一种带机器视觉的井盖铣刨控制系统及控制方法
文献发布时间:2023-06-19 11:52:33
技术领域
本发明涉及路面养护技术领域,具体涉及一种带机器视觉的井盖铣刨控制系统及控制方法。
背景技术
铣刨路面井盖周围是井盖路面养护中的一个重要工序。目前市场上大多数井盖铣刨设备是通过操作员根据井盖形状人工放好石飞线标记去控制设备作业,人工操作控制铣刨切割,铣刨切割面不好控制,时大时小,铣刨切割大了浪费工时、材料,铣刨切割小了又影响施工质量,又要去补铣刨切割没有到位的地方,这样浪费工时和材料。作业过程中要注意力时时保持高度集中,作业误差范围随意性大,操作起来难度大、劳动强度大,施工效率低,成本高。因此有必要对现有井盖铣刨设备设备进行改进,为克服以上铣刨缺点,这就要求有一种操作起来容易且能根据井盖现场形状借助机器视觉作出智能化识别而规划出作业轨迹的控制系统。目前,能够满足这种路面养护需求带机器视觉铣刨井盖周边的控制系统尚未见报道。
发明内容
本发明要解决的技术问题在于,针对现有技术的上述缺陷,提供一种带机器视觉的井盖铣刨控制系统及控制方法,该系统能根据路面井盖形状借助机器视觉自动去识别井盖形状和位置,自动确定井盖现场井盖中心位置,自动规划铣刨作业轨迹,然后按规划的作业轨迹去执行井盖周围铣刨作业。
本发明的目的是通过如下技术方案来完成的,一种带机器视觉的井盖铣刨控制系统,用于控制铣刨切割装置按铣刨井盖周围执行路径算法程序进行自动铣刨作业,主要包括机器视觉系统模组、作业视频监控模组、井盖位置识别控制模组、铣刨井盖控制模组、PLC控制组件、操作面板及远程手柄操作器;所述机器视觉系统模组与PLC控制组件信号连接并将拍摄的图像数据经计算处理后传输至PLC控制组件;所述作业视频监控模组分别与井盖位置识别控制模组及铣刨井盖控制模组数据连接并用于作业监测;所述井盖位置识别控制模组及铣刨井盖控制模组分别与PLC控制组件信号连接并分别用于井盖位置的精准识别及井盖铣刨的控制;所述操作面板及远程手柄操作器与PLC控制组件信号连接并用于对PLC控制组件下达操作指令,使得PLC控制组件对其它各模组发送对应的控制信号;所述PLC控制组件主要包括CPU模块和运动控制模块。
进一步地,所述机器视觉系统模组主要包括视觉专用电源、视觉相机、视觉计算机和GRB显示器,所述视觉专用电源给视觉相机提供相机拍照所需的光源,视觉相机为用于拍照的视觉终端设备,所述视觉计算机处理相机拍照的图像数据及进行算法处理输出所需结果,所述GRB显示器用于显示算法处理输出所需结果。
进一步地,所述井盖位置识别控制模组主要包括井盖弧形检测传感器X1和X2、检测井盖弧测传感器机构垂直油缸、井盖半径伺服SM2及X-Y轴直角坐标机构转动伺服SM1;所述井盖弧形检测传感器X1和X2安装在检测井盖弧测传感器机构垂直油缸的机构架上并随着检测井盖弧测传感器机构垂直油缸的升降而上下运动,所述井盖半径伺服SM2根据设定的井盖半径控制移动检测井盖弧测传感器机构垂直油缸的机构架,从而调节X-Y轴直角坐标中心与井盖弧形检测传感器X1和X2的距离,所述X-Y轴直角坐标机构转动伺服SM1可控制X-Y轴直角坐标机构转动;所述井盖位置识别控制模组的输入输出IO与CPU模块相连,进行输入输出IO数据控制与显示,X-Y轴直角坐标机构转动伺服SM1与井盖半径伺服SM2通过CAN总线与运动控制模块相连、通过模块内部总线与CPU模块相连进行数据的交互。
