一种带图案的马口铁印刷系统及方法
文献发布时间:2023-06-19 18:25:54
技术领域
本申请属于马口铁制造技术领域,具体涉及一种带图案的马口铁印刷系统及方法。
背景技术
马口铁产品是冷轧薄钢板电镀锡产品和冷轧薄钢板电镀铬产品在中国的俗称,这两种产品在用途上相近,主要用途是作为食品包装材料,其无毒性、保鲜性、长期性和可回收再生性是人类目前找到最好的用于食品的金属包装材料。
作为一种包装材料,除了可以通过涂印,得到漂亮的外观外,还需要一定的防伪能力,开发一种带有防伪功能的马口铁产品,已经成为用户一个很迫切的个性化需求,在专利号为2017203238468,名称为“一种带图案标志的马口铁”的专利中记载了一种制造带有标记的马口铁,这种带标记的马口铁主要是通过轧辊将图案压制在马口铁的基板带钢表面,需要使用激光打印的方式,在轧辊上雕刻有相应的图案,再使用物理按压的方式将图案压制在带钢上,因为轧辊需要对带钢施加较大的力,轧辊易磨损,使用年限短,加工成本高,现急需一种可以降低轧辊磨损,提升轧辊使用年限,节省加工成本的带图案的马口铁印刷系统,并将其应用于带图案马口铁的生产中。
发明内容
本申请为了解决现有需要在马口铁印刷图案,在印刷图案过程中,轧辊磨损严重,轧辊使用年限低的技术问题,提出了一种带图案的马口铁印刷系统;
本申请采用如下方案,一种带图案的马口铁印刷系统,包括:
输送机构,其用于输送经脱脂化清洗处理后的带钢;
酸蚀机构,其设于所述输送机构输送线路上,用于在带钢表面涂布硫酸以酸蚀图案;
酸洗机构,其设于所述输送机构输送线路上,位于所述酸蚀机构下游,用于酸洗经所述酸蚀机构酸蚀图案后的带钢。
优选的,所述酸蚀机构包括:
打印辊,其上雕刻有下凹的图案,并可与带钢的表面紧贴;
供液组,其设于所述打印辊一侧,用于将酸液填充入所述打印辊下凹的图案内。
优选的,所述供液组包括存放有硫酸的酸液槽、设于所述酸液槽上的吸收辊以及分别与所述吸收辊和所述打印辊贴合的均布辊,所述吸收辊将所述酸液槽内的硫酸带离至所述均布辊上,所述均布辊将硫酸填充入所述打印辊下凹的图案内。
优选的,所述酸洗机构包括酸洗槽,所述酸洗槽内存放有可浸没经所述酸蚀机构酸蚀图案后带钢的酸洗液。
优选的,所述输送机构包括位于所述酸洗槽上部两侧的输入辊、输出辊,以及设于所述酸洗槽底部的沉没辊,经所述酸蚀机构酸蚀图案后的带钢依次绕设所述输入辊、所述沉没辊和所述输出辊以进出所述酸洗槽进行酸洗。
