层碎块吸出处理。
对接与焊接:当金属板材从清理机构3中移出之后,金属板材的右侧端放置在基座板42上,且此时上一批金属板材的左侧段搭放在此时的正在加工处理的金属板材的上方,之后压紧槽40内的电动滑块工作带动压紧板41下移并对两个金属板材的接合处进行压紧,以及设置的压紧气缸46工作使得其伸缩端收回,使得两个气缸板相向移动,从而通过对应的竖向柱44带动对应的压紧块45对此时的金属板材的端面进行压紧,便于之后由外部现有焊接设备对两个金属板材的接合处进行焊接处理。
此外,应当理解,虽然本说明书按照实施方式加以描述,但并非每个实施方式仅包含一个独立的技术方案,说明书的这种叙述方式仅仅是为清楚起见,本领域技术人员应当将说明书作为一个整体,各实施例中的技术方案也可以经适当组合,形成本领域技术人员可以理解的其他实施方式。
- 一种将直接还原铁粉经过短流程热挤压/轧制形成型材的方法
- 一种轧制双旋向螺纹联接钢件的成型轧机及控制方法
- 一种轧制双旋向螺纹联接钢件的成型轧机
- 一种金属材料轧制成型机械
- 一种合金金属板材轧制成型设备及轧制成型方法