进一步地,所述铣刨井盖控制模组主要包括铣刨切割装置及油缸信号传感器信号、左右方向X轴伺服SM3及其侧移机构、前后方向Y轴伺服SM4及其臂架机构及铣刨深度伺服SM5及其机构;所述左右方向X轴伺服SM3及其侧移机构控制侧移机构在左右方向位置上的移动,所述前后方向Y轴伺服SM4及其臂架机构控制臂架机构在的前后方向的位置移动,所述铣刨深度伺服SM5及其机构根据需要设定要铣刨作业的深度;所述铣刨井盖控制模组的输入输出IO与CPU模块相连进行输入输出IO数据控制与显示,所述左右方向X轴伺服SM3及其侧移机构、前后方向Y轴伺服SM4及其臂架机构及铣刨深度伺服SM5及其机构通过CAN总线与运动控制模块相连、通过模块内部总线与CPU模块相连进行数据的交互。
一种带机器视觉的井盖铣刨控制系统的控制方法,主要包括井盖位置识别及井盖周围铣刨两个步骤,所述井盖位置识别主要包括如下步骤:
1)系统初始化,各伺服回原点位;
2)井盖半径伺服SM2沿着S0-SM2直线移动到与井盖弧形检测传感器X1和X2连线的中点之间的距离,该等于所设定预设井盖半径,建立S0、X1、X2三点所确定的预设位置;
3)检测井盖弧测传感器机构垂直油缸下降;井盖弧形检测传感器X1和X2向井盖移动检测,移动过程中通过视频监控模组观察井盖大致方向;
4)检测井盖弧形传感器X1亮时快速停止;
5)对井盖弧形传感器X2进行亮灭判断,传感器X2亮时,X-Y轴机构转动伺服正转至X2灭时,快速停止;传感器X2灭时, X-Y轴机构转动伺服反转至X2亮时,快速停止;
6)机器视觉拍照位置确定,开始启动机器视觉系统模组进行拍照;
7)根据视觉处理结果判定井盖形状,当井盖为圆形时,根据视觉测出实际半径值让井盖半径伺服去修正;当井盖为长方形时,根据视觉测出SM2与SM2a的夹角,该夹角不为0时,让转动伺服SM1转动,使SM2与SM2a两直线重合;
8)根据井盖弧形传感器X1、X2亮灭判断,传感器X1、X2都为亮时,井盖半径伺服后移,直到X1、X2同时灭时快速停止;传感器X1、X2都为灭时,井盖半径伺服前移,直到X1、X2同时亮时快速停止;
9)根据视觉测出M点与S0的位置距离,移动井盖半径伺服使M点与S0的位置重合,这样预设位置的X-Y轴直角坐标机构中心位置与井盖中心位置重合,新的坐标系中心位置确定;
10)检测井盖弧形传感器机构垂直油缸上升退回,将新的坐标系中心位置数据传输给铣刨井盖控制模组供其作业。
进一步地,所述井盖周围铣刨主要包括如下步骤:
1)铣刨系统获得新的坐标系中心位置坐标数据,铣刨切割装置移到新的坐标系中心坐标位置S0;
2)根据视觉处理结果判定井盖形状,当井盖为圆形时,根据所设定井盖半径r+圆弧边沿与作业点修正值d,设定起始点坐标位置S1和作业完成终点坐标位置S2;当井盖为长方形时,根据视觉测出井盖的对角线的一半距离R+修正值D,设定起始点坐标位置S1和作业完成终点坐标位置S2;