优选的,所述输入辊下侧可设有用于清洗所述输入辊表面残留硫酸的清洗组件,所述清洗组件包括设于所述输入辊下侧内部注有用于清水的清水池和设于所述清水池上侧并与所述输入辊表面紧贴用于将所述清水池内的清水带至所述输入辊的表面的清洗辊。
优选的,所述酸蚀机构设于所述输送机构输送的带钢的上侧以对带钢的上表面酸蚀图案和/或设于所述输送机构输送的带钢的下侧以对带钢的下表面酸蚀图案。
优选的,所述酸蚀机构酸蚀用硫酸的浓度大于所述酸洗机构中酸洗用硫酸的浓度。
本申请的另一个目的是提供一种带图案的马口铁印刷方法,包括以下步骤:
步骤1、将带钢进行化学脱脂和电解脱脂清洗处理;
步骤2、在带钢的上表面和/或下表面涂布硫酸以酸蚀图案;
步骤3、将酸蚀图案后的带钢浸入酸洗液中酸洗。
优选的,酸洗液为浓度为60-80g/L的硫酸溶液。
本申请提供一种带图案的马口铁印刷系统及方法,包括输送机构、酸蚀机构以及酸洗机构,通过使用酸蚀机构使用硫酸在带钢上酸蚀图案后,使用输送机构将带钢输送至酸洗机构,实现在带钢上印刷图案的效果,与现有带钢印刷装置对比,使用硫酸酸蚀带钢表面的方式代替了传统的物理压制印刷图案,降低了酸蚀机构内打印辊的磨损,提高了打印辊的使用年限,节省了马口铁印刷图案的加工成本,具有实施简单,易于推广的优点。
附图说明
为了更清楚地说明本申请实施例中的技术方案,下面将对实施例描述中所需要使用的附图作简单地介绍。
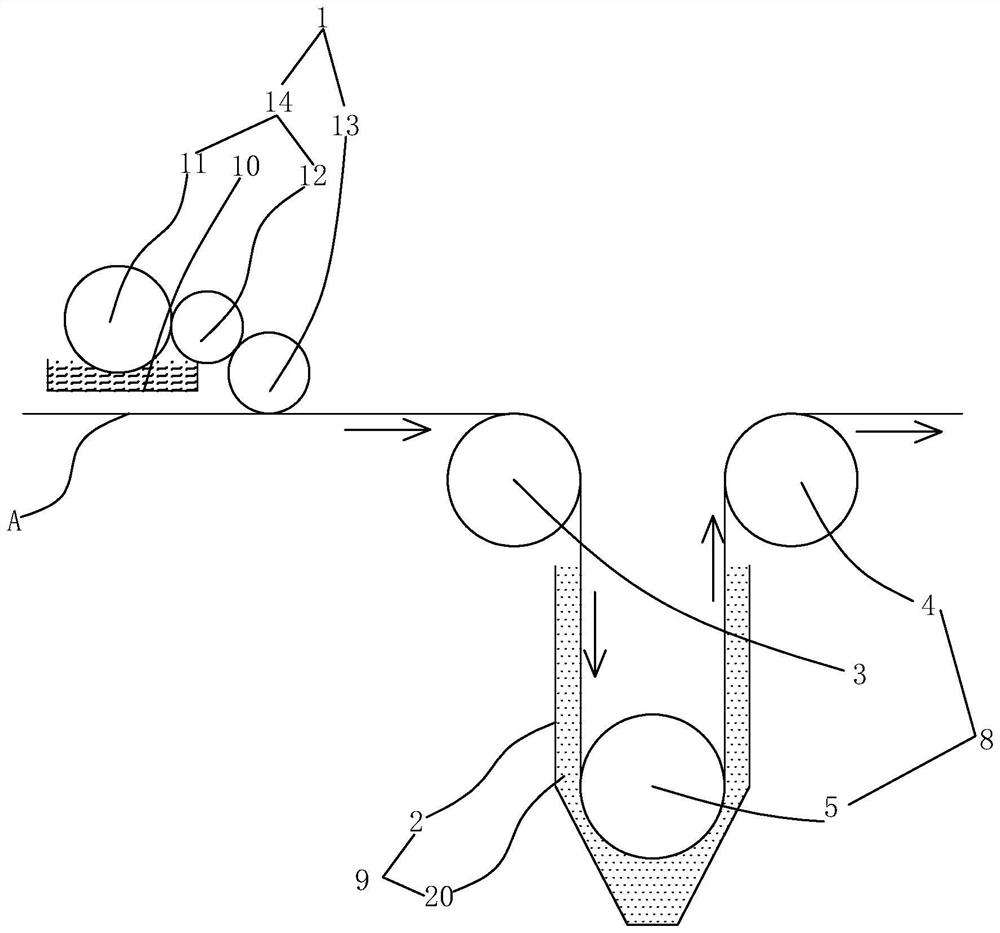
图1是本申请实施例1一种带图案的马口铁印刷系统对带钢上表面进行印刷时的结构示意图;
图2是本申请实施例2一种带图案的马口铁印刷系统对带钢底面进行印刷时的结构示意图。
图3是本申请实施例3一种带图案的马口铁印刷系统对带钢同时对上表面和底面进行印刷时的结构示意图。
具体实施方式
如图1-3所示,一种带图案的马口铁印刷系统,包括:
一种带图案的马口铁印刷系统,包括:
输送机构8,其用于输送经脱脂化清洗处理后的带钢;
酸蚀机构1,其设于所述输送机构输送线路上,用于在带钢表面涂布硫酸以酸蚀图案;
酸洗机构9,其设于所述输送机构输送线路上,位于所述酸蚀机构1下游,用于酸洗经所述酸蚀机构1酸蚀图案后的带钢。
本申请提供一种带图案的马口铁印刷系统及方法,包括输送机构、酸蚀机构以及酸洗机构,通过使用酸蚀机构使用硫酸在带钢上酸蚀图案后,使用输送机构将带钢输送至酸洗机构,实现在带钢上印刷图案的效果,与现有带钢印刷装置对比,使用硫酸酸蚀带钢表面的方式代替了传统的物理压制印刷图案,降低了酸蚀机构内打印辊的磨损,提高了打印辊的使用年限,节省了马口铁印刷图案的加工成本,具有实施简单,易于推广的优点。
优选的,所述酸蚀机构1包括:
打印辊13,其上雕刻有下凹的图案,并可与带钢的表面紧贴;
供液组14,其设于所述打印辊13一侧,用于将酸液填充入所述打印辊13下凹的图案内,更优选的,所述供液组14包括存放有硫酸溶液的酸液槽10、设于所述酸液槽10上的吸收辊11以及分别与所述吸收辊11和所述打印辊13贴合的均布辊12,所述吸收辊11将所述酸液槽10内的硫酸带离至所述均布辊12上,所述均布辊12将酸液填充入所述打印辊13下凹的图案内,结合实施例1对本申请进行说明,图1中箭头为带钢输送方向,在实际使用过程中,打印辊13转动带动均布辊12转动进一步带动吸收辊11转动,实现将酸液槽10内的浓硫酸均匀涂布在打印辊13的表面,所述打印辊13转动过程中可将下凹图案内的浓硫酸转移至钢带表面并酸蚀成相应图案,通过打印辊13凹陷于其表面的图案,无需对带钢施加过大的压力使带钢表面形变即可实现了在带钢上印刷图案的效果,满足了现马口铁行业需在马口铁上印刷标识的需求,降低了酸蚀机构内打印辊的磨损,提高了打印辊的使用年限,节省了马口铁印刷图案的加工成本,具有实施简单,易于推广的优点。
优选的,所述酸洗机构9包括酸洗槽2,所述酸洗槽2内存放有可浸没经所述酸蚀机构1酸蚀图案后带钢的酸洗液20。
优选的,所述输送机构8包括位于所述酸洗槽2上部两侧的输入辊3、输出辊4,以及设于所述酸洗槽2底部的沉没辊5,经所述酸蚀机构1酸蚀图案后的带钢依次绕设所述输入辊3、所述沉没辊5和所述输出辊4以进出所述酸洗槽2进行酸洗;结合实施例1图1进行说明,在实际使用过程中,输入辊3将酸蚀机构1酸蚀上图案的带钢输入酸洗槽2内,后续沉没辊5将带钢压入酸洗槽2内并使得带钢被酸洗液20浸没,酸洗完成后,再经过沉没辊5有输出辊4将其输送至酸洗槽2外。优选的,所述输入辊3下侧设有用于清洗所述输入辊3表面残留硫酸的清洗组件6;更优选的,所述清洗组件6包括:
清水池60其设于所述输入辊3下侧,其内注满用于清洗的清水;
清洗辊61,其设于所述清水池60上侧,部分设于所述清水池60内并与所述输入辊3表面紧贴,所述清洗辊61转动过程中可将所述清水池60内的清水带至所述输入辊3的表面;更优选的,所述清水池60内的清水持续溢流保证所述清水池60内清水的清洁度,如图2和3所述,在实施例2和3中,当需要对带钢下表面进行酸蚀打印时,输入辊3表面上存在硫酸残留,影响打印效果,需使用清水及时将浓硫酸稀释并冲洗可以防止浓硫酸在带钢表面停留的时间过长进而损坏带钢表面,或是在带钢输送过程中,带钢表面上的浓硫酸因为惯性发生偏移导致图案出现失真的情况。