3) 铣刨切割装置移到作业起始点坐标位置S1,通过铣刨深度伺服SM5设定铣刨深度,按设定的圆形环圈轨迹作圆弧插补开始铣刨作业,直到铣刨切割装置作业移到终点坐标位置S2结束,并提示已完成;
4)铣刨切割装置移到作业起始点坐标位置S1,通过铣刨深度伺服SM5设定铣刨深度,按设定的圆形环圈轨迹作圆弧插补开始铣刨作业,直到铣刨切割装置作业移到终点坐标位置S2结束,并提示已完成;
5)通过作业视频监控观察铣刨效果,决定是否再铣刨一次。
本发明的有益技术效果在于:本发明所述的控制系统及控制方法,能够将人机界面操作、借助机器视觉处理井盖形状及位置识别,规划井盖周围铣刨路径、视频监控铣刨作业效果等控制集于一体。能够将路面井盖周边铣刨过程中井盖半径、铣刨深度等数据按所需在HMI中自由设定,铣刨过程中实时位置数据在HMI显示出来;根据机器视觉拍照处理,识别井盖形状、位置按其算法程序能将现场井盖实际中心点位置自动识别出来,并规划铣刨路径的起始点坐标、终点坐标;铣刨切割装置按铣刨井盖周围执行路径算法程序自动铣刨作业,直到铣刨作业完成。该系统自动化程度高,大大减轻了现场作业员的劳动强度,铣刨作业效率高。
附图说明
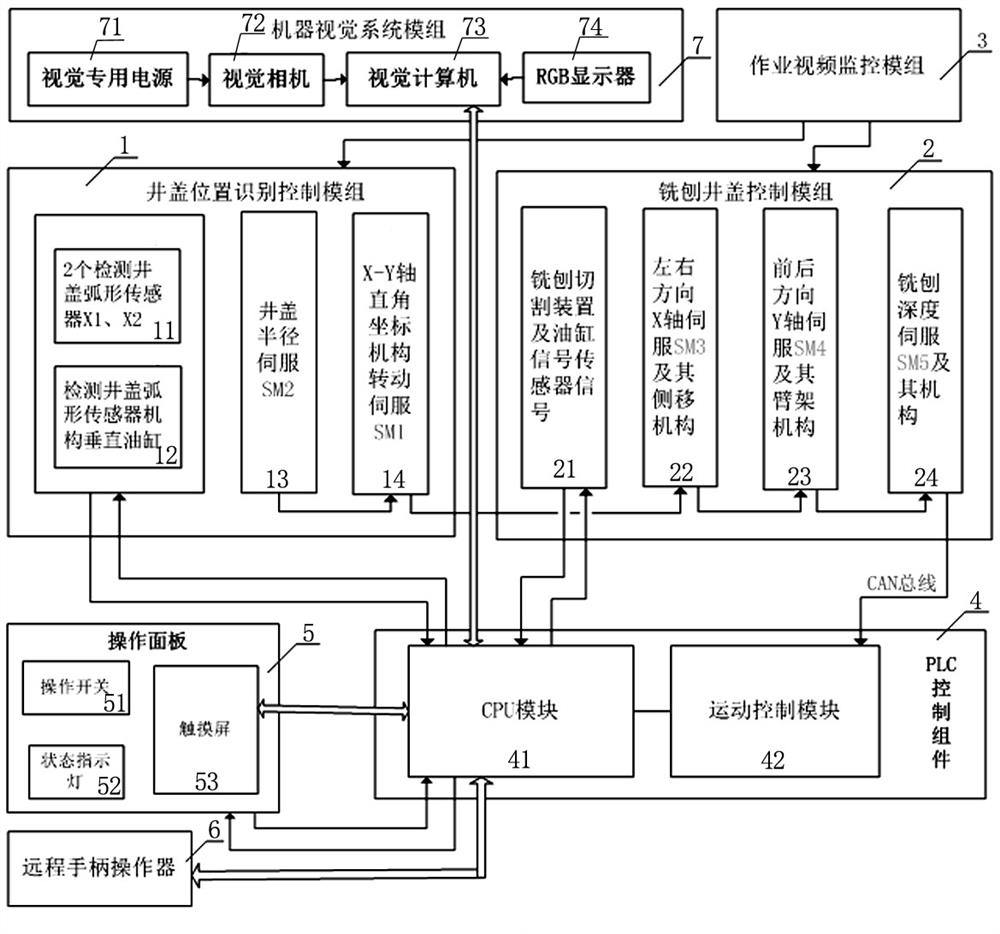
图1为本发明所述控制系统的组成框图;
图2为本发明所述控制系统的位置识别作业示意图;
图3为本发明所述控制系统的井盖位置识别工作流程图;
图4为本发明所述控制系统的铣刨作业工作流程图。
具体实施方式
为使本领域的普通技术人员更加清楚地理解本发明的目的、技术方案和优点,以下结合附图和实施例对本发明做进一步的阐述。
在本发明的描述中,需要理解的是,“上”、“下”、“左”、“右”、“内”、“外”、“横向”、“竖向”等术语所指示的方位或位置关系为基于附图所示的方位或位置关系,仅是为了便于描述本发明,而不是指示或暗示所指的装置或原件必须具有特定的方位,因此不能理解为对本发明的限制。
如图1-4所示,本发明所述的一种带机器视觉的井盖铣刨控制系统,用于控制铣刨切割装置按铣刨井盖周围执行路径算法程序进行自动铣刨作业,能根据机器视觉拍照井盖获取井盖几何特征数据自动去识别井盖位置,自动规划铣刨作业轨迹去工作,其主要包括机器视觉系统模组7、作业视频监控模组3、井盖位置识别控制模组1、铣刨井盖控制模组2、PLC控制组件4、操作面板5及远程手柄操作器6;所述机器视觉系统模组7与PLC控制组件4信号连接并将拍摄的图像数据经计算处理后传输至PLC控制组件4;所述作业视频监控模组3分别与井盖位置识别控制模组1及铣刨井盖控制模组2数据连接并用于作业监测;所述井盖位置识别控制模组1及铣刨井盖控制模组2分别与PLC控制组件4信号连接并分别用于井盖位置的精准识别及井盖铣刨的控制;所述操作面板5及远程手柄操作器6与PLC控制组件4信号连接并用于对PLC控制组件4下达操作指令,使得PLC控制组件4对其它各模组发送对应的控制信号;所述PLC控制组件4主要包括CPU模块41和运动控制模块42。