优选的,所述酸蚀机构1酸蚀用硫酸的浓度大于所述酸洗机构中酸洗用硫酸的浓度,更优选的,所述酸洗液20为浓度为60-80g/L的硫酸溶液,更优选的,所述酸洗液20为浓度为70g/L的硫酸溶液,使用该浓度的硫酸溶液可以取出带钢A表面的金属氧化物,硫酸溶液浓度过高时,会使带钢表面钝化,无法将表面的氧化物清洗干净,硫酸溶液过低时,无法对带钢表面进行酸洗;实际使用过程中,酸液槽10内硫酸溶液浓度为85g/L,酸液槽10内的较高浓度浓硫酸可随着带钢A的传动带入酸洗槽2内,持续补充酸洗槽2内被消耗的酸洗液20,满足带钢A的酸洗需求,便于后续对带钢进行电镀处理。
本申请提供一种带图案的马口铁印刷系统及方法,包括输送机构、酸蚀机构以及酸洗机构,通过使用酸蚀机构使用硫酸在带钢上酸蚀图案后,使用输送机构将带钢输送至酸洗机构,实现在带钢上印刷图案的效果,与现有带钢印刷装置对比,使用硫酸酸蚀带钢表面的方式代替了传统的物理压制印刷图案,降低了酸蚀机构内打印辊的磨损,提高了打印辊的使用年限,节省了马口铁印刷图案的加工成本,具有实施简单,易于推广的优点。
优选的,一种带图案的马口铁印刷方法包括以下步骤:
步骤1、将带钢进行化学脱脂和电解脱脂清洗处理;
步骤2、在带钢的上表面和/或下表面涂布硫酸以酸蚀图案;
步骤3、将酸蚀图案后的带钢浸入酸洗液中酸洗。
更优选的,一种带图案的马口铁印刷方法使用实施例1-3中的一种带图案的马口铁印刷系统。
实际操作过程中,将进过脱脂处理的带钢紧贴在酸蚀机构1的打印辊13上,酸蚀机构1通过吸收辊11和均布辊12的配合转动,实现将酸液槽10内的85g/L的硫酸溶液涂布到打印辊13上,打印辊13刻有下凹于打印辊13表面的图案,打印过程中,带钢表面与打印辊13表面紧密贴合,下凹图案内存储的硫酸转移至带钢表面并酸蚀形成图案,酸蚀机构1在带钢表面酸蚀完图案后,输入辊3将带钢输送至酸洗槽2内,经过沉没辊5将带钢压入并浸没在酸洗液20内,实现对带钢的酸洗,酸洗完成后,再由输出辊4将带钢输出酸洗槽2外,进行后续处理。
以上所述仅为本发明的较佳实施例而已,并不用以限制本发明,凡在本发明的精神和原则之内所作的任何修改、等同替换和改进等,均应包含在本发明的保护范围之内。
- 一种自动化的透明图案印刷钢板的制造方法
- 一种透明图案印刷钢板的制造方法
- 一种纸张图案印刷方法
- 一种用于印刷鞋面图案的全自动印刷机
- 带除静电功能的片材、片材除静电系统、以及使用带除静电功能的片材的图案同时成形方法、印刷方法及蒸镀方法
- 一种带放射状镭射3D图案的印刷品的印刷方法