参照图1所示,所述井盖位置识别控制模组1主要包括井盖弧形检测传感器X1和X211、检测井盖弧测传感器机构垂直油缸12、井盖半径伺服SM2 13及X-Y轴直角坐标机构转动伺服SM1 14;所述井盖弧形检测传感器X1和X2 11安装在检测井盖弧测传感器机构垂直油缸12的机构架上并随着检测井盖弧测传感器机构垂直油缸12的升降而上下运动,所述井盖半径伺服SM2 13根据设定的井盖半径控制移动检测井盖弧测传感器机构垂直油缸12的机构架,从而调节X-Y轴直角坐标中心S0与井盖弧形检测传感器X1和X2 11的距离,所述X-Y轴直角坐标机构转动伺服SM1 14可控制X-Y轴直角坐标机构转动;所述井盖位置识别控制模组1的输入输出IO与CPU模块41相连,进行输入输出IO数据控制与显示,X-Y轴直角坐标机构转动伺服SM1 14与井盖半径伺服SM2 13通过CAN总线与运动控制模块42相连、通过模块内部总线与CPU模块41相连进行数据的交互。
参照图1所示,所述铣刨井盖控制模组2主要包括铣刨切割装置及油缸信号传感器信号21、左右方向X轴伺服SM3及其侧移机构22、前后方向Y轴伺服SM4及其臂架机构23及铣刨深度伺服SM5及其机构24;所述左右方向X轴伺服SM3及其侧移机构22控制侧移机构在左右方向位置上的移动,所述前后方向Y轴伺服SM4及其臂架机构23控制臂架机构在的前后方向的位置移动,所述铣刨深度伺服SM5及其机构24根据需要设定要铣刨作业的深度;所述铣刨井盖控制模组2的输入输出IO与CPU模块41相连进行输入输出IO数据控制与显示,所述左右方向X轴伺服SM3及其侧移机构22、前后方向Y轴伺服SM4及其臂架机构23及铣刨深度伺服SM5及其机构24通过CAN总线与运动控制模块42相连、通过模块内部总线与CPU模块41相连进行数据的交互。
参照图1所示,所述机器视觉系统模组7主要包括视觉专用电源71、视觉相机72、视觉计算机73和GRB显示器74,所述视觉专用电源71给视觉相机提供相机拍照所需的光源,视觉相机72为用于拍照的视觉终端设备,所述视觉计算机73处理相机拍照的图像数据及进行算法处理输出所需结果,所述GRB显示器74用于显示算法处理输出所需结果。所述操作面板5包括操作开关51、状态指示灯52及触摸屏53。
路面井盖形状位置识别模组包括井盖弧形检测传感器、井盖半径伺服、X-Y轴直角坐标机构转动伺服及其井盖形状位置识别算法程序;铣刨井盖周围执行模组包括左右方向X轴伺服及其侧移机构、前后方向Y轴伺服及其臂架机构、铣刨深度伺服及其机构、铣刨切割装置及其铣刨井盖周围执行系统算法程序;机器视觉系统模组用于拍照井盖及根据其一些特征位置处理一些几何线、角度问题,根据这些几何线、角度来识别井盖形状位置并矫正作业位置;路面井盖位置与形状识别的视频监控模组用于操作员观察井盖大致操作位置及检查铣刨井盖周围作业后的效果。
参照图2-4所示,一种带机器视觉的井盖铣刨控制系统的控制方法,主要包括井盖位置识别及井盖周围铣刨两个步骤,所述井盖位置识别主要包括如下步骤:
1)系统初始化,各伺服回原点位;
2)井盖半径伺服SM2沿着S0-SM2直线移动到与井盖弧形检测传感器X1和X2连线的中点之间的距离,该等于所设定预设井盖半径,建立S0、X1、X2三点所确定的预设位置;
3)检测井盖弧测传感器机构垂直油缸下降;井盖弧形检测传感器X1和X2向井盖移动检测,移动过程中通过视频监控模组观察井盖大致方向;
4)检测井盖弧形传感器X1亮时快速停止;
5)对井盖弧形传感器X2进行亮灭判断,传感器X2亮时,X-Y轴机构转动伺服正转至X2灭时,快速停止;传感器X2灭时, X-Y轴机构转动伺服反转至X2亮时,快速停止;
6)机器视觉拍照位置确定,开始启动机器视觉系统模组进行拍照;
7)根据视觉处理结果判定井盖形状,当井盖为圆形时,根据视觉测出实际半径值让井盖半径伺服去修正;当井盖为长方形时,根据视觉测出SM2与SM2a的夹角,该夹角不为0时,让转动伺服SM1转动,使SM2与SM2a两直线重合;
8)根据井盖弧形传感器X1、X2亮灭判断,传感器X1、X2都为亮时,井盖半径伺服后移,直到X1、X2同时灭时快速停止;传感器X1、X2都为灭时,井盖半径伺服前移,直到X1、X2同时亮时快速停止;
9)根据视觉测出M点与S0的位置距离,移动井盖半径伺服使M点与S0的位置重合,这样预设位置的X-Y轴直角坐标机构中心位置与井盖中心位置重合,新的坐标系中心位置确定;
10)检测井盖弧形传感器机构垂直油缸上升退回,将新的坐标系中心位置数据传输给铣刨井盖控制模组供其作业。
参照图2和4所示,所述井盖周围铣刨主要包括如下步骤:
1)铣刨系统获得新的坐标系中心位置坐标数据,铣刨切割装置移到新的坐标系中心坐标位置S0;
2)根据视觉处理结果判定井盖形状,当井盖为圆形时,根据所设定井盖半径r+圆弧边沿与作业点修正值d,设定起始点坐标位置S1和作业完成终点坐标位置S2;当井盖为长方形时,根据视觉测出井盖的对角线的一半距离R+修正值D,设定起始点坐标位置S1和作业完成终点坐标位置S2;
3) 铣刨切割装置移到作业起始点坐标位置S1,通过铣刨深度伺服SM5设定铣刨深度,按设定的圆形环圈轨迹作圆弧插补开始铣刨作业,直到铣刨切割装置作业移到终点坐标位置S2结束,并提示已完成;
4)铣刨切割装置移到作业起始点坐标位置S1,通过铣刨深度伺服SM5设定铣刨深度,按设定的圆形环圈轨迹作圆弧插补开始铣刨作业,直到铣刨切割装置作业移到终点坐标位置S2结束,并提示已完成;
5)通过作业视频监控观察铣刨效果,决定是否再铣刨一次。
本发明所述的控制系统及控制方法,能够将人机界面操作、借助机器视觉处理井盖形状及位置识别,规划井盖周围铣刨路径、视频监控铣刨作业效果等控制集于一体。能够将路面井盖周边铣刨过程中井盖半径、铣刨深度等数据按所需在HMI中自由设定,铣刨过程中实时位置数据在HMI显示出来;根据机器视觉拍照处理,识别井盖形状、位置按其算法程序能将现场井盖实际中心点位置自动识别出来,并规划铣刨路径的起始点坐标、终点坐标;铣刨切割装置按铣刨井盖周围执行路径算法程序自动铣刨作业,直到铣刨作业完成。该系统自动化程度高,大大减轻了现场作业员的劳动强度,铣刨作业效率高。
本文中所描述的具体实施例仅例示性说明本发明的原理及其功效,而非用于限制本发明。任何熟悉此技术的人士皆可在不违背本发明的精神及范畴下,对上述实施例进行修饰或改变。因此,但凡所属技术领域中具有通常知识者在未脱离本发明所揭示的精神与技术思想下所完成的一切等效修饰或改变,仍应由本发明的权利要求所涵盖。
- 一种带机器视觉的井盖铣刨控制系统及控制方法
- 一种井盖铣刨作业用提升